You might also like
- Solving Quadratic Equations: Homework #8 ProblemsDocument1 pageSolving Quadratic Equations: Homework #8 ProblemsNguyen DuyNo ratings yet
- Engineered Wood Products: Residential Design & Installation GuideDocument56 pagesEngineered Wood Products: Residential Design & Installation GuideNguyen DuyNo ratings yet
- ICC-ES Evaluation Report ESR-3027: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilDocument20 pagesICC-ES Evaluation Report ESR-3027: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilNguyen DuyNo ratings yet
- Product Data: CH16NA 018 - 060 Single - Stage Heat Pump With Puronr RefrigerantDocument18 pagesProduct Data: CH16NA 018 - 060 Single - Stage Heat Pump With Puronr RefrigerantNguyen DuyNo ratings yet
- Use modal analysis for low frequency noise health effectsDocument1 pageUse modal analysis for low frequency noise health effectsNguyen DuyNo ratings yet
- Cee 235a HW 5Document9 pagesCee 235a HW 5Nguyen DuyNo ratings yet
- Cee 235a HWDocument1 pageCee 235a HWNguyen DuyNo ratings yet
- Cee 235a HWDocument21 pagesCee 235a HWNguyen DuyNo ratings yet
- .Tl?K:Nitlfo - RQ: Looms LaidDocument1 page.Tl?K:Nitlfo - RQ: Looms LaidNguyen DuyNo ratings yet
- Cee 235a HWDocument1 pageCee 235a HWNguyen DuyNo ratings yet
- CEE 241 Notes IV PDFDocument93 pagesCEE 241 Notes IV PDFNguyen DuyNo ratings yet
- Cee 235a HW 5Document9 pagesCee 235a HW 5Nguyen DuyNo ratings yet
- Cee 235a HW 5Document9 pagesCee 235a HW 5Nguyen DuyNo ratings yet
- WWW.M: 2.2. A Number of Moment-Curvature Analyses Were Carried Out For Circular Concrete SectionsDocument1 pageWWW.M: 2.2. A Number of Moment-Curvature Analyses Were Carried Out For Circular Concrete SectionsNguyen DuyNo ratings yet
- CEE 241 Notes IIIDocument58 pagesCEE 241 Notes IIINguyen DuyNo ratings yet
- Genuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionDocument10 pagesGenuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionNguyen DuyNo ratings yet
- RC Column ModelingDocument30 pagesRC Column ModelingNguyen DuyNo ratings yet
- Cold Regions Science and Technology: Hui Li, Qiangqiang Zhang, Huigang XiaoDocument14 pagesCold Regions Science and Technology: Hui Li, Qiangqiang Zhang, Huigang XiaoNgocTraiNguyenNo ratings yet
- Cee 243a HW 7Document6 pagesCee 243a HW 7Nguyen DuyNo ratings yet
- Beam M-Phi HandoutDocument12 pagesBeam M-Phi HandoutNguyen DuyNo ratings yet
- CEE 142L - Anchorage - Part II (2004) - Pages 1 To 5Document5 pagesCEE 142L - Anchorage - Part II (2004) - Pages 1 To 5Nguyen DuyNo ratings yet
- Pankow Reinforced Concrete Link BeamsDocument116 pagesPankow Reinforced Concrete Link Beamskrisna_esaNo ratings yet
- 4b. Nonlinear Structural Analysis For Seismic Design - Spring 2018Document42 pages4b. Nonlinear Structural Analysis For Seismic Design - Spring 2018Nguyen DuyNo ratings yet
- RC Column ModelingDocument30 pagesRC Column ModelingNguyen DuyNo ratings yet
- FEMA Beam Model in Perform-3D for Seismic DesignDocument3 pagesFEMA Beam Model in Perform-3D for Seismic DesignNguyen DuyNo ratings yet
- Non-Linear Structural Analysis For Seismic DesignDocument36 pagesNon-Linear Structural Analysis For Seismic DesignAsraf MuidinNo ratings yet
- Bonus Project: (Due On Friday, Dec 22, 11:55PM)Document2 pagesBonus Project: (Due On Friday, Dec 22, 11:55PM)Nguyen DuyNo ratings yet
- Graph of 2.2B: Ei Ei/Eig Ei Ei/Eig Ratio 0.01 Nu/Agf'C Ratio 0.03Document1 pageGraph of 2.2B: Ei Ei/Eig Ei Ei/Eig Ratio 0.01 Nu/Agf'C Ratio 0.03Nguyen DuyNo ratings yet
- Cee235b Handout JacobianDocument4 pagesCee235b Handout JacobianNguyen DuyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ball Screw Catalogue PDFDocument16 pagesBall Screw Catalogue PDFOscar Vazquez EspinosaNo ratings yet
- Catalogue IN 1016 v3 Min PDFDocument282 pagesCatalogue IN 1016 v3 Min PDFRajendra ChoudhuryNo ratings yet
- ASA FlangesDocument50 pagesASA FlangesamokhtaNo ratings yet
- Bamboo - 7Document6 pagesBamboo - 7Sumanth NNo ratings yet
- Welding Procedure Specification's (WPS) : Presented by John Lucas Welding Engineer UTI CorporationDocument30 pagesWelding Procedure Specification's (WPS) : Presented by John Lucas Welding Engineer UTI CorporationCris VillapanaNo ratings yet
- Hitachi Ex1201 Parts Sec Wat PDFDocument82 pagesHitachi Ex1201 Parts Sec Wat PDFBeatriceJessiNo ratings yet
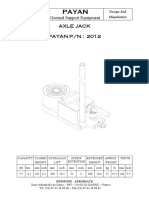
- Payan: Axle Jack PAYAN P/N: 2012Document38 pagesPayan: Axle Jack PAYAN P/N: 2012gmailNo ratings yet
- AlternatorDocument7 pagesAlternatorvictoverNo ratings yet
- Cat Rail EN-ENDocument68 pagesCat Rail EN-ENfeltofsnakeNo ratings yet
- Sae J1102M 2001 (En)Document5 pagesSae J1102M 2001 (En)Oh No PotatoNo ratings yet
- Scissor Jack Literature ReviewDocument8 pagesScissor Jack Literature Reviewea83ahc5100% (1)
- Manual de Servicios Duplicador Digital DX3343Document259 pagesManual de Servicios Duplicador Digital DX3343rucosmos100% (2)
- Cable Bolt Anchorage CharacteristicsDocument8 pagesCable Bolt Anchorage CharacteristicsPaul GauthierNo ratings yet
- Fan Failure Cause AnalysisDocument144 pagesFan Failure Cause AnalysisNarayanan Kharthi100% (1)
- As 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsDocument40 pagesAs 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsrezaNo ratings yet
- Brick Veneer Masonry: Rev # Description of Change Author WP# DateDocument8 pagesBrick Veneer Masonry: Rev # Description of Change Author WP# DateMatthew Ho Choon LimNo ratings yet
- Anchor Bolt DesignDocument20 pagesAnchor Bolt Designchandan kumar c gNo ratings yet
- 913-0202B Onan LT Series (Spec J) 30 To 150 Amp Transfer Switch Parts Manual (04-1999)Document35 pages913-0202B Onan LT Series (Spec J) 30 To 150 Amp Transfer Switch Parts Manual (04-1999)NealNo ratings yet
- 2cv Manual3Document9 pages2cv Manual3alfonsoNo ratings yet
- Canon Pc760, Pc780Document59 pagesCanon Pc760, Pc780sasa68No ratings yet
- Verkstadshandbok Am6 MotorDocument48 pagesVerkstadshandbok Am6 Motorkissadamvikt100% (1)
- Yamatake Actuator 1Document12 pagesYamatake Actuator 1Carlos UchôaNo ratings yet
- DT&R Maintenance OJT - 2M SpearDocument1 pageDT&R Maintenance OJT - 2M SpearllereadorNo ratings yet
- Giá Đ Pin NLMTDocument15 pagesGiá Đ Pin NLMTNhựt NH100% (1)
- Asahi Pentax Spotmatic Shutter and Film Mechanism ManualDocument51 pagesAsahi Pentax Spotmatic Shutter and Film Mechanism Manualmamamojo100% (1)
- F594Document7 pagesF594Gonzalo Guerrero CáceresNo ratings yet
- Bolting ProcedureDocument3 pagesBolting ProcedureJonathan MartinezNo ratings yet
- Bafang BBS01/BBS02 Installation ManualDocument18 pagesBafang BBS01/BBS02 Installation ManualKirby ChirinosNo ratings yet
- PC400-8R S/N J30001 ~ UP Parts List and DiagramDocument47 pagesPC400-8R S/N J30001 ~ UP Parts List and DiagramNayla AzzahraNo ratings yet
- Bal Ektg 04eDocument18 pagesBal Ektg 04eAbdullah GhannamNo ratings yet