You might also like
- tmp5B32 TMPDocument2 pagestmp5B32 TMPFrontiersNo ratings yet
- Correlation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDocument5 pagesCorrelation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDeepthi NunnaNo ratings yet
- Micromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetDocument17 pagesMicromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetChandra ClarkNo ratings yet
- Influence of Rotational Speed On MechaniDocument8 pagesInfluence of Rotational Speed On Mechaniالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ATuấn NanoNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- Improved Ductility and Toughness of Al-Cu Alloy Through Tortuous Dendritic Grain MorphologyDocument4 pagesImproved Ductility and Toughness of Al-Cu Alloy Through Tortuous Dendritic Grain MorphologyLilian Jefferson MalavaziNo ratings yet
- Seenuvasaperumal 2018Document11 pagesSeenuvasaperumal 2018kt rajaNo ratings yet
- Performance Criteria For Dissipative Steel Plate Shear Walls StructuresDocument8 pagesPerformance Criteria For Dissipative Steel Plate Shear Walls StructuresgiorgosantzelidisNo ratings yet
- Texture in Wire DrawingDocument5 pagesTexture in Wire DrawingPedro OliveiraNo ratings yet
- Materials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaDocument5 pagesMaterials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaEidelsayedNo ratings yet
- Explosive Welding of A6061/SUS821L1 Using Interlayers of Varying ThicknessesDocument16 pagesExplosive Welding of A6061/SUS821L1 Using Interlayers of Varying Thicknesseswilsy1978No ratings yet
- Zhang 2014Document7 pagesZhang 2014Juan AlvesNo ratings yet
- 3D Junctions in Castings: Simulation-Based DFM Analysis and GuidelinesDocument7 pages3D Junctions in Castings: Simulation-Based DFM Analysis and GuidelinesShailendra SharmaNo ratings yet
- Deposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingDocument8 pagesDeposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingÉlida AlvesNo ratings yet
- Microstructure and Mechanical Properties of Friction Stir Lap Welded Dissimilar Zirconium-Steel JointDocument7 pagesMicrostructure and Mechanical Properties of Friction Stir Lap Welded Dissimilar Zirconium-Steel JointSaleem IqbalNo ratings yet
- BenSalem2020 Article MechanicalBehaviorCharacteriza PDFDocument17 pagesBenSalem2020 Article MechanicalBehaviorCharacteriza PDFEdison CarlosNo ratings yet
- Multi Pass MseDocument7 pagesMulti Pass MseAbdulRhman AL-OmariNo ratings yet
- Artigo 2Document6 pagesArtigo 2Edmilson LimaNo ratings yet
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocument7 pagesEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNo ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- tmp9807 TMPDocument11 pagestmp9807 TMPFrontiersNo ratings yet
- Investigation of Stress Corrosion Cracking in Al-5451 AlloyDocument11 pagesInvestigation of Stress Corrosion Cracking in Al-5451 Alloyaliyan hassanNo ratings yet
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDocument23 pagesEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116No ratings yet
- Dissimilar Friction Stir Welding of 6061 Aluminum Alloy and AZ31 Magnesium Alloy Assisted With Ultrasonic PDFDocument4 pagesDissimilar Friction Stir Welding of 6061 Aluminum Alloy and AZ31 Magnesium Alloy Assisted With Ultrasonic PDFSantiago EscobarNo ratings yet
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocument6 pages03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNo ratings yet
- Material Characterization of Metal Components Using Laser Assisted Ultrafine Wire Feed Additive ManufacturingDocument3 pagesMaterial Characterization of Metal Components Using Laser Assisted Ultrafine Wire Feed Additive Manufacturing채근병No ratings yet
- Taguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyDocument12 pagesTaguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyVijay GadakhNo ratings yet
- Microstructure and Texture Evolution of Ultra-Thin Tini Hot-Rolled Sheets Studied by Automated EbsdDocument5 pagesMicrostructure and Texture Evolution of Ultra-Thin Tini Hot-Rolled Sheets Studied by Automated EbsdELROHIR CULNAMONo ratings yet
- 02Document8 pages02Nghiem QuocNo ratings yet
- Evaluation of Additive Friction Stir Deposition ofDocument25 pagesEvaluation of Additive Friction Stir Deposition ofKinesys TechsolutionsNo ratings yet
- Fracture Analysis of a Square Steel Tube Using Finite Element MethodDocument9 pagesFracture Analysis of a Square Steel Tube Using Finite Element MethodAlbert AlmeidaNo ratings yet
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNo ratings yet
- 3D Junctions in CastingsDocument8 pages3D Junctions in CastingsKamalesh SinghNo ratings yet
- Engineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. SinhaDocument8 pagesEngineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. Sinhascg1234No ratings yet
- Non-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisDocument10 pagesNon-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisTJPRC PublicationsNo ratings yet
- E03ST29Document21 pagesE03ST29José Luis PárragaNo ratings yet
- Microstructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionDocument5 pagesMicrostructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionAli MoghiNo ratings yet
- Deformation Behavior of Laser Bending of Circular Sheet MetalDocument5 pagesDeformation Behavior of Laser Bending of Circular Sheet MetalAziz AhmedNo ratings yet
- Laser Welding Thin AZ31B Magnesium Alloy SheetsDocument9 pagesLaser Welding Thin AZ31B Magnesium Alloy SheetsAchu BalachandranNo ratings yet
- Kyeongae Nam, Yin-Sheng He, Jungchel Chang, and Keesam ShinDocument7 pagesKyeongae Nam, Yin-Sheng He, Jungchel Chang, and Keesam ShinPranjal SinghNo ratings yet
- Analysis of Martensite-Austenite Constituent and Its Effect On Toughness in Submerged Arc Welded Joint of Low Carbon Bainitic SteelDocument11 pagesAnalysis of Martensite-Austenite Constituent and Its Effect On Toughness in Submerged Arc Welded Joint of Low Carbon Bainitic Steelflasher_for_nokiaNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocument5 pagesEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00No ratings yet
- Analysis of An Uncommon Coating Defect On Industrial Galvannealed High Strength Interstitial Free SteelDocument10 pagesAnalysis of An Uncommon Coating Defect On Industrial Galvannealed High Strength Interstitial Free SteelHasanBadjrieNo ratings yet
- Rotational Tool Without PinDocument6 pagesRotational Tool Without PinBilal GhazanfarNo ratings yet
- Proposal Thesis in AdvancedDocument7 pagesProposal Thesis in AdvancedRikkoNo ratings yet
- Dariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARDocument7 pagesDariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARskNo ratings yet
- Li, Shen - 2012 - A Feasibility Research On Friction Stir Welding of A New-Typed Lap-Butt Joint of Dissimilar Al AlloysDocument7 pagesLi, Shen - 2012 - A Feasibility Research On Friction Stir Welding of A New-Typed Lap-Butt Joint of Dissimilar Al AlloysJose Anand ANo ratings yet
- Statistical Distributions of Fracture Strengths of Cast Al 7si MG AlloyDocument6 pagesStatistical Distributions of Fracture Strengths of Cast Al 7si MG AlloybbeeNo ratings yet
- Materials Science and Engineering ADocument10 pagesMaterials Science and Engineering ARodrigo MaiaNo ratings yet
- Simulation of Bolt Prestressing in Steel Shear Connections: Emistaki@Document10 pagesSimulation of Bolt Prestressing in Steel Shear Connections: Emistaki@Anis SuissiNo ratings yet
- Deep Drawing of AZ31 Alloy SheetsDocument37 pagesDeep Drawing of AZ31 Alloy Sheetsa c s reddyNo ratings yet
- Tensile Property Evaluation of Dissimilar Metal Welds Containing Alloy 82/182 Fusion Weld Using Miniature SpecimenDocument2 pagesTensile Property Evaluation of Dissimilar Metal Welds Containing Alloy 82/182 Fusion Weld Using Miniature SpecimenOscar Ruben Castillo NavaNo ratings yet
- Efectos Aisi 316LDocument6 pagesEfectos Aisi 316LSonia Elizabeth AmanchaNo ratings yet
- Failure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptDocument12 pagesFailure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptMulugetaNo ratings yet
- Analysis and Parametric Study of Reinforced Concrete Two-Way Ribbed Slabs by Using ANSYSDocument21 pagesAnalysis and Parametric Study of Reinforced Concrete Two-Way Ribbed Slabs by Using ANSYSddNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- 1999 - Evaluation of Heat Damage On B4C Particulate Reinforced AMC Usinf Acoustic Emmission - H Nayeb-Hashemi D ShanDocument10 pages1999 - Evaluation of Heat Damage On B4C Particulate Reinforced AMC Usinf Acoustic Emmission - H Nayeb-Hashemi D ShanMahmood KhanNo ratings yet
- RT Level IDocument18 pagesRT Level IidealparrotNo ratings yet
- Metal Matrix Composites Focus On Alloys and Lattice Dynamics - Suzanne N. FitzgeraldDocument140 pagesMetal Matrix Composites Focus On Alloys and Lattice Dynamics - Suzanne N. FitzgeraldMahmood KhanNo ratings yet
- (Alfred Rudin (Auth.) ) Solutions Manual For The ElDocument61 pages(Alfred Rudin (Auth.) ) Solutions Manual For The ElMahmood KhanNo ratings yet
- 1998 - Processing of Carbon Nanotube Reinforced Aluminum Composite - T. KuzumakiDocument5 pages1998 - Processing of Carbon Nanotube Reinforced Aluminum Composite - T. KuzumakiMahmood KhanNo ratings yet
- 2006 - Characterization of Iron Aluminides Formed in Situ in An Aluminium Matrix Composite - Anita Olszówka-MyalskaDocument5 pages2006 - Characterization of Iron Aluminides Formed in Situ in An Aluminium Matrix Composite - Anita Olszówka-MyalskaMahmood KhanNo ratings yet
- 2008 - Recrystallization Mechanisms During Friction Stir Welding Processing of Aluminum Alloys - T.R. McNelley PDFDocument6 pages2008 - Recrystallization Mechanisms During Friction Stir Welding Processing of Aluminum Alloys - T.R. McNelley PDFMahmood KhanNo ratings yet
- Exfoliation and Dispersion of Graphene in Ethanol-Water MixturesDocument7 pagesExfoliation and Dispersion of Graphene in Ethanol-Water MixturesHoang Anh NguyenNo ratings yet
- RT Level IIDocument24 pagesRT Level IIEtnad Ortsac0% (1)
- 20xx - RADIATION DAMAGE PARAMETERS FOR SiCSiC COMPOSITE STRUCTURE IN FUSION NUCLEAR ENVIRONMENT - M.E. Sawan, L. SneadDocument5 pages20xx - RADIATION DAMAGE PARAMETERS FOR SiCSiC COMPOSITE STRUCTURE IN FUSION NUCLEAR ENVIRONMENT - M.E. Sawan, L. SneadMahmood KhanNo ratings yet
- Chemical Preparation of Aluminum Borate WhiskersDocument8 pagesChemical Preparation of Aluminum Borate WhiskersMahmood KhanNo ratings yet
- Aluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsDocument8 pagesAluminum Matrix Composites Typical Properties Data Sheet AMC-Data-SheetsMahmood KhanNo ratings yet
- Mechanical Properties of Carbon NanotubesDocument6 pagesMechanical Properties of Carbon NanotubesHimanshu KumarNo ratings yet
- Abrasive Wear of Al2O3 Particle Reinforced Aluminum CompositesDocument8 pagesAbrasive Wear of Al2O3 Particle Reinforced Aluminum CompositesMahmood KhanNo ratings yet
- Stir Casting Method PDFDocument5 pagesStir Casting Method PDFVinayak KumbarNo ratings yet
- In Situ MG Si/Al-Si Composite Modified by K Tif: Y.G. Zhao, Q.D. Qin, Y.Q. Zhao, Y.H. Liang, Q.C. JiangDocument3 pagesIn Situ MG Si/Al-Si Composite Modified by K Tif: Y.G. Zhao, Q.D. Qin, Y.Q. Zhao, Y.H. Liang, Q.C. JiangMahmood KhanNo ratings yet
- Potassium - Fluorotitanate - Materials Safety Data SheetDocument7 pagesPotassium - Fluorotitanate - Materials Safety Data SheetMahmood KhanNo ratings yet
- 2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolDocument4 pages2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolMahmood KhanNo ratings yet
- Aluminum alloy composites improve strength and wear resistanceDocument4 pagesAluminum alloy composites improve strength and wear resistanceMahmood KhanNo ratings yet
- 2006 - Metal Matrix Composites Roadmap - National Composite Network PDFDocument30 pages2006 - Metal Matrix Composites Roadmap - National Composite Network PDFMahmood KhanNo ratings yet
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDocument8 pages1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanNo ratings yet
- 1992 - SICAl4C3 Interfaces in Aluminum - Silicon Carbide Composites - Carim, A.H. MaterDocument1 page1992 - SICAl4C3 Interfaces in Aluminum - Silicon Carbide Composites - Carim, A.H. MaterMahmood KhanNo ratings yet
- 2007 - KINETICS OF THERMAL OXIDATION OF TITANIUM CARBIDE AND ITS CARBON NANO-COMPOSITES - A. BiedunkiewiczDocument6 pages2007 - KINETICS OF THERMAL OXIDATION OF TITANIUM CARBIDE AND ITS CARBON NANO-COMPOSITES - A. BiedunkiewiczMahmood KhanNo ratings yet
- 20xx - Presentation - Nuclear and Activation Issues For SiCSiC Composites - Laila El-GuebalyDocument17 pages20xx - Presentation - Nuclear and Activation Issues For SiCSiC Composites - Laila El-GuebalyMahmood KhanNo ratings yet
- Current Applications of X-Ray Diffraction Residual Stress MeasurementDocument8 pagesCurrent Applications of X-Ray Diffraction Residual Stress MeasurementImran ShareefNo ratings yet
- 2015 - Commercial - M Cubed Technologies, Inc - Aluminum Alloy Reinforced With Ceramic ParticlesDocument2 pages2015 - Commercial - M Cubed Technologies, Inc - Aluminum Alloy Reinforced With Ceramic ParticlesMahmood KhanNo ratings yet
- Oxygen Impurities Suppress AlN FormationDocument6 pagesOxygen Impurities Suppress AlN FormationMahmood KhanNo ratings yet
- 2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengDocument4 pages2002 - in Situ Reacted Titanium Nitride-Reinforced Aluminum Alloy - R.F Shyu F.T WengMahmood KhanNo ratings yet
- 20xx - Aluminum Composites in Aerospace Applications - Venkatesan SundararajanDocument5 pages20xx - Aluminum Composites in Aerospace Applications - Venkatesan SundararajanMahmood KhanNo ratings yet
- Current Applications of X-Ray Diffraction Residual Stress MeasurementDocument8 pagesCurrent Applications of X-Ray Diffraction Residual Stress MeasurementImran ShareefNo ratings yet
- Cement Grinding and StorageDocument24 pagesCement Grinding and StorageMarzuki UkiNo ratings yet
- Rahmawati IndikatorDocument2 pagesRahmawati IndikatorDaffa amri MaulanaNo ratings yet
- LG 1.3 Nomenclature of Organic CompoundsDocument11 pagesLG 1.3 Nomenclature of Organic CompoundswangmorisNo ratings yet
- Nouryon's Emulsifiers - Polymeric Surfactants For Stable, Smooth and Easily Spreadable EmulsionsDocument12 pagesNouryon's Emulsifiers - Polymeric Surfactants For Stable, Smooth and Easily Spreadable EmulsionsQuoc ThanhNo ratings yet
- Nitric Acid Manufacturing Process - Uses - Ostwald ProcessDocument11 pagesNitric Acid Manufacturing Process - Uses - Ostwald ProcessMg HNo ratings yet
- Distribution Phenomena: Oil OilDocument28 pagesDistribution Phenomena: Oil OilSamer SowidanNo ratings yet
- Polarography: Principles and Applications of the Electroanalytical TechniqueDocument20 pagesPolarography: Principles and Applications of the Electroanalytical TechniqueRiya Das100% (1)
- Parametric Studies of Ethylene Dichloride Purification ProcessDocument4 pagesParametric Studies of Ethylene Dichloride Purification ProcessArsalan QadirNo ratings yet
- The Mystery of Molten Metal: Natalia Sobczak, Jerzy Sobczak, Rajiv Asthana and Robert PurgertDocument13 pagesThe Mystery of Molten Metal: Natalia Sobczak, Jerzy Sobczak, Rajiv Asthana and Robert Purgertyosua l.rajaNo ratings yet
- Chem Terengganu Trial Sem 1 ChemistryDocument21 pagesChem Terengganu Trial Sem 1 ChemistryNurieen KameeliaNo ratings yet
- Highway Engineering Week 2, FinalsDocument70 pagesHighway Engineering Week 2, FinalsONIFA NAHYOMI ELLOISA M.No ratings yet
- Optimal Cooling of a Tubular ReactorDocument24 pagesOptimal Cooling of a Tubular Reactorkingsley peprahNo ratings yet
- Hardened Concrete Methods of Test: Indian StandardDocument14 pagesHardened Concrete Methods of Test: Indian Standardjitendra86% (7)
- 04 Honey AnalysisDocument3 pages04 Honey AnalysisNaz AliNo ratings yet
- Copper Wire Rods For Electrical Applications - SpecificationDocument10 pagesCopper Wire Rods For Electrical Applications - SpecificationDhruv.bhardwajNo ratings yet
- ReSouk 2012 Proceedings-FINALDocument819 pagesReSouk 2012 Proceedings-FINALJoaquim Filipe de Castro100% (1)
- ENGCHEM - Ntroduction To Solid State Chemistry - Annotation-1Document48 pagesENGCHEM - Ntroduction To Solid State Chemistry - Annotation-1Maya LangitNo ratings yet
- Copia de The Color Chart-2 OkDocument67 pagesCopia de The Color Chart-2 OkJesus MorenoNo ratings yet
- Aluminium Silicate - WikipediaDocument2 pagesAluminium Silicate - Wikipediamovie hunterNo ratings yet
- Parte1 - Netting - Mat (1) .2Document77 pagesParte1 - Netting - Mat (1) .2LUIS GUSTAVO MIRANDA BRITONo ratings yet
- Specification For Hot Weather Concreting: Reported ACI Committee 305Document9 pagesSpecification For Hot Weather Concreting: Reported ACI Committee 305Thonthowi SyahNo ratings yet
- Prime, Tack & Fog 2019 SL PDFDocument42 pagesPrime, Tack & Fog 2019 SL PDFLucia SaezNo ratings yet
- Keep That Mimosa: Mimosa Tenuiflora ( M. Hostilis) Root-BarkDocument5 pagesKeep That Mimosa: Mimosa Tenuiflora ( M. Hostilis) Root-BarkjajcabNo ratings yet
- SPC Clarus580Document6 pagesSPC Clarus580mardonioandradeNo ratings yet
- Chem Notes (Yr11)Document46 pagesChem Notes (Yr11)nguyenbohaeNo ratings yet
- PORTFOLIO HIGHLIGHTSDocument23 pagesPORTFOLIO HIGHLIGHTSArchana GSNo ratings yet
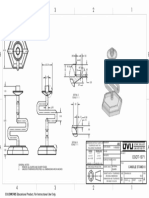
- EGDT-1071: SOLIDWORKS Educational Product. For Instructional Use OnlyDocument1 pageEGDT-1071: SOLIDWORKS Educational Product. For Instructional Use OnlyJCNo ratings yet
- Sypro Ruby ProtocolDocument7 pagesSypro Ruby ProtocolJack MaoNo ratings yet
- Millon's Test: ReactionsDocument12 pagesMillon's Test: ReactionsBethany Jane Ravelo IsidroNo ratings yet
- 9701 Scheme of Work (For Examination From 2022) - 3Document1 page9701 Scheme of Work (For Examination From 2022) - 3DuckyNo ratings yet