You might also like
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
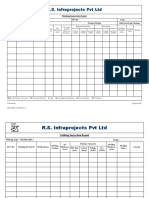
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Document1 pageSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNo ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- WPQ Form English US1Document2 pagesWPQ Form English US1Maria Louis ArputharajNo ratings yet
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocument59 pages2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNo ratings yet
- Welding Inspector Roles and ResponsibilitiesDocument22 pagesWelding Inspector Roles and ResponsibilitiesKevin ArmandoNo ratings yet
- Gtaw+smaw 3G 566Document2 pagesGtaw+smaw 3G 566YASAR ALINo ratings yet
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- 1 en 1090 1 QuestionnaireDocument5 pages1 en 1090 1 QuestionnaireJohn PirretNo ratings yet
- SV Engineerings: Work InstructionDocument5 pagesSV Engineerings: Work InstructionPrakash RajNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- RWC Quality Manual 8 JulyDocument15 pagesRWC Quality Manual 8 JulyVipin Kumar Parashar100% (1)
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- Wopq Format Asme Qw-360Document1 pageWopq Format Asme Qw-360Anonymous S33n8gNo ratings yet
- WI-02 Thermal CuttingDocument16 pagesWI-02 Thermal CuttingPrakash RajNo ratings yet
- Closure Weld Mag ProcedureDocument1 pageClosure Weld Mag ProcedurehellionxNo ratings yet
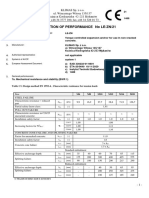
- Declaration of Perormance-Le-ZnDocument4 pagesDeclaration of Perormance-Le-ZnDavid SeeNo ratings yet
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- Defects and Discontinuities: Boiler and Mechanical PowerDocument78 pagesDefects and Discontinuities: Boiler and Mechanical PowerthejusNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- The Quality Standard For The Railway IndustryDocument15 pagesThe Quality Standard For The Railway IndustryAnkurNo ratings yet
- PFMEA Process Failure AnalysisDocument1 pagePFMEA Process Failure AnalysisasderbvaNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- EN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Document2 pagesEN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Boran YelkenciogluNo ratings yet
- Welding Store Audit Check ListDocument1 pageWelding Store Audit Check ListMehul VoraNo ratings yet
- The New Declaration of Performance (Description)Document39 pagesThe New Declaration of Performance (Description)Bogdan MuresanNo ratings yet
- Newps 6Document2 pagesNewps 6imsovanara5310No ratings yet
- Customer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionDocument7 pagesCustomer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionGib ArNo ratings yet
- Workshop on QMS Documentation DevelopmentDocument48 pagesWorkshop on QMS Documentation Developmentesivaks2000No ratings yet
- Back Weld Repair Procedure QualificationDocument15 pagesBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataNo ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDocument62 pagesWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNo ratings yet
- Welding ErrorsDocument42 pagesWelding ErrorsSiva Sankara Narayanan SubramanianNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Welding Repair Procedure for PT. Juhdi Sakti EngineeringDocument4 pagesWelding Repair Procedure for PT. Juhdi Sakti EngineeringRiky SumantriNo ratings yet
- Welders ManagementDocument11 pagesWelders ManagementStanley AlexNo ratings yet
- Welder Id SampleDocument1 pageWelder Id SampleArputharaj Maria LouisNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- World Lecture Hall: Useful Links For EngineersDocument9 pagesWorld Lecture Hall: Useful Links For Engineerssandi1111No ratings yet
- DRAFT Sample Welding Procedure GuidebookDocument3 pagesDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- T Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEDocument2 pagesT Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEalpesh patelNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney DukeNo ratings yet
- Vision FormatDocument2 pagesVision FormatSubramanian VaithilingamNo ratings yet
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Document4 pagesEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINo ratings yet
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- Repair welding procedure table of contentsDocument5 pagesRepair welding procedure table of contentsmohd as shahiddin jafriNo ratings yet
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Inspection Test Plan: Piping (Carbon Steel)Document3 pagesInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- Piping Replacement Carbon Steel InspectionDocument3 pagesPiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 016 Spring Hanger InspectionDocument6 pagesSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 013 Insulation ProcedureDocument9 pagesSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 014 Burner MaintenanceDocument9 pagesSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
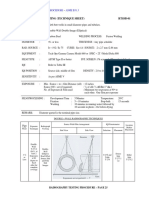
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Document9 pagesATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriNo ratings yet
- 7-Material Handling and Storage - WC007Document7 pages7-Material Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Visual Report (Test Ta2014) - 001-132Document211 pagesVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriNo ratings yet
- Chapter 11 Global Supply Chain, Procurement and DistributionDocument19 pagesChapter 11 Global Supply Chain, Procurement and DistributionSyarifah ZalichaNo ratings yet
- TQM Policy StrategyDocument6 pagesTQM Policy StrategyNoejay Lawrence Cebrero100% (5)
- 01 Acemedia Final Imc Plan Spring22 Compressed 1Document115 pages01 Acemedia Final Imc Plan Spring22 Compressed 1api-660205173No ratings yet
- Test - Chapter 6 - QuizletDocument12 pagesTest - Chapter 6 - Quizletnikhil sambareNo ratings yet
- Operations Research Question Bank for Mechanical Engineering StudentsDocument27 pagesOperations Research Question Bank for Mechanical Engineering StudentsMECH HODNo ratings yet
- Pharmacy Training ManualDocument16 pagesPharmacy Training Manualmaevalle.escNo ratings yet
- Lesson1 Introduction of Production and Operation ManagementDocument25 pagesLesson1 Introduction of Production and Operation ManagementRJ 1No ratings yet
- Managerial Accounting Chapter on Absorption vs Variable CostingDocument30 pagesManagerial Accounting Chapter on Absorption vs Variable Costing18071052 Nguyễn Thị MaiNo ratings yet
- MKT460.6 Esquire Group Case Study Group UpdatedDocument10 pagesMKT460.6 Esquire Group Case Study Group UpdatedOmar Fahim Khan 1911758030No ratings yet
- Supply Chain Management:: From Vision To ImplementationDocument38 pagesSupply Chain Management:: From Vision To ImplementationFaribaTabassumNo ratings yet
- LPP ProjectDocument23 pagesLPP ProjectAnkit SethiaNo ratings yet
- Servicio Post Venta Bracker - Benhil 2023Document7 pagesServicio Post Venta Bracker - Benhil 2023Loreto Gallardo LeivaNo ratings yet
- ISO 9001 Audit Findings ReportDocument2 pagesISO 9001 Audit Findings ReportRaj mayuranNo ratings yet
- This Online Bba Is Your Career Gamechanger! This Online Bba Is Your Career Gamechanger!Document4 pagesThis Online Bba Is Your Career Gamechanger! This Online Bba Is Your Career Gamechanger!spNo ratings yet
- Khatib 2023Document6 pagesKhatib 2023Mahmoud KhatibNo ratings yet
- Heidelberg Services White PaperDocument34 pagesHeidelberg Services White PaperHeidelberg IndiaNo ratings yet
- Gold Shop ManagementDocument11 pagesGold Shop ManagementSantosh BirajdarNo ratings yet
- MisDocument264 pagesMisArul Kumaran KothandapaniNo ratings yet
- Marketing ManagementDocument17 pagesMarketing ManagementIshika VohraNo ratings yet
- SOLID STATE WELDING TECHNIQUESDocument77 pagesSOLID STATE WELDING TECHNIQUESparthibankNo ratings yet
- MCQ's Chapter-11Document11 pagesMCQ's Chapter-11202110782No ratings yet
- SAP MM PresentationDocument26 pagesSAP MM PresentationSA1234567100% (1)
- Senior High School Grade 11: Principles of Marketing Second Quarterly AssessmentDocument4 pagesSenior High School Grade 11: Principles of Marketing Second Quarterly AssessmentErrocel Shane DolorNo ratings yet
- PBA 2023 Case Study 2Document4 pagesPBA 2023 Case Study 2w2whdkjghrNo ratings yet
- Business Plan SampleDocument97 pagesBusiness Plan SampleMaxineNo ratings yet
- Serial Card: 377X1-A3-J1-D18-9A7-9B2Document1 pageSerial Card: 377X1-A3-J1-D18-9A7-9B2troy minangNo ratings yet
- Marketing Strategy Is A Significant Driving Force That Distinguishes The Success of Many Organizations Not Only by WellDocument2 pagesMarketing Strategy Is A Significant Driving Force That Distinguishes The Success of Many Organizations Not Only by WellA cNo ratings yet
- Proc No. 67-1997 Commercial Registration and Business Licens - 0Document18 pagesProc No. 67-1997 Commercial Registration and Business Licens - 0silesh gizachewNo ratings yet
- To Die Casting: NADCA Publication: 101BKDocument116 pagesTo Die Casting: NADCA Publication: 101BKluisA1923No ratings yet
- Unit 13 International Market SelectionDocument8 pagesUnit 13 International Market SelectionCH Lalu NayakNo ratings yet
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringFrom EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringNo ratings yet