You might also like
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Fabrication of Solar Operated Grinding MachineDocument8 pagesFabrication of Solar Operated Grinding MachineBADINEHALSANDEEP0% (1)
- Hal Helicopter Division Training ReportDocument41 pagesHal Helicopter Division Training ReportMayank Gupta67% (9)
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- SSPC-QP 7 Qualification Procedure for Limited Experience Painting ContractorsDocument6 pagesSSPC-QP 7 Qualification Procedure for Limited Experience Painting ContractorsRinush SinagaNo ratings yet
- Pressure Vessel Hydrotest Procedure - Google SearchDocument3 pagesPressure Vessel Hydrotest Procedure - Google SearchAsad KhanNo ratings yet
- 11RCFA-CPF2-HP Gas CompBDocument5 pages11RCFA-CPF2-HP Gas CompBJinlong SuNo ratings yet
- Repair Welds Carbon SteelDocument2 pagesRepair Welds Carbon Steelarunrad100% (2)
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNo ratings yet
- IX-10-08 QW-407.2 Procedure Qualification LimitsDocument4 pagesIX-10-08 QW-407.2 Procedure Qualification LimitsPatrick DominguezNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- Gas Exchanger RetubingDocument15 pagesGas Exchanger Retubinghamal.w757No ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Jacking Procedurefor Construction of Tanks OLDDocument10 pagesJacking Procedurefor Construction of Tanks OLDVikram RangasamyNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- Welding Inspector Roles and ResponsibilitiesDocument22 pagesWelding Inspector Roles and ResponsibilitiesKevin ArmandoNo ratings yet
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNo ratings yet
- Itp For Casing, Ducting, StackaaaaaaaaaaaDocument4 pagesItp For Casing, Ducting, Stackaaaaaaaaaaaaymanmalah100% (1)
- G. Std. ITP For Pipeline Job PDFDocument4 pagesG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWNo ratings yet
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNo ratings yet
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Document1 pageSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- Control flow diagram for GACC's new welder qualification processDocument1 pageControl flow diagram for GACC's new welder qualification processSiddiqui Abdul KhaliqNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaNo ratings yet
- Welder Id SampleDocument1 pageWelder Id SampleArputharaj Maria LouisNo ratings yet
- INSPECTION REPORTDocument3 pagesINSPECTION REPORTsheikmoinNo ratings yet
- Wheel Loader Forklift Thorough Exam ReportDocument2 pagesWheel Loader Forklift Thorough Exam ReportRanjithNo ratings yet
- PCH Welding Repair ProcedureDocument8 pagesPCH Welding Repair Proceduremohd as shahiddin jafriNo ratings yet
- 13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)Document7 pages13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)SANDEEP100% (1)
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints QualifiedFernando LlontopNo ratings yet
- Asme 1325-18 (2007)Document1 pageAsme 1325-18 (2007)Matthew TaylorNo ratings yet
- Welder Testing Procedure 2014 2Document3 pagesWelder Testing Procedure 2014 2Sandip JawalkarNo ratings yet
- ASME SECTION IX INTERPRETATIONSDocument95 pagesASME SECTION IX INTERPRETATIONSnizam1372No ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- (Package-2-Mech Works) : Clean Fuels ProjectDocument17 pages(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneNo ratings yet
- Hydrotest WaiverDocument4 pagesHydrotest Waiverbidyut100No ratings yet
- Finished Goods Packing & Dispatch ProcedureDocument2 pagesFinished Goods Packing & Dispatch ProcedurePratik KarekarNo ratings yet
- WFP 2-01 ASME B31 Piping Welding ProcedureDocument8 pagesWFP 2-01 ASME B31 Piping Welding Procedureleodavid87No ratings yet
- Develpment WPSDocument9 pagesDevelpment WPSochableNo ratings yet
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNo ratings yet
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- List of Inspection Tools (Qaqc)Document7 pagesList of Inspection Tools (Qaqc)saffririzal4237No ratings yet
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukNo ratings yet
- PWHT ReportsDocument1 pagePWHT ReportsKarthikNo ratings yet
- JOSOP 607 - Repair Procedure For Flowlines, Pipelines, Vessels, Tanks, Separators and Other EquipmentDocument7 pagesJOSOP 607 - Repair Procedure For Flowlines, Pipelines, Vessels, Tanks, Separators and Other EquipmentOrdu Henry Onyebuchukwu100% (1)
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Document12 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarNo ratings yet
- Storing and Redrying Electrodes-Lincoln ElectricDocument3 pagesStoring and Redrying Electrodes-Lincoln ElectricjasminneeNo ratings yet
- Weld ShrinkageDocument16 pagesWeld ShrinkageWeff JingNo ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Inspection Flash Report: RFI NO & Date: 1.0 Type of VisitDocument3 pagesInspection Flash Report: RFI NO & Date: 1.0 Type of VisitFahad AhmadNo ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: Piping (Carbon Steel)Document3 pagesInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- Piping Replacement Carbon Steel InspectionDocument3 pagesPiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 013 Insulation ProcedureDocument9 pagesSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 016 Spring Hanger InspectionDocument6 pagesSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 014 Burner MaintenanceDocument9 pagesSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNo ratings yet
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Visual Report (Test Ta2014) - 001-132Document211 pagesVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriNo ratings yet
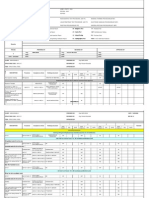
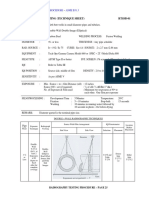
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Document9 pagesATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriNo ratings yet
- 7-Material Handling and Storage - WC007Document7 pages7-Material Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
- Grades and welding processes of seamless and welded pipes as per IS 3589Document17 pagesGrades and welding processes of seamless and welded pipes as per IS 3589Anonymous gr5Pr9AVNo ratings yet
- Victora Tool EngineersDocument46 pagesVictora Tool Engineersnitishtiwari346No ratings yet
- List of Contents For Gs-15Document13 pagesList of Contents For Gs-15Kalai SelvanNo ratings yet
- Operation Manual ESG-1224TDDocument106 pagesOperation Manual ESG-1224TDRikardo JimkarNo ratings yet
- SyllabusDocument2 pagesSyllabusDhana MuruganNo ratings yet
- DEC Infrastructure Projects India PVT LTD Sub Ledger of Depreciation 911 006714953Document388 pagesDEC Infrastructure Projects India PVT LTD Sub Ledger of Depreciation 911 006714953DEC InfraNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- Element 9 - Work EquipmentDocument28 pagesElement 9 - Work EquipmentJaveria FatimaNo ratings yet
- Polymak Abrasives BrochureDocument16 pagesPolymak Abrasives Brochureravi shankarNo ratings yet
- MDSP T2Document100 pagesMDSP T2Arnz BibosoNo ratings yet
- Safety Alert - Grinder WheelDocument3 pagesSafety Alert - Grinder WheelsarojNo ratings yet
- Experiment 1Document16 pagesExperiment 1samayNo ratings yet
- Composition of Superabrasive Grinding WheelsDocument2 pagesComposition of Superabrasive Grinding WheelssekarnttfNo ratings yet
- Eclipse Magnetics Workholding BrochureDocument20 pagesEclipse Magnetics Workholding Brochurefixture DeptNo ratings yet
- Design Guidance For Producibility PDFDocument419 pagesDesign Guidance For Producibility PDFElJeremiasNo ratings yet
- HGJHGJHGJDocument59 pagesHGJHGJHGJJoao PedroNo ratings yet
- 2013mechanicalsm 130328153126 Phpapp01Document98 pages2013mechanicalsm 130328153126 Phpapp01amr kouranyNo ratings yet
- Ray-Hans Internship Report SummaryDocument18 pagesRay-Hans Internship Report SummaryyasirNo ratings yet
- 1966 Organic Bonded Abrasive ArticleDocument4 pages1966 Organic Bonded Abrasive ArticleBattuka BatjargalNo ratings yet
- Tool Wear and Cutting Fluid LatheDocument17 pagesTool Wear and Cutting Fluid LatheGnanakumar GanesanNo ratings yet
- Shuttle 3C ENDocument6 pagesShuttle 3C ENNemanja JankovicNo ratings yet
- Fundamentals of Centerless GrindingDocument2 pagesFundamentals of Centerless Grindingromwama100% (1)
- B CNJ Plastic Enterprises (2012)Document8 pagesB CNJ Plastic Enterprises (2012)Peter Andre GuintoNo ratings yet
- Ch-12 Unconventional MachiningDocument188 pagesCh-12 Unconventional MachiningAbhishek AroraNo ratings yet
- Repararea Turbinelor Cu Abur Remont Parovie Turbin ENGDocument324 pagesRepararea Turbinelor Cu Abur Remont Parovie Turbin ENGnueste100% (1)
- SP 11 Nov2013Document4 pagesSP 11 Nov2013Fredy Xavier DomínguezNo ratings yet
- Machine Shop Theory and PracticesDocument11 pagesMachine Shop Theory and PracticesLuningning F SenaNo ratings yet
- DocxDocument110 pagesDocxAizel Jeong Aizel JeongNo ratings yet