You might also like
- Sri Hayagriva SthothramDocument116 pagesSri Hayagriva Sthothramajiva_rts94% (16)
- JLG Codes PDFDocument180 pagesJLG Codes PDFfrank kamuhanda33% (3)
- Selecting Particle Count Points For A Continuous FMS System - Manufacturing & Packaging - NG Pharmaceutical Europe - GDS PublishingDocument3 pagesSelecting Particle Count Points For A Continuous FMS System - Manufacturing & Packaging - NG Pharmaceutical Europe - GDS PublishingDavide GrioniNo ratings yet
- Pipeline Leak Detection Study - OTH94Document58 pagesPipeline Leak Detection Study - OTH94ElcioDiasJrNo ratings yet
- Robustness Valdiation Step by StepDocument36 pagesRobustness Valdiation Step by StepGreenheart OussamaNo ratings yet
- Model Predictive Control - Camacho BourdounsDocument294 pagesModel Predictive Control - Camacho BourdounsJayram Valluru100% (1)
- Yokogawa PID Tuning Guide - CsTunerDocument28 pagesYokogawa PID Tuning Guide - CsTunerZohaib Alam100% (2)
- Stuck Pipe Revised 02Document31 pagesStuck Pipe Revised 02BelkhirAouarib100% (2)
- Ch18 SimulationDocument38 pagesCh18 Simulationbast97No ratings yet
- A Pansophic Diagram On Letters: Translation From Latin by Christine EikeDocument7 pagesA Pansophic Diagram On Letters: Translation From Latin by Christine EikeSupremus33No ratings yet
- Identification of Multivariable Industrial Processes: For Simulation, Diagnosis and ControlDocument199 pagesIdentification of Multivariable Industrial Processes: For Simulation, Diagnosis and ControlSebastian Alarcon100% (1)
- Control Loop Performance Monitoring - ABB's Experience Over Two DecadesDocument7 pagesControl Loop Performance Monitoring - ABB's Experience Over Two DecadesAzamat TastemirovNo ratings yet
- Q3-BPP-Module 2Document13 pagesQ3-BPP-Module 2Jeffrey C. Serrano100% (1)
- P1 Activity SamplingDocument7 pagesP1 Activity SamplingShaz Wa MoAfrikaNo ratings yet
- Fce Practice Test 4: Answer Key PAPER 1: Reading PAPER 3: Use of EnglishDocument2 pagesFce Practice Test 4: Answer Key PAPER 1: Reading PAPER 3: Use of EnglishClaraNo ratings yet
- Process Control Laboratory-Student's ManualDocument105 pagesProcess Control Laboratory-Student's ManualAnonymous 8pCXXsNo ratings yet
- New Developments in Industrial MPC Identification Yucai ZhuDocument8 pagesNew Developments in Industrial MPC Identification Yucai ZhuAlongkorn JaranchonNo ratings yet
- 2011-Closed Loop Identification Using ARX GOBF ARX ModelsDocument16 pages2011-Closed Loop Identification Using ARX GOBF ARX ModelsAravindan MohanNo ratings yet
- (S. Pushpavanam (Eds.) ) Control and Optimisation o (B-Ok - CC) PDFDocument270 pages(S. Pushpavanam (Eds.) ) Control and Optimisation o (B-Ok - CC) PDFDeepshikhaSinghNo ratings yet
- d3804b51 sw5Document7 pagesd3804b51 sw5shailesh singhNo ratings yet
- Model Based Diagnosis For The Air Intake System of The SI-EngineDocument12 pagesModel Based Diagnosis For The Air Intake System of The SI-EngineecasayangNo ratings yet
- Liuping WangDocument1 pageLiuping WangGodofredoNo ratings yet
- Recent Advances in Artificial Cracks For NDT Development and QualificationDocument10 pagesRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINo ratings yet
- Mechatronic System Design Based On An Optimisation Approach: MECHATRONICS DAY 2007 - International WorkshopDocument9 pagesMechatronic System Design Based On An Optimisation Approach: MECHATRONICS DAY 2007 - International WorkshopMradul YadavNo ratings yet
- Tce5002 Introduction To PDC, Modelling Simulation & ControlDocument15 pagesTce5002 Introduction To PDC, Modelling Simulation & ControlKundayi ChagwederaNo ratings yet
- Measure Vision 2020Document8 pagesMeasure Vision 2020Rinaldi SaputraNo ratings yet
- A Cost Effective Simulation Algorithm FoDocument40 pagesA Cost Effective Simulation Algorithm FoSimon van BentenNo ratings yet
- ExtendedAbstract Nuno Mocho 69712Document9 pagesExtendedAbstract Nuno Mocho 69712Joshua KarthikNo ratings yet
- A New Testing Paradigm For Today's Product Development Process - Part 2Document5 pagesA New Testing Paradigm For Today's Product Development Process - Part 2uamiranda3518No ratings yet
- NCP 27Document26 pagesNCP 27Atish kumar100% (1)
- Linear Quadratic Predictive Fault-Tolerant Control For Multi-Phase Batch ProcessesDocument12 pagesLinear Quadratic Predictive Fault-Tolerant Control For Multi-Phase Batch ProcessesnhatvpNo ratings yet
- DT Key MaretrialDocument12 pagesDT Key MaretrialSudheer RajaNo ratings yet
- Process Control Trainer Project Report - Original1Document42 pagesProcess Control Trainer Project Report - Original1Augustine paulNo ratings yet
- ThesisDocument251 pagesThesisahmed8No ratings yet
- Project Final Report: Innovative Proactive Quality Control System For In-Process Multi-Stage Defect Reduction"Document38 pagesProject Final Report: Innovative Proactive Quality Control System For In-Process Multi-Stage Defect Reduction"Moazzam AliNo ratings yet
- PharmEng PATDocument7 pagesPharmEng PATsurajNo ratings yet
- Mechatronic System Design Based On An Optimisation ApproachDocument9 pagesMechatronic System Design Based On An Optimisation ApproachWajdi SadikNo ratings yet
- 1992 APC MistakesDocument13 pages1992 APC MistakesabrahamkalilNo ratings yet
- 2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsDocument12 pages2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsademargcjuniorNo ratings yet
- Control Engineering Practice: Mark L. Darby, Michael NikolaouDocument15 pagesControl Engineering Practice: Mark L. Darby, Michael NikolaouRenato Fuentealba AravenaNo ratings yet
- My Notes PCTDocument36 pagesMy Notes PCTPortia ShilengeNo ratings yet
- Paper KerdprasopDocument6 pagesPaper KerdprasopPablo OrricoNo ratings yet
- Process Piping in Spec ProgramsDocument8 pagesProcess Piping in Spec Programsdineshkumark1986No ratings yet
- F 065 Liu F PDFDocument4 pagesF 065 Liu F PDFFari PratomosiwiNo ratings yet
- Application of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopDocument8 pagesApplication of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopsyafiraNo ratings yet
- Cuello de Botella Flow ShopDocument10 pagesCuello de Botella Flow ShopEdiSon JimenezNo ratings yet
- Avm in Mesasmc 2010Document7 pagesAvm in Mesasmc 2010faizan.a.syabilNo ratings yet
- Design-to-Test Approach For Programmable Controllers in Safety-Critical Automation SystemsDocument10 pagesDesign-to-Test Approach For Programmable Controllers in Safety-Critical Automation SystemsshaguftaNo ratings yet
- Improving The Efþciency of Functional Veriþcation Based On TestDocument29 pagesImproving The Efþciency of Functional Veriþcation Based On Testhossein rostamiNo ratings yet
- Computers & Chemical Engineering: Jae Hak Jung A,, Moonyong Lee A, Jietae Lee B, Chonghun Han CDocument6 pagesComputers & Chemical Engineering: Jae Hak Jung A,, Moonyong Lee A, Jietae Lee B, Chonghun Han Cahmed ubeedNo ratings yet
- The Evolution of Control Valve DiagnosticDocument4 pagesThe Evolution of Control Valve Diagnosticfabiano nogueiraNo ratings yet
- TVVD Assign 01 2114110993Document9 pagesTVVD Assign 01 2114110993Sakshi SalimathNo ratings yet
- CalibrationWorld 2014 02 ENGDocument28 pagesCalibrationWorld 2014 02 ENGsameergaddimailNo ratings yet
- 4 CCHM Trans LecDocument8 pages4 CCHM Trans LecCRUZ, ANNA MARIELLENo ratings yet
- 0 - KBE Rules Oriented To Resources Management in Coordinates Inspection by ContactDocument15 pages0 - KBE Rules Oriented To Resources Management in Coordinates Inspection by ContactNizarNo ratings yet
- EUROLAB Cook BookDoc No 1 Selection Verification and Validation of MethodsRev 2017Document3 pagesEUROLAB Cook BookDoc No 1 Selection Verification and Validation of MethodsRev 2017nedkovbgNo ratings yet
- Turn Around Time of Lab: Consultant Hospital ManagementDocument22 pagesTurn Around Time of Lab: Consultant Hospital ManagementAshok KhandelwalNo ratings yet
- MMT Notes1Document34 pagesMMT Notes1sajinirajithNo ratings yet
- Chapter 9Document43 pagesChapter 9Mitzi Gia CuentaNo ratings yet
- 2009 Murray Smith DSCDocument143 pages2009 Murray Smith DSCminhtrieudoddtNo ratings yet
- AutomationDocument7 pagesAutomationZaeem JuttNo ratings yet
- CookBook 01 Selection-Verification-Validation-Methods - 09-2018 PDFDocument3 pagesCookBook 01 Selection-Verification-Validation-Methods - 09-2018 PDFAzhani AlangNo ratings yet
- Supply Chain Model For The Semiconductor Industry of Global MarketDocument18 pagesSupply Chain Model For The Semiconductor Industry of Global Marketlicesa1819No ratings yet
- Lte Cat-M1 and Nb-Iot How To Choose The Right Technology For Your Iot Application?Document27 pagesLte Cat-M1 and Nb-Iot How To Choose The Right Technology For Your Iot Application?Renzzo Gomez ReatigaNo ratings yet
- Unit 8 Advertising and PromotionDocument29 pagesUnit 8 Advertising and PromotionAnna ArtamonovaNo ratings yet
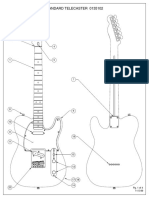
- Standard Telecaster 0135102Document4 pagesStandard Telecaster 0135102Gonzalo Torres BarreraNo ratings yet
- You're My BoyDocument400 pagesYou're My Boyseema khandelwalNo ratings yet
- Bezier CurveDocument9 pagesBezier CurvePathul02No ratings yet
- Takenobu Igarashi Pushed The Parameters of Typography With His Hand-Drawn 3D LetDocument12 pagesTakenobu Igarashi Pushed The Parameters of Typography With His Hand-Drawn 3D Letزهراء العمرانNo ratings yet
- M1 W03 AnsDocument4 pagesM1 W03 AnsJoeNo ratings yet
- Andhra Pradesh - Social Question & AnswersDocument4 pagesAndhra Pradesh - Social Question & Answersdeepakdohare1011No ratings yet
- M03 - EASA - Part145 - Regulations - CompressedDocument142 pagesM03 - EASA - Part145 - Regulations - Compressedub.hdleeNo ratings yet
- Cheat Game PS2 LIST ADocument74 pagesCheat Game PS2 LIST ASigit WicaksonoNo ratings yet
- Application Form For Height Limitaion Rev 032013 PDFDocument1 pageApplication Form For Height Limitaion Rev 032013 PDFLouie Zavalla LeyvaNo ratings yet
- Rolls - Royce: M250 - C30 Series Operation and MaintenanceDocument16 pagesRolls - Royce: M250 - C30 Series Operation and MaintenanceDee Lowe0% (1)
- Causes of MeanderingDocument1 pageCauses of MeanderingBalagopal V50% (2)
- Dreams and PhilosophyDocument2 pagesDreams and PhilosophyМай ТриNo ratings yet
- Method Statement - Concealed ConduitDocument4 pagesMethod Statement - Concealed Conduitjoo2585No ratings yet
- Science Form 2 Chapter 10 NotesDocument12 pagesScience Form 2 Chapter 10 NotesAdrian Jonathan LouisNo ratings yet
- SongsDocument13 pagesSongsSamirNo ratings yet
- 7Std-Term1-Sci, S.S - (EM) - WWW - Kalvinews.com - PDFDocument216 pages7Std-Term1-Sci, S.S - (EM) - WWW - Kalvinews.com - PDFNeshaNo ratings yet
- Automatic Condensate Drains Eco Drain Series: For Compressor Capacities Up To 1,700 M /minDocument7 pagesAutomatic Condensate Drains Eco Drain Series: For Compressor Capacities Up To 1,700 M /minCatalin Frincu100% (1)
- Wi-Fi Fingerprinting-Based Floor Detection Using Adaptive Scaling and Weighted Autoencoder Extreme Learning MachineDocument12 pagesWi-Fi Fingerprinting-Based Floor Detection Using Adaptive Scaling and Weighted Autoencoder Extreme Learning MachineCSIT iaesprimeNo ratings yet
- Digital Axis Control HNC100 Component Series 2XDocument16 pagesDigital Axis Control HNC100 Component Series 2XHoang Duy100% (1)
- OM Assignment 01-Vikrant Singh Tomar (19MBAR0331)Document11 pagesOM Assignment 01-Vikrant Singh Tomar (19MBAR0331)Vikrant SinghNo ratings yet
- Mp3 Gilda Carrasco Wall J Alejandro Gomez Marvin Goldstein Himnos Predilectos de Los Profetas Vol 2Document3 pagesMp3 Gilda Carrasco Wall J Alejandro Gomez Marvin Goldstein Himnos Predilectos de Los Profetas Vol 2salgadoquiroz0% (1)
- Louwe Kooijmans - Bronze Age Multiple Burial at WassenaarDocument20 pagesLouwe Kooijmans - Bronze Age Multiple Burial at Wassenaarapi-3703833No ratings yet