You might also like
- Modelling a Focke-Wulf Fw 190A-8/R8: In 1/32 scaleFrom EverandModelling a Focke-Wulf Fw 190A-8/R8: In 1/32 scaleRating: 5 out of 5 stars5/5 (1)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Firebolt ManualDocument24 pagesFirebolt ManualMatthew PatrickNo ratings yet
- Polymer80 RJ556U Build InstructionsDocument14 pagesPolymer80 RJ556U Build InstructionsAW GehrsNo ratings yet
- Waffle MagazineDocument21 pagesWaffle MagazineEduardoNo ratings yet
- FGC 9~零部件组装说明教程Document110 pagesFGC 9~零部件组装说明教程A B90% (10)
- Folding RSC Wilbert StreeflandDocument5 pagesFolding RSC Wilbert StreeflandMl AgarwalNo ratings yet
- Metal Forming PractiseDocument18 pagesMetal Forming PractisejoaopedrosousaNo ratings yet
- CSGCG Assembly TutorialDocument19 pagesCSGCG Assembly Tutorialcory ahumada100% (3)
- Honda General Purpose Engine GX35TDocument76 pagesHonda General Purpose Engine GX35TJuan Pueblo AgachadoNo ratings yet
- CHICHARRA Kickstarter Building ManualDocument17 pagesCHICHARRA Kickstarter Building ManualMarcos HidalgoNo ratings yet
- Lyman Mulier Filament Extruder V5 Manual R1 PDFDocument64 pagesLyman Mulier Filament Extruder V5 Manual R1 PDFjuanNo ratings yet
- The Lyman / Mulier Filament Extruder V5 Construction ManualDocument64 pagesThe Lyman / Mulier Filament Extruder V5 Construction ManualIvica VuknićNo ratings yet
- IO-Mount-QuickStartGuideDocument6 pagesIO-Mount-QuickStartGuideabraxist2No ratings yet
- FGC-9 MkII GuideDocument194 pagesFGC-9 MkII GuideAlexis Boulangeot100% (2)
- SHARP-AR-5316 Service ManualDocument19 pagesSHARP-AR-5316 Service Manualchrisban35100% (3)
- Calibrating an FDM 3D Printer for Enhanced AccuracyDocument10 pagesCalibrating an FDM 3D Printer for Enhanced AccuracyJose HuertaNo ratings yet
- Sharp AR-5316 - 5320 - SMDocument19 pagesSharp AR-5316 - 5320 - SMNegru MihaiNo ratings yet
- Lyman Mulier Filament Extruder v5 Manual r1Document64 pagesLyman Mulier Filament Extruder v5 Manual r1Pablo Valero Martínez100% (4)
- S9 S9 Plus ManualDocument43 pagesS9 S9 Plus ManualAntonio36996No ratings yet
- Canon Dial 35352 Repair ManualDocument113 pagesCanon Dial 35352 Repair ManualloganleaNo ratings yet
- Partisan-9 Manual 1.0Document59 pagesPartisan-9 Manual 1.0camlasutriNo ratings yet
- MIAirsoft MIASMG1 GuideDocument4 pagesMIAirsoft MIASMG1 GuideMustafaNo ratings yet
- 4E845 Machining The AR 15 Lower Reciever Forging PDFDocument62 pages4E845 Machining The AR 15 Lower Reciever Forging PDFpalaciosro100% (2)
- Logopress Die Design ManualDocument10 pagesLogopress Die Design Manualjasbir999100% (1)
- Untitled 4Document34 pagesUntitled 4César SyczNo ratings yet
- ML1640 OEM TransferDocument2 pagesML1640 OEM Transferivan.mladenovic8381No ratings yet
- Multi Nozzle DiffuserDocument20 pagesMulti Nozzle Diffusershahin msNo ratings yet
- AR 15 Lower Receiver Step by StepDocument81 pagesAR 15 Lower Receiver Step by StepNorm96% (27)
- Copam ManualDocument50 pagesCopam ManualgbyudbyNo ratings yet
- DigitalNimbusLabs Invader G19 Build ManualDocument35 pagesDigitalNimbusLabs Invader G19 Build Manualhans landaNo ratings yet
- RustE11 BreakDownDocument6 pagesRustE11 BreakDownBilly DipperNo ratings yet
- Cura15.4 ManualDocument25 pagesCura15.4 ManualLuizNo ratings yet
- AM8 Printer: A Metal Frame For Your Anet A8Document28 pagesAM8 Printer: A Metal Frame For Your Anet A8polococo6No ratings yet
- Task 2Document4 pagesTask 2almedin_hecimov8494No ratings yet
- DigitalNimbusLabsInvader G17 Build ManualDocument35 pagesDigitalNimbusLabsInvader G17 Build Manualhans landaNo ratings yet
- 2006-NSF100 PARTS LIST: Instructions For Use of Parts List Fuel Hose, General Purpose Hoses and Vinyl HoseDocument62 pages2006-NSF100 PARTS LIST: Instructions For Use of Parts List Fuel Hose, General Purpose Hoses and Vinyl Hosesundbvi1No ratings yet
- AP ARGUS Build Guide: Version 1.1 (2020-01-31) By: Tony RoehlingDocument16 pagesAP ARGUS Build Guide: Version 1.1 (2020-01-31) By: Tony RoehlingSRENA KORMARNo ratings yet
- MAC DB9 Build GuideDocument11 pagesMAC DB9 Build GuideJessie Radicke0% (1)
- Production of Chess PiecesDocument19 pagesProduction of Chess PieceshoanghuanNo ratings yet
- DL7 DL9 DL11 DL12 Telescopic Handler Parts Manual 913272CDocument348 pagesDL7 DL9 DL11 DL12 Telescopic Handler Parts Manual 913272CHumberto MartinezNo ratings yet
- 400 CH 3Document27 pages400 CH 3SerwisNo ratings yet
- Lower Guide Drill JigDocument5 pagesLower Guide Drill Jigwiccanways100% (1)
- 05 01 Bytubework V01 enDocument14 pages05 01 Bytubework V01 enVojkan MilenovicNo ratings yet
- Sebd0809 02 01 AllDocument68 pagesSebd0809 02 01 AllMiguel Gutierrez100% (1)
- helloBEEprusa Fixes & Recommendations V - 04122017Document19 pageshelloBEEprusa Fixes & Recommendations V - 04122017Pedro MartinhoNo ratings yet
- Xerox Drum Cartridge Repair GuideDocument5 pagesXerox Drum Cartridge Repair GuideXcopyNo ratings yet
- FG3 Manual 2Document10 pagesFG3 Manual 2Sead KurtovićNo ratings yet
- Honda Mower Motor GSV 190Document0 pagesHonda Mower Motor GSV 190teslasprodigyNo ratings yet
- Contouring and TurningDocument9 pagesContouring and Turning123anthonyNo ratings yet
- 3D Printer: Owner's ManualDocument17 pages3D Printer: Owner's ManualagherndonNo ratings yet
- Merlin-Assembly GuideDocument11 pagesMerlin-Assembly Guidekolas hernandezNo ratings yet
- Screw Conveyor CalculationDocument3 pagesScrew Conveyor CalculationshahinNo ratings yet
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- PG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonDocument8 pagesPG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonZarcano Farias100% (3)
- PG22 Maverick 22 Short Revolver Build GuideDocument6 pagesPG22 Maverick 22 Short Revolver Build GuideTimNo ratings yet
- PG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonDocument8 pagesPG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonZarcano Farias100% (3)
- PG22 Maverick V2 - .22 Short Revolver Build GuideDocument7 pagesPG22 Maverick V2 - .22 Short Revolver Build GuideGuido RamacciottiNo ratings yet
- IPG223Silencer Assembly GuideDocument10 pagesIPG223Silencer Assembly GuideTimNo ratings yet
- ReadmeDocument1 pageReadmeTimNo ratings yet
- Steel Glossary RBC Capital GoodDocument10 pagesSteel Glossary RBC Capital Goodrajesh pal100% (1)
- Design ThinkingDocument16 pagesDesign ThinkingbhattanitanNo ratings yet
- Appendix 1 Application FormDocument13 pagesAppendix 1 Application FormSharifahrodiah SemaunNo ratings yet
- Corporate Governance in SMEsDocument18 pagesCorporate Governance in SMEsSana DjaanineNo ratings yet
- General Biology 2-Week 2-Module 4-Evidence of EvolutionDocument16 pagesGeneral Biology 2-Week 2-Module 4-Evidence of EvolutionFEMALE Dawal LaizaNo ratings yet
- Act 1&2 and SAQ No - LawDocument4 pagesAct 1&2 and SAQ No - LawBududut BurnikNo ratings yet
- Mind Map On The History of Science, Technology and SocietyDocument1 pageMind Map On The History of Science, Technology and SocietyJohn Michael Vincent CarreonNo ratings yet
- Telephone Triggered SwitchesDocument22 pagesTelephone Triggered SwitchesSuresh Shah100% (1)
- 2010-12 600 800 Rush Switchback RMK Service Manual PDFDocument430 pages2010-12 600 800 Rush Switchback RMK Service Manual PDFBrianCook73% (11)
- Project Report On Evaporative CoolerDocument12 pagesProject Report On Evaporative Coolersourabh singh tomerNo ratings yet
- Masterbatch Buyers Guide PDFDocument8 pagesMasterbatch Buyers Guide PDFgurver55No ratings yet
- Best Way To LearnDocument3 pagesBest Way To LearnRAMIZKHAN124No ratings yet
- Agilent Cool On-Column Operation ManualDocument42 pagesAgilent Cool On-Column Operation Manualdmcevoy1965No ratings yet
- AWS Cloud Practicioner Exam Examples 0Document110 pagesAWS Cloud Practicioner Exam Examples 0AnataTumonglo100% (3)
- Omobonike 1Document13 pagesOmobonike 1ODHIAMBO DENNISNo ratings yet
- Multivariate Analysis Homework QuestionsDocument2 pagesMultivariate Analysis Homework Questions歐怡君No ratings yet
- 266 009-336Document327 pages266 009-336AlinaE.BarbuNo ratings yet
- The Mars ForceDocument249 pagesThe Mars Forceridikitty100% (2)
- GVB 1Document8 pagesGVB 1Aaron SylvestreNo ratings yet
- spl400 Stereo Power Amplifier ManualDocument4 pagesspl400 Stereo Power Amplifier ManualRichter SiegfriedNo ratings yet
- Durand Et Al JHRC 1997 Experimental Design Optimization of The Analysis of Gasoline by Capillary Gas ChromatographyDocument6 pagesDurand Et Al JHRC 1997 Experimental Design Optimization of The Analysis of Gasoline by Capillary Gas ChromatographyCatalinaSalamancaNo ratings yet
- IPO Fact Sheet - Accordia Golf Trust 140723Document4 pagesIPO Fact Sheet - Accordia Golf Trust 140723Invest StockNo ratings yet
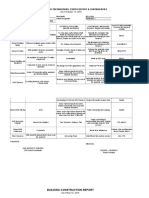
- Class Opening Preparations Status ReportDocument3 pagesClass Opening Preparations Status ReportMaria Theresa Buscato86% (7)
- Strategic Flexibility: The Evolving Paradigm of Strategic ManagementDocument3 pagesStrategic Flexibility: The Evolving Paradigm of Strategic Managementnanthini kanasanNo ratings yet
- Themes in Romeo and JulietDocument7 pagesThemes in Romeo and JulietChiosa AdinaNo ratings yet
- Android TabletsDocument2 pagesAndroid TabletsMarcus McElhaneyNo ratings yet
- JTP Brochure - 2Document6 pagesJTP Brochure - 2YAKOVNo ratings yet
- BOQ - Hearts & Arrows Office 04sep2023Document15 pagesBOQ - Hearts & Arrows Office 04sep2023ChristianNo ratings yet
- Basic LCI To High LCIDocument3 pagesBasic LCI To High LCIIonut VladNo ratings yet
- Financial Accounting IFRS 3rd Edition Weygandt Solutions Manual 1Document8 pagesFinancial Accounting IFRS 3rd Edition Weygandt Solutions Manual 1jacob100% (34)