You might also like
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- PPG HI-TEMP 1027 NewDocument7 pagesPPG HI-TEMP 1027 NewsachinpsawantNo ratings yet
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- PPG HI-TEMP 1027™: Product Data SheetDocument6 pagesPPG HI-TEMP 1027™: Product Data Sheettanmay rahmanNo ratings yet
- PPG Hi-Temp™ 222 G: Product Data SheetDocument6 pagesPPG Hi-Temp™ 222 G: Product Data SheetJefry SandyNo ratings yet
- Hi - Temp 900Document5 pagesHi - Temp 900bhavesh solankiNo ratings yet
- PPG Hi-Temp™ 500Document6 pagesPPG Hi-Temp™ 500Marleo MorenoNo ratings yet
- en-US_P091Document8 pagesen-US_P091Cris gomezNo ratings yet
- PPG PDS Amercoat 370Document7 pagesPPG PDS Amercoat 370sanguripNo ratings yet
- Thermaline Heat Shield PDSDocument4 pagesThermaline Heat Shield PDSfrosted296No ratings yet
- Amercoat® 385: Product Data SheetDocument8 pagesAmercoat® 385: Product Data SheetNizar BouchaalaNo ratings yet
- Hi-Temp 1027 PDFDocument4 pagesHi-Temp 1027 PDFquiron2014No ratings yet
- 97 145Document2 pages97 145anon_251242493No ratings yet
- Amercoat® 385: Product Data SheetDocument8 pagesAmercoat® 385: Product Data SheetSampath GaneshNo ratings yet
- SigmaPrime 200Document7 pagesSigmaPrime 200amshivNo ratings yet
- PPG Hi-Temp™ 1027 HDDocument5 pagesPPG Hi-Temp™ 1027 HDMarleo MorenoNo ratings yet
- HEAT RESISTANT SILICONE ALUMINIUM PAINTDocument3 pagesHEAT RESISTANT SILICONE ALUMINIUM PAINTrumi_2kNo ratings yet
- PPG HI-TEMP™ 1000: Product Data SheetDocument6 pagesPPG HI-TEMP™ 1000: Product Data SheetJefry SandyNo ratings yet
- Interplus 1180: Protective CoatingsDocument4 pagesInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNo ratings yet
- Amercoat® 240 / Sigmacover™ 240: Product Data SheetDocument7 pagesAmercoat® 240 / Sigmacover™ 240: Product Data SheetAmila Udara GunasingheNo ratings yet
- Sigmaprime 700Document7 pagesSigmaprime 700Trịnh Minh KhoaNo ratings yet
- Plasite 7159 HAR abrasion resistant epoxyDocument4 pagesPlasite 7159 HAR abrasion resistant epoxyRobertoNo ratings yet
- HEMPADUR SPEED-DRY ZP 500 Product Data SheetDocument3 pagesHEMPADUR SPEED-DRY ZP 500 Product Data SheetDHANOOPNo ratings yet
- Sigmazinc 158Document7 pagesSigmazinc 158JORGEALEXERNo ratings yet
- Apcoguard SF 725Document3 pagesApcoguard SF 725kiran vargheseNo ratings yet
- Boletim Técnico Interplus 356Document4 pagesBoletim Técnico Interplus 356Erik RochaNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Zinc Primer Product Data SheetDocument7 pagesZinc Primer Product Data Sheethk168No ratings yet
- Amercoat 370Document3 pagesAmercoat 370Victor Hugo Bustos Beltran100% (1)
- Rust O Cap: Surface Tolerant EpoxyDocument3 pagesRust O Cap: Surface Tolerant EpoxySanthana SaravanaNo ratings yet
- PC 1787 - Apcotherm HR 600 PDFDocument3 pagesPC 1787 - Apcotherm HR 600 PDF41464147No ratings yet
- PC 7048 - Asian Epoxy Dual CoatDocument3 pagesPC 7048 - Asian Epoxy Dual CoatGunjan GaganNo ratings yet
- Sigmafast 278Document6 pagesSigmafast 278stolemkd3No ratings yet
- New Guard Coatings Group Protects with Epoxy PrimersDocument8 pagesNew Guard Coatings Group Protects with Epoxy PrimersshunanlatheefNo ratings yet
- Jotatemp 1000 Ceramic High-Heat Protective Coating TDSDocument5 pagesJotatemp 1000 Ceramic High-Heat Protective Coating TDSGurdeep Sungh AroraNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- 7) PPG Amercoat 385 - Pds - AiDocument4 pages7) PPG Amercoat 385 - Pds - AididbeauNo ratings yet
- ZRC Zero VocDocument2 pagesZRC Zero Vochksn77No ratings yet
- Semigloss 90 - 1210 PDSDocument6 pagesSemigloss 90 - 1210 PDSPablo PuebloNo ratings yet
- 1027 Application GuidelineDocument6 pages1027 Application GuidelineJORGEALEXERNo ratings yet
- Carbothane+134+HG+PDS+3 11Document2 pagesCarbothane+134+HG+PDS+3 11James Everett AbdulNo ratings yet
- PDS - 7863 - Sigmacap Zinc Silicate IIDocument5 pagesPDS - 7863 - Sigmacap Zinc Silicate IIIbrahim MahranNo ratings yet
- Carboguard 890 PDSDocument2 pagesCarboguard 890 PDSLinnie McleodNo ratings yet
- Amerlock 400 Sigmacover 400Document6 pagesAmerlock 400 Sigmacover 400Vijay KumarNo ratings yet
- PC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540Document3 pagesPC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540onshore purchase100% (1)
- Sigmacover 240 Data SheetDocument7 pagesSigmacover 240 Data Sheetantonio larottaNo ratings yet
- Phenoline 1205 PDS 9-06 PDFDocument2 pagesPhenoline 1205 PDS 9-06 PDFttr_1947No ratings yet
- SigmaCover 280Document5 pagesSigmaCover 280ajuhaseenNo ratings yet
- Thermaline 450 EP PDSDocument3 pagesThermaline 450 EP PDSNguyễn Duy BiênNo ratings yet
- Zinga Technical Data SheetDocument6 pagesZinga Technical Data SheetVikas TanejaNo ratings yet
- Interseal 670 HS EN O-FDocument4 pagesInterseal 670 HS EN O-Fapde06No ratings yet
- Interplate 317: Zinc Silicate Shop PrimerDocument4 pagesInterplate 317: Zinc Silicate Shop PrimerMohamed NouzerNo ratings yet
- Carboguard 89dfsfs0 PDSDocument2 pagesCarboguard 89dfsfs0 PDSMayur PatelNo ratings yet
- Thermaline 4700 PDSDocument4 pagesThermaline 4700 PDSLâm Trần BáNo ratings yet
- Sigmazinc 158Document7 pagesSigmazinc 158gstketutNo ratings yet
- 3mtm Scotch Weldtm Epoxy Adhesive 2216 B A PDFDocument8 pages3mtm Scotch Weldtm Epoxy Adhesive 2216 B A PDFFran GaritaNo ratings yet
- Coating System Recommendation for Infrastructure ProjectDocument9 pagesCoating System Recommendation for Infrastructure ProjectHariHaranNo ratings yet
- SIgmaweld 199 - PDSDocument5 pagesSIgmaweld 199 - PDS이선엽No ratings yet
- Jotatemp 1000 Ceramic: Technical Data SheetDocument5 pagesJotatemp 1000 Ceramic: Technical Data Sheetebastien2No ratings yet
- Smarter Building Systems SBS-R30 Insulating Paint InstructionsDocument5 pagesSmarter Building Systems SBS-R30 Insulating Paint InstructionsJJ Sherem MoraNo ratings yet
- AWS - Welding SymbolsDocument1 pageAWS - Welding SymbolsAli Saifullizan IsmailNo ratings yet
- Alloy904L SpecSheet PDFDocument2 pagesAlloy904L SpecSheet PDFPieter BrodeouxNo ratings yet
- Weld Consumable CalculatorDocument7 pagesWeld Consumable Calculatormed chabaneNo ratings yet
- Welding Guidelines for Sandvik 2RK65Document6 pagesWelding Guidelines for Sandvik 2RK65qaNo ratings yet
- (EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document41 pages(EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- Hardtop XP Alu: Technical Data SheetDocument5 pagesHardtop XP Alu: Technical Data SheetargaNo ratings yet
- Selection of Suitable Welding Consumable For Given ApplicationDocument37 pagesSelection of Suitable Welding Consumable For Given ApplicationqaNo ratings yet
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- Manual For Surface Treatment of Stainless Steels: Lasting ConnectionsDocument40 pagesManual For Surface Treatment of Stainless Steels: Lasting ConnectionsAsgard Sanchez100% (1)
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- Jotun Resist 86Document5 pagesJotun Resist 86Ansar AliNo ratings yet
- Penguard Midcoat MIO: Technical Data SheetDocument4 pagesPenguard Midcoat MIO: Technical Data Sheetgst ajahNo ratings yet
- Epoxy HR: Technical Data SheetDocument5 pagesEpoxy HR: Technical Data SheetMohamed FarhanNo ratings yet
- 03 Essential Metallurgical AspectsDocument22 pages03 Essential Metallurgical AspectsqaNo ratings yet
- 02 - Overview of Welding ProcessesDocument11 pages02 - Overview of Welding ProcessesqaNo ratings yet
- 01 - Process Control IntroDocument16 pages01 - Process Control IntroqaNo ratings yet
- 21 Chemical Elements and Effects On Steel Mechanical Properties - Jeremy H. - Pulse - LinkedInDocument7 pages21 Chemical Elements and Effects On Steel Mechanical Properties - Jeremy H. - Pulse - LinkedInqaNo ratings yet
- Asme Sa 240 PDFDocument16 pagesAsme Sa 240 PDFqaNo ratings yet
- Physical Metallurgy: Lecture byDocument78 pagesPhysical Metallurgy: Lecture byqaNo ratings yet
- Cladding Clad RestorationDocument41 pagesCladding Clad RestorationBaveenaDinesh100% (2)
- Technology: Answers Drawing BDocument5 pagesTechnology: Answers Drawing BWellington S. França100% (1)
- Technology: Answers Drawing CDocument6 pagesTechnology: Answers Drawing Culsan busanNo ratings yet
- Cladding Clad RestorationDocument41 pagesCladding Clad RestorationBaveenaDinesh100% (2)
- AWS D10.4-86R - Recommended Practices For Welding Austenitic Chromium - Nickel Stainless Steel Piping and TubingDocument40 pagesAWS D10.4-86R - Recommended Practices For Welding Austenitic Chromium - Nickel Stainless Steel Piping and TubingqaNo ratings yet
- Precision Equipments (Chennai) Pvt. LTD.: Ultrasonic Examination ReportDocument5 pagesPrecision Equipments (Chennai) Pvt. LTD.: Ultrasonic Examination ReportqaNo ratings yet
- Cladding Clad RestorationDocument41 pagesCladding Clad RestorationBaveenaDinesh100% (2)
- Typical Tube Expansion ReportDocument1 pageTypical Tube Expansion ReportqaNo ratings yet
- Contents2 PDFDocument1 pageContents2 PDFqaNo ratings yet
- Contents2 PDFDocument1 pageContents2 PDFqaNo ratings yet
- Англійська моваDocument42 pagesАнглійська моваUyên Trâm TrầnNo ratings yet
- Reliable Exports Lease DeedDocument27 pagesReliable Exports Lease DeedOkkishoreNo ratings yet
- 1.1.6 Einstein Coefficients - 1: Rate EquationDocument15 pages1.1.6 Einstein Coefficients - 1: Rate Equationshouravme2k11No ratings yet
- External Aids - IiiDocument84 pagesExternal Aids - IiiPrasun TiwariNo ratings yet
- Munit Blue Manual 1.8 enDocument21 pagesMunit Blue Manual 1.8 engiambi-1No ratings yet
- Test 1: in ChargeDocument9 pagesTest 1: in ChargeT. JHONNo ratings yet
- Under 13, 15 and Open NewDocument3 pagesUnder 13, 15 and Open NewPRADEEP PATHAKNo ratings yet
- Practical Accounting Problems SolutionsDocument11 pagesPractical Accounting Problems SolutionsjustjadeNo ratings yet
- 375 1425035526891 PDFDocument404 pages375 1425035526891 PDFjmhdeveNo ratings yet
- 1 Covered Bond Council Mortgage Loan Securitization FINAL 1Document3 pages1 Covered Bond Council Mortgage Loan Securitization FINAL 1Richard RydstromNo ratings yet
- Input Data Sheet For SHS E-Class Record: Learners' NamesDocument4 pagesInput Data Sheet For SHS E-Class Record: Learners' NamesJetro EspinasNo ratings yet
- Basic Concepts of A Business Concern-Corporate OrganizationDocument5 pagesBasic Concepts of A Business Concern-Corporate OrganizationMsw Ange100% (1)
- Oh DarlingDocument4 pagesOh DarlingLaurent BotzNo ratings yet
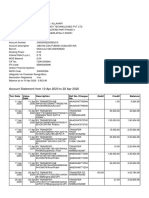
- Account activity and balance from 10 Apr to 22 AprDocument2 pagesAccount activity and balance from 10 Apr to 22 AprSRIDHAR allhari0% (1)
- Judicial Interference ComplaintDocument6 pagesJudicial Interference ComplaintNC Policy WatchNo ratings yet
- Capital Logic Interactive 224840Document12 pagesCapital Logic Interactive 224840nizarfeb0% (2)
- GE 3 Phil-His Finals-ModuleDocument20 pagesGE 3 Phil-His Finals-ModuleElsie Joy LicarteNo ratings yet
- Virtual Weddings Under Philippine Law - PFB.20-08-03Document4 pagesVirtual Weddings Under Philippine Law - PFB.20-08-03Pedro José Fausto BernardoNo ratings yet
- NPA Recruitment Strategy EDITEDDocument55 pagesNPA Recruitment Strategy EDITEDLisha Binong100% (1)
- RODRIGUEZ VS TAN HEIRS' RIGHT TO ADMINISTER ESTATEDocument2 pagesRODRIGUEZ VS TAN HEIRS' RIGHT TO ADMINISTER ESTATEtops videosNo ratings yet
- USA V Kevin Seefried Sentencing Memo by USADocument42 pagesUSA V Kevin Seefried Sentencing Memo by USAFile 411No ratings yet
- Accounts Form 4 - 2021Document51 pagesAccounts Form 4 - 2021gangstar sippas100% (1)
- Do We Live in A MeritocracyDocument2 pagesDo We Live in A MeritocracymimirosellNo ratings yet
- Pre-Need Manual of Examination - CL2018 - 01Document53 pagesPre-Need Manual of Examination - CL2018 - 01Ipe ClosaNo ratings yet
- SabioDocument2 pagesSabioPrecious TancincoNo ratings yet
- Syllabus - LABOR LAW 1-Atty. TiofiloDocument12 pagesSyllabus - LABOR LAW 1-Atty. TiofiloJeffrey MendozaNo ratings yet
- Dogwhistles, political manipulation analyzedDocument38 pagesDogwhistles, political manipulation analyzedMaria Fernanda Galvis GomezNo ratings yet
- CHAPTER 17 - RevisedDocument3 pagesCHAPTER 17 - RevisedJoy ReAliza GuerreroNo ratings yet
- Chapter 7 Audit of LiabilitiesDocument26 pagesChapter 7 Audit of LiabilitiesSteffany Roque100% (2)
- Vigilantibus Et Non Dormientibus Jura SubveniuntDocument3 pagesVigilantibus Et Non Dormientibus Jura SubveniuntferozekasNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Product Management: 7-Step Guide from Zero to Hero: Product ManagementFrom EverandProduct Management: 7-Step Guide from Zero to Hero: Product ManagementNo ratings yet