You might also like
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Energies: Structural Design Simulation of Bayonet Heat Exchanger For Sulfuric Acid DecompositionDocument18 pagesEnergies: Structural Design Simulation of Bayonet Heat Exchanger For Sulfuric Acid DecompositionboeiniNo ratings yet
- Novel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasDocument12 pagesNovel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasAmar GargNo ratings yet
- Experimental Study of The OxidativeDocument13 pagesExperimental Study of The OxidativeRafael RíosNo ratings yet
- HDO-aducto-Catal Today 2016Document8 pagesHDO-aducto-Catal Today 2016cligcodiNo ratings yet
- WO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneDocument8 pagesWO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneaegosmithNo ratings yet
- Hydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al ODocument7 pagesHydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al OMonica RoyNo ratings yet
- Troskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064Document12 pagesTroskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064FADHIL ALIF MUHAMMADNo ratings yet
- Journal of CO Utilization: Nora Meiri, Roman Radus, Moti HerskowitzDocument6 pagesJournal of CO Utilization: Nora Meiri, Roman Radus, Moti HerskowitzFarah Talib Al-sudaniNo ratings yet
- Facile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystDocument10 pagesFacile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystHasif ImaniNo ratings yet
- Zafarnak 2021 Ethane CO2Document14 pagesZafarnak 2021 Ethane CO2Abdullah AitaniNo ratings yet
- Naphtha Steam Reforming Catalysts for Hydrogen ProductionDocument9 pagesNaphtha Steam Reforming Catalysts for Hydrogen ProductionsatishchemengNo ratings yet
- Energies 13 00610 v2 PDFDocument25 pagesEnergies 13 00610 v2 PDFIsmail ŞahbazNo ratings yet
- Energies: /Zno/AlDocument25 pagesEnergies: /Zno/AlAnonymous Ksq1dyPRhNo ratings yet
- Purdue Hydrogen Lab ResearchDocument5 pagesPurdue Hydrogen Lab ResearchHyun Tae HwangNo ratings yet
- Chem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed ReactorDocument10 pagesChem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed Reactorqwerty fkvorkcjdkNo ratings yet
- Modeling and analysis of a methanol synthesis process using a mixed reforming reactorDocument10 pagesModeling and analysis of a methanol synthesis process using a mixed reforming reactorVidal TxusNo ratings yet
- Applied Catalysis A General 570 (2019) 96 - ManuscriptDocument42 pagesApplied Catalysis A General 570 (2019) 96 - ManuscriptdapinillaNo ratings yet
- ManuscriptDocument18 pagesManuscriptNguyen TrangNo ratings yet
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohNo ratings yet
- 1 s2.0 S0378382011002797 MainDocument8 pages1 s2.0 S0378382011002797 MainhoseiNo ratings yet
- ApplCat B-2014-SalvadorDocument9 pagesApplCat B-2014-SalvadorcligcodiNo ratings yet
- Steam Ref. StructureDocument14 pagesSteam Ref. Structureaymanoh056No ratings yet
- Reactions: Production of Fuels and Chemicals From A CO MixtureDocument17 pagesReactions: Production of Fuels and Chemicals From A CO MixtureSaniya MehtaNo ratings yet
- Autothermal Reforming ProcessDocument9 pagesAutothermal Reforming ProcessOliver Everett EspinoNo ratings yet
- Thesis Biomass GasificationDocument5 pagesThesis Biomass Gasificationkatieparkersaintpaul100% (2)
- Evaluation of Hydrogen Production Methods UsingDocument10 pagesEvaluation of Hydrogen Production Methods UsingInneke WulandariNo ratings yet
- Coke Steam ReformingDocument13 pagesCoke Steam ReformingmukthiyarsNo ratings yet
- Development of Fludized Bed Reactor To Enhance Hydrogen YieldDocument18 pagesDevelopment of Fludized Bed Reactor To Enhance Hydrogen Yieldmickymech012No ratings yet
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 pagesMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanNo ratings yet
- Catalytic Steam Reforming of Acetic AcidDocument10 pagesCatalytic Steam Reforming of Acetic AcidMargaritaNo ratings yet
- Chapter 23 Thermophilic Biohydrogen Production PDFDocument12 pagesChapter 23 Thermophilic Biohydrogen Production PDFaegosmithNo ratings yet
- Development of An Efficient Methanol Production PRDocument31 pagesDevelopment of An Efficient Methanol Production PRKorean Drama TVNo ratings yet
- Elena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsDocument5 pagesElena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsnnnnjwNo ratings yet
- 1 s2.0 S2212982017302123 MainDocument6 pages1 s2.0 S2212982017302123 MainkitsomacNo ratings yet
- HP4a 13 Giaconia Rev0607Document7 pagesHP4a 13 Giaconia Rev0607kkakosimNo ratings yet
- Fauth 2005Document19 pagesFauth 2005Jeff DiffNo ratings yet
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDocument8 pagesCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceNo ratings yet
- Kinetic Modeling of Methanol Synthesis Over Commercial - 2014 - Fuel ProcessingDocument9 pagesKinetic Modeling of Methanol Synthesis Over Commercial - 2014 - Fuel ProcessingArindam DasNo ratings yet
- Processes 07 00136Document22 pagesProcesses 07 00136vanessa jimenezNo ratings yet
- Recent Progress in Syngas Production Via Catalytic CO2 Hydrogenation ReactionDocument11 pagesRecent Progress in Syngas Production Via Catalytic CO2 Hydrogenation Reactionkishore dasmunshiNo ratings yet
- Formic Acid SynthesisDocument7 pagesFormic Acid SynthesisJoeNo ratings yet
- 2009 - Catalytic Conversion of NaHCO3 Into Formic Acid in Mild Hydrothermal Conditions For Co2 UtilizationDocument6 pages2009 - Catalytic Conversion of NaHCO3 Into Formic Acid in Mild Hydrothermal Conditions For Co2 UtilizationMaría Andérez FernándezNo ratings yet
- Fraga Dubreuil2006Document8 pagesFraga Dubreuil2006Phuong Duy Nguyen HoangNo ratings yet
- Jet Fuel Range Hydrocarbon Synthesis Through Ethylene Oligomerization Over Platelet Ni Alsba 15 CatalystDocument12 pagesJet Fuel Range Hydrocarbon Synthesis Through Ethylene Oligomerization Over Platelet Ni Alsba 15 CatalystBoby SixkillersNo ratings yet
- Example PDFDocument14 pagesExample PDFJuan PerezNo ratings yet
- Benito 2015Document13 pagesBenito 2015rahmanNo ratings yet
- 1 s2.0 S0360319906001868 MainDocument8 pages1 s2.0 S0360319906001868 MainJohn WickNo ratings yet
- Calcium Carbonate (PCC)Document15 pagesCalcium Carbonate (PCC)Huyentrang NguyenNo ratings yet
- Aplikasi KetonDocument20 pagesAplikasi KetonOktavia Eka ArdyantiNo ratings yet
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary Decompositioncosmicbabe_2000No ratings yet
- Chemical Engineering Journal (A Kinetic and Process Modeling Study of CO2 Capture With MEA-Promoted)Document9 pagesChemical Engineering Journal (A Kinetic and Process Modeling Study of CO2 Capture With MEA-Promoted)Febrian Adhitya RachmanNo ratings yet
- A Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationDocument6 pagesA Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationAnonymous sVheFhq9PNo ratings yet
- Analysis of Solar Thermochemical Water-Splitting Cycles For Hydrogen ProductionDocument6 pagesAnalysis of Solar Thermochemical Water-Splitting Cycles For Hydrogen ProductionffazlaliNo ratings yet
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 pagesProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121No ratings yet
- Processes: Simulation of Batch Slow Pyrolysis of Biomass Materials Using The Process-Flow-Diagram COCO SimulatorDocument20 pagesProcesses: Simulation of Batch Slow Pyrolysis of Biomass Materials Using The Process-Flow-Diagram COCO SimulatornuvanNo ratings yet
- Numerical Study of Heat Transfer and Sulfuric Acid Decomposition in The Process of Hydrogen ProductionDocument14 pagesNumerical Study of Heat Transfer and Sulfuric Acid Decomposition in The Process of Hydrogen ProductionSugoo LeeNo ratings yet
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 pagesMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingSarang GohNo ratings yet
- Catalysis Today: Jangam Ashok, Subhasis Pati, Plaifa Hongmanorom, Zhang Tianxi, Chen Junmei, Sibudjing Kawi TDocument19 pagesCatalysis Today: Jangam Ashok, Subhasis Pati, Plaifa Hongmanorom, Zhang Tianxi, Chen Junmei, Sibudjing Kawi Tfarah al-sudaniNo ratings yet
- Review of Methane Catalytic Cracking For Hydrogen ProductionDocument32 pagesReview of Methane Catalytic Cracking For Hydrogen ProductionVishal GoswamiNo ratings yet
- Absorption Refrigeration System Cooling Liquid RefrigerantDocument6 pagesAbsorption Refrigeration System Cooling Liquid RefrigerantKhabib FirmansyahNo ratings yet
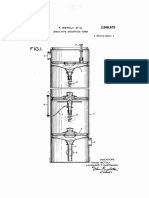
- Spray-type absorption tower for coke oven gas separationDocument5 pagesSpray-type absorption tower for coke oven gas separationKhabib FirmansyahNo ratings yet
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFDocument457 pagesPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFJayshree Mohan100% (1)
- United States Patent (19) : D. Suresh, Macedonia Robert CDocument5 pagesUnited States Patent (19) : D. Suresh, Macedonia Robert CKhabib FirmansyahNo ratings yet
- Maleic Anhydride Supp. B Report Summarizes ProcessesDocument14 pagesMaleic Anhydride Supp. B Report Summarizes ProcessesKhabib FirmansyahNo ratings yet
- Maleic Anhydride Supp. B Report Summarizes ProcessesDocument14 pagesMaleic Anhydride Supp. B Report Summarizes ProcessesKhabib FirmansyahNo ratings yet
- 3-D Multi-Tubular Reactor Model Development For The Oxidative Dehydrogenation of Butene To 1,3-ButadieneDocument21 pages3-D Multi-Tubular Reactor Model Development For The Oxidative Dehydrogenation of Butene To 1,3-ButadieneKhabib FirmansyahNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- United States Patent (19) : D. Suresh, Macedonia Robert CDocument5 pagesUnited States Patent (19) : D. Suresh, Macedonia Robert CKhabib FirmansyahNo ratings yet
- 1-Pengantar Higiene IndustriDocument18 pages1-Pengantar Higiene IndustriKhabib FirmansyahNo ratings yet
- 1ST Year Physics Guess PaperDocument8 pages1ST Year Physics Guess Papermubashar khokharNo ratings yet
- Forces in Space) PDFDocument64 pagesForces in Space) PDFJagdish Dhanuskar100% (1)
- 91985v00 Mazda User Story FinalDocument2 pages91985v00 Mazda User Story Finalopek161No ratings yet
- BITSAT Solved Paper 2013 PDFDocument14 pagesBITSAT Solved Paper 2013 PDFAtom BondNo ratings yet
- HW 2Document1 pageHW 2azizieh5701No ratings yet
- Dac 314 Group 3 (C-V-P Analysis)Document39 pagesDac 314 Group 3 (C-V-P Analysis)Eustus KipkemboiNo ratings yet
- Noc20-Cs28 Week 07 Assignment 02Document6 pagesNoc20-Cs28 Week 07 Assignment 02Praveen Urs RNo ratings yet
- A1AG12ADocument3 pagesA1AG12AAnonymous RzU94z100% (1)
- 2001 0009v1 PDFDocument4 pages2001 0009v1 PDFNorris Lam100% (1)
- SIMON Probability Distributions Involving Gaussian Random Variables 2006Document218 pagesSIMON Probability Distributions Involving Gaussian Random Variables 2006charu dattaNo ratings yet
- Single Stub MatchingDocument13 pagesSingle Stub MatchingHaya AlqahtaniNo ratings yet
- Grade 11 ABM and STEM ExamDocument9 pagesGrade 11 ABM and STEM ExamkeyedNo ratings yet
- Consolidation by FEM PDFDocument25 pagesConsolidation by FEM PDFAstrid AubryNo ratings yet
- Computer Science B.SCDocument109 pagesComputer Science B.SCvenkibiosNo ratings yet
- RV-1 Flow DivDocument7 pagesRV-1 Flow Divturbo_kidNo ratings yet
- HuffmanDocument53 pagesHuffmandivyangkapadiaNo ratings yet
- Oil-Base Mud Contamination in Gas-Condensate SamplesDocument67 pagesOil-Base Mud Contamination in Gas-Condensate SamplesJesseNo ratings yet
- True Strength IndexDocument5 pagesTrue Strength Indexafsj2uz100% (2)
- Finding The Formula For The NTH TermDocument4 pagesFinding The Formula For The NTH TermRedMoonLightNo ratings yet
- Reflection with MirrorsDocument4 pagesReflection with MirrorsSenenNo ratings yet
- Stat 1x1 Final Exam Review Questions (Units 9, 10, 11)Document8 pagesStat 1x1 Final Exam Review Questions (Units 9, 10, 11)Ho Uyen Thu NguyenNo ratings yet
- Surendra Kumar MahawarDocument20 pagesSurendra Kumar MahawarROHIT MEENANo ratings yet
- Topology Aware Load Balancing For GridsDocument21 pagesTopology Aware Load Balancing For GridsHaitham BarkallahNo ratings yet
- Predictive Analysis of Business Outsource of A Distribution Company Using Machine Learning TechniquesDocument5 pagesPredictive Analysis of Business Outsource of A Distribution Company Using Machine Learning TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Simulation and Optimization of Gyratory Crusher Performance Based On The Discrete Element MethodDocument30 pagesSimulation and Optimization of Gyratory Crusher Performance Based On The Discrete Element Methodthe requiem LastNo ratings yet
- Ijves Y14 05338Document5 pagesIjves Y14 05338SachinNo ratings yet
- UR5 Inverse KinematicsDocument8 pagesUR5 Inverse KinematicsLuis Gerardo CarvajalNo ratings yet
- Proprties of MatterDocument24 pagesProprties of Matterrishithhr rajeevNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)