You might also like
- Non-traditional Machining Processes ExplainedDocument53 pagesNon-traditional Machining Processes ExplainedÖnder AyerNo ratings yet
- Abrasive Jet MachiningDocument13 pagesAbrasive Jet MachiningParshva KhatadiaNo ratings yet
- Lecture 16 - Problems On AWJM AJM and WJMDocument33 pagesLecture 16 - Problems On AWJM AJM and WJMDarsh MenonNo ratings yet
- Mechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMDocument31 pagesMechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMsajjad NNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- Unit I: Abrasive GrindingDocument50 pagesUnit I: Abrasive GrindingVaibhav KumarNo ratings yet
- MPP Short NoteDocument22 pagesMPP Short NoteAsif BNo ratings yet
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitNo ratings yet
- Chapter Five: Non-Traditional Machining Processes Dawit DebashDocument103 pagesChapter Five: Non-Traditional Machining Processes Dawit Debashchala nigussieNo ratings yet
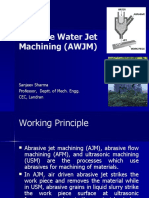
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
- Abrasive Jet MachiningDocument15 pagesAbrasive Jet MachiningWaleed KhanNo ratings yet
- Everything You Need to Know About Water Jet Cutting and Abrasive Water Jet MachiningDocument47 pagesEverything You Need to Know About Water Jet Cutting and Abrasive Water Jet Machining01fe16bme163No ratings yet
- Abrasivewaterjetmachining 131205140847 Phpapp021 PDFDocument41 pagesAbrasivewaterjetmachining 131205140847 Phpapp021 PDFMedal AnkhNo ratings yet
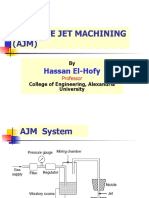
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocument29 pagesAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646No ratings yet
- Quiz 7Document40 pagesQuiz 7Vysakh VasudevanNo ratings yet
- Technology of Machine Tools: Surface Finishing ProcessesDocument21 pagesTechnology of Machine Tools: Surface Finishing ProcessesAnibal DazaNo ratings yet
- Kalp Chap 27 Advanced Machining ProcessesDocument40 pagesKalp Chap 27 Advanced Machining ProcessesJohan NicholasNo ratings yet
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- EML2322L-Abrasive Water Jet ProcessesDocument16 pagesEML2322L-Abrasive Water Jet ProcessesTurgut GülmezNo ratings yet
- AJM, WJM, AWJM, Ultrasonic, EDM, WEDM, EDG, EBM, ECM, CM Machine Tools DrillingDocument10 pagesAJM, WJM, AWJM, Ultrasonic, EDM, WEDM, EDG, EBM, ECM, CM Machine Tools DrillingNachiketa KumarNo ratings yet
- Ajm SBPDocument28 pagesAjm SBPShrikrushna MaliNo ratings yet
- Advanced Manufacturing - PDFDocument167 pagesAdvanced Manufacturing - PDF210 SureshNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- Abrasive Flow MachiningDocument12 pagesAbrasive Flow MachiningfhjNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Non-Traditional Machining TechniquesDocument33 pagesNon-Traditional Machining TechniquesVikrant BhardwajNo ratings yet
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaNo ratings yet
- Non-Traditional Machining PDFDocument21 pagesNon-Traditional Machining PDFSaurabh ManralNo ratings yet
- Honing: The Surface of A Honed WorkpieceDocument13 pagesHoning: The Surface of A Honed WorkpieceNomNo ratings yet
- Unconventional Machining Process - Unit 1: Prepared by S. Senthil Kumar Ap / Mech SvcetDocument57 pagesUnconventional Machining Process - Unit 1: Prepared by S. Senthil Kumar Ap / Mech Svcetmiraculas GNo ratings yet
- 3 WJM I AWJM, 2017Document37 pages3 WJM I AWJM, 2017Boris JavorNo ratings yet
- Non Conventional Machining - Module 7Document36 pagesNon Conventional Machining - Module 7deepakNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- AJMDocument14 pagesAJMbalasrnvsnNo ratings yet
- Ultasonic Machining ProcessDocument44 pagesUltasonic Machining ProcessPankajSainiNo ratings yet
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocument13 pagesAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesNishant SinhaNo ratings yet
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamNo ratings yet
- Intro & USM NDocument15 pagesIntro & USM Nsoban singh negiNo ratings yet
- Thermal Energy ProcessesDocument60 pagesThermal Energy Processessefinehabayneh040No ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Quiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyDocument40 pagesQuiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyFelipe SaavedraNo ratings yet
- Advanced Machining Processes: Waterjet & Abrasive Jet MachiningDocument14 pagesAdvanced Machining Processes: Waterjet & Abrasive Jet Machiningrangga56No ratings yet
- Grinding PDFDocument106 pagesGrinding PDFvivekanand100% (2)
- Non-Traditional Machining Processes: ME 355, Introduction To Manufacturing ProcessesDocument22 pagesNon-Traditional Machining Processes: ME 355, Introduction To Manufacturing ProcessesKalai ArasanNo ratings yet
- Water Jet CuttingDocument15 pagesWater Jet CuttingDevendar YadavNo ratings yet
- AWJM and LBMDocument20 pagesAWJM and LBMVinay KumarNo ratings yet
- Ultrasonic Machining (USM): A Precision Machining Process for Hard and Brittle MaterialsDocument9 pagesUltrasonic Machining (USM): A Precision Machining Process for Hard and Brittle MaterialsAnkit OlaNo ratings yet
- Arya Institute of Engineering & Technology: TopicDocument14 pagesArya Institute of Engineering & Technology: TopicNaiyer AhmadNo ratings yet
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Document61 pagesNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerNo ratings yet
- Water Jet Cutting: V.Loganathan M-Tech (PDM)Document34 pagesWater Jet Cutting: V.Loganathan M-Tech (PDM)Hemanth KumarNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Chapter 07 - Non-Traditional MachiningDocument34 pagesChapter 07 - Non-Traditional MachiningNurul AsyilahNo ratings yet
- Lecture 7 - Ultrasonic MachiningDocument20 pagesLecture 7 - Ultrasonic MachiningAbdulrahman goudaNo ratings yet
- Chemical Machining ProcessesDocument2 pagesChemical Machining ProcessesMuhammadHamzaNo ratings yet
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningTejas SuratiNo ratings yet
- Lecture 2 - 06-03-2024Document19 pagesLecture 2 - 06-03-2024rohithconnect021No ratings yet
- 1 - AJM Process PDFDocument11 pages1 - AJM Process PDFRaj VeerNo ratings yet
- Abrasive Machining and Finishing Operations GuideDocument59 pagesAbrasive Machining and Finishing Operations GuideDeepakNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- AWJ UltrasonicDocument1 pageAWJ UltrasonicNachiketa KumarNo ratings yet
- AJM, WJM, AWJM, Ultrasonic, EDM, WEDM, EDG, EBM, ECM, CM Machine Tools DrillingDocument10 pagesAJM, WJM, AWJM, Ultrasonic, EDM, WEDM, EDG, EBM, ECM, CM Machine Tools DrillingNachiketa KumarNo ratings yet
- Formulas Machining ProcessesDocument6 pagesFormulas Machining ProcessesNachiketa KumarNo ratings yet
- Examen de Sucesiones ResueltoDocument15 pagesExamen de Sucesiones ResueltoFernandoFierroGonzalezNo ratings yet
- Heat Transfer BookletDocument10 pagesHeat Transfer Bookletdhilee100% (1)
- Jody's Journey from IIT Delhi to Founding AppDynamics and its $3.7 Billion AcquisitionDocument9 pagesJody's Journey from IIT Delhi to Founding AppDynamics and its $3.7 Billion AcquisitionNachiketa KumarNo ratings yet
- Xyz PDFDocument8 pagesXyz PDFNachiketa KumarNo ratings yet
- Col100 BonusDocument2 pagesCol100 BonusNachiketa KumarNo ratings yet
- Col100 Assignment 3Document2 pagesCol100 Assignment 3Nachiketa KumarNo ratings yet
- Programming Assignment 1: Suffix TreesDocument21 pagesProgramming Assignment 1: Suffix TreesNachiketa KumarNo ratings yet
- SmltutorialDocument106 pagesSmltutorialNachiketa KumarNo ratings yet
- Introduction to Electrical Engineering and Semiconductor DiodesDocument23 pagesIntroduction to Electrical Engineering and Semiconductor DiodesNachiketa KumarNo ratings yet
- Fast Fourier TransformsDocument17 pagesFast Fourier TransformsBig CrocodileNo ratings yet
- 04 Dynamic Programming JGDocument36 pages04 Dynamic Programming JGNikhil Sharma RayaproluNo ratings yet
- CouStudy 201819Document339 pagesCouStudy 201819AmbujNo ratings yet
- Negotiation Self-Assessment and Vision Report - by Umang DharDocument1 pageNegotiation Self-Assessment and Vision Report - by Umang Dharumangdhar8No ratings yet
- Crabtree-Industrial Circuit ProtectionDocument104 pagesCrabtree-Industrial Circuit ProtectionAbhyuday Ghosh0% (1)
- Four Modes of DeliveryDocument21 pagesFour Modes of DeliveryRyan AbellaNo ratings yet
- Chapter 4Document26 pagesChapter 4Kritika JainNo ratings yet
- Training Design TaekwondoDocument5 pagesTraining Design Taekwondoalexander100% (3)
- Liturgical Music For LentDocument11 pagesLiturgical Music For LentShirly Benedictos100% (1)
- EDP 3 Product DevelopmentDocument15 pagesEDP 3 Product DevelopmentatulkirarNo ratings yet
- EN Flower Valley Shawl by Joanna GrzelakDocument20 pagesEN Flower Valley Shawl by Joanna GrzelaklunajakovNo ratings yet
- Hydraulic Pumps Lec NotesDocument30 pagesHydraulic Pumps Lec NotesDarsh MenonNo ratings yet
- C01 Globalisation: The Global Village?Document21 pagesC01 Globalisation: The Global Village?Mat RoyNo ratings yet
- Monitor Pressao Arterial ProCheck - IB-WW1YB-3Document58 pagesMonitor Pressao Arterial ProCheck - IB-WW1YB-3jpmarques19660% (1)
- Telecom Business Information System AbstractDocument5 pagesTelecom Business Information System AbstractTelika RamuNo ratings yet
- Ejercicio de Writing Formal EmailsDocument4 pagesEjercicio de Writing Formal EmailsArianna ContrerasNo ratings yet
- Wax Rolls For Your Success: Yarn Yearns For The One and OnlyDocument9 pagesWax Rolls For Your Success: Yarn Yearns For The One and Onlyangga widayantoNo ratings yet
- Unit 11 Making Plans WEINTRODocument24 pagesUnit 11 Making Plans WEINTROFabiola EstradaNo ratings yet
- ResumeDocument2 pagesResumeAbhinav kaliaNo ratings yet
- Rat King rules the sewersDocument1 pageRat King rules the sewerstartartartar80No ratings yet
- WEEK 11 Reading MaterialsDocument5 pagesWEEK 11 Reading MaterialsVineetha Victor GonsalvezNo ratings yet
- ARTS8 Q4 MOD2Document32 pagesARTS8 Q4 MOD2eoghannolascoNo ratings yet
- Your Money MattersDocument150 pagesYour Money MattersJasmine NgNo ratings yet
- Nick & Sammy - Baby You Love Me (Bass Tab)Document6 pagesNick & Sammy - Baby You Love Me (Bass Tab)Martin MalenfantNo ratings yet
- Sex Work in Cyberspace Who Pays The PriceDocument14 pagesSex Work in Cyberspace Who Pays The PriceйцукеячсмNo ratings yet
- Music of Your LifeDocument7 pagesMusic of Your LiferietracolNo ratings yet
- Electronic Media. 2nd Edition PDFDocument319 pagesElectronic Media. 2nd Edition PDFAwobamise Ayodeji Olalekan100% (1)
- Sample Third Grade LessonsDocument10 pagesSample Third Grade Lessonsapi-214652729No ratings yet
- Freshwater Pollution in Some Nigerian Local Communities, Causes, Consequences and Probable SolutionsDocument8 pagesFreshwater Pollution in Some Nigerian Local Communities, Causes, Consequences and Probable SolutionsZari Sofia LevisteNo ratings yet
- Curriculum Vitae (Download)Document4 pagesCurriculum Vitae (Download)Hilary RivasNo ratings yet
- Fundamentals of Procure To PayDocument254 pagesFundamentals of Procure To Paysweetshene100% (3)
- Ethics Short Essay 3Document4 pagesEthics Short Essay 3api-284664489No ratings yet
- (E6) Exercise For Unit 6Document2 pages(E6) Exercise For Unit 6Lê Cẩm YênNo ratings yet