You might also like
- bvh2406gb DISOCONT® Tersus - System Manual PDFDocument136 pagesbvh2406gb DISOCONT® Tersus - System Manual PDFZdenko Nagy50% (2)
- 98250-67910 Parts Catalogue S6A3-MTK Feb.'91Document174 pages98250-67910 Parts Catalogue S6A3-MTK Feb.'91pearl nojokeNo ratings yet
- Vehicle Agreement of SaleDocument3 pagesVehicle Agreement of SaleClayton Pise100% (1)
- Vehicle Agreement of SaleDocument3 pagesVehicle Agreement of SaleClayton Pise100% (1)
- Shop Manual 146-5Document200 pagesShop Manual 146-5Cesar Ego-Aguirre Calderon89% (9)
- Use and Maintenance Manual Co. 20-6483 PDFDocument202 pagesUse and Maintenance Manual Co. 20-6483 PDFKing NileshNo ratings yet
- Combination MD and Checkweigher SystemsDocument2 pagesCombination MD and Checkweigher SystemsChandra NurikoNo ratings yet
- Vibrapac Maintenance ManualDocument211 pagesVibrapac Maintenance ManualMatthew PhillipsNo ratings yet
- Pan Conveyors PDFDocument24 pagesPan Conveyors PDFcachorrexNo ratings yet
- Sukam Falcon 800va Home Ups ManualDocument3 pagesSukam Falcon 800va Home Ups ManualNkosilozwelo Sibanda100% (1)
- Teco Westinghouse Horizontal Induction Motor ManualDocument16 pagesTeco Westinghouse Horizontal Induction Motor ManualSuvek KumarNo ratings yet
- SPECDocument24 pagesSPECnavinzhereNo ratings yet
- Case IH - 1896 2096 PDFDocument115 pagesCase IH - 1896 2096 PDFtyler vanrossum100% (2)
- NHA SPECIFICATION FOR CONSTRUCTION MATERIALS AND ASPHALT MIX DESIGNDocument1 pageNHA SPECIFICATION FOR CONSTRUCTION MATERIALS AND ASPHALT MIX DESIGNSajjad Hussain SolangiNo ratings yet
- Bolt Torquing and Tensioning Procedure KHLDocument26 pagesBolt Torquing and Tensioning Procedure KHLHazieqah KahilNo ratings yet
- 3 - C508-93 - Swing-Check Valves For Waterworks Service, 2 In. Through 24 In. (50-mm Through 600-mm) NPSDocument20 pages3 - C508-93 - Swing-Check Valves For Waterworks Service, 2 In. Through 24 In. (50-mm Through 600-mm) NPSvikaskatheria100% (2)
- Milltronics: Instruction Manual July 2003Document77 pagesMilltronics: Instruction Manual July 2003Dan Hidalgo QuintoNo ratings yet
- 7ML19985DK03 PDFDocument154 pages7ML19985DK03 PDFrabt1No ratings yet
- MULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbDocument20 pagesMULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbSoehartono HsNo ratings yet
- Bucket Elevator ManualDocument130 pagesBucket Elevator Manualimvp5640No ratings yet
- BVD 2462 GBDocument2 pagesBVD 2462 GBAnonymous P18XRitOPPNo ratings yet
- BE Manual 1600.2400.3000 MSD19087ADocument152 pagesBE Manual 1600.2400.3000 MSD19087AIle Jie100% (1)
- Piston and Rings - Two-Piece PistonDocument3 pagesPiston and Rings - Two-Piece PistonGolbert GolbiNo ratings yet
- Catalog - Conveyor Systems OverviewDocument16 pagesCatalog - Conveyor Systems Overviewleomariano21No ratings yet
- Volkmann Weighing Dosing 2016 Final For Web 1Document4 pagesVolkmann Weighing Dosing 2016 Final For Web 1Suhas KODRENo ratings yet
- Fi 6-Fi 81F2Omf22: Burner Instruction ManualDocument36 pagesFi 6-Fi 81F2Omf22: Burner Instruction ManualMaurice Lachaud100% (1)
- Bulk WeighersDocument8 pagesBulk Weigherskingathur26681No ratings yet
- Bucket Elevators Catalogue: Gambarotta GschwendtDocument64 pagesBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESNo ratings yet
- Sugar HandlingDocument4 pagesSugar Handlingrbrbs7100% (1)
- Ba DDZG TF 02Document60 pagesBa DDZG TF 02faffsNo ratings yet
- Riello BurnerDocument60 pagesRiello BurnerKarua PangkungNo ratings yet
- INDOSA Technology: The World's No. 1 in Can MachineryDocument25 pagesINDOSA Technology: The World's No. 1 in Can Machinery高金辉No ratings yet
- E-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaDocument6 pagesE-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaImpel IntralogisticsNo ratings yet
- Accessories HydraulicsDocument47 pagesAccessories HydraulicsawfahaddadinNo ratings yet
- Tumbler Screening Machines TSM / Tsi: Maximum Screening Quality For Fine and Ultra-Fine ProductsDocument8 pagesTumbler Screening Machines TSM / Tsi: Maximum Screening Quality For Fine and Ultra-Fine Productsgabriel quinteroNo ratings yet
- Checkweigher RFQ FormDocument2 pagesCheckweigher RFQ Formwasim KhokharNo ratings yet
- FP Martin ElevadoresDocument19 pagesFP Martin ElevadoresGuilherme AlmeidaNo ratings yet
- Conveyor Assembly Manual PDFDocument68 pagesConveyor Assembly Manual PDFzaiayra71No ratings yet
- Screening SolutionsDocument32 pagesScreening SolutionsDarshan PatelNo ratings yet
- Loma CW3 Checkweigher DatasheetDocument2 pagesLoma CW3 Checkweigher DatasheetTomasNo ratings yet
- Ventomatic Packing MachineDocument85 pagesVentomatic Packing MachineMudassir RafiqNo ratings yet
- MULTIDOS WeighfeederDocument4 pagesMULTIDOS Weighfeedershadi22No ratings yet
- Dynamic Air Separator Classifies MaterialsDocument2 pagesDynamic Air Separator Classifies MaterialsTal PeraltaNo ratings yet
- CW WP Dynamic Weigh Cell TechnologyDocument20 pagesCW WP Dynamic Weigh Cell Technologymario gultomNo ratings yet
- Filtro Universal DomatDocument27 pagesFiltro Universal DomatAldair MezaNo ratings yet
- Fuller-Kinyon Pump: Dry Material Line ChargerDocument6 pagesFuller-Kinyon Pump: Dry Material Line ChargerRushdan ZaimNo ratings yet
- Thread Rolling SystemsDocument16 pagesThread Rolling SystemsAYOUB SOUIEDNo ratings yet
- Presentation On Manual LoadersDocument16 pagesPresentation On Manual LoadersViswanad Ravilla100% (1)
- Siempelkamp Metalforming Presses-EngDocument9 pagesSiempelkamp Metalforming Presses-EngAbdulsalamNo ratings yet
- Operating Instruction ROTOCEM - ENDocument81 pagesOperating Instruction ROTOCEM - ENLuis MecNo ratings yet
- Installation, Operation, & Maintenance Manual: Monorail Tarca SystemDocument32 pagesInstallation, Operation, & Maintenance Manual: Monorail Tarca SystemBosko Ginz JadibataNo ratings yet
- Siemens Belt ScalesDocument66 pagesSiemens Belt ScalesGilbertDominguezNo ratings yet
- Efficient and Reliable Vertical Hammer MillDocument6 pagesEfficient and Reliable Vertical Hammer MillAntonNo ratings yet
- Belt Weighing WT10 - en - Kap04 PDFDocument60 pagesBelt Weighing WT10 - en - Kap04 PDFomarNo ratings yet
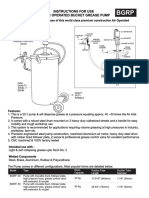
- Air Operated Grease Ratio Pumps 50-1Document3 pagesAir Operated Grease Ratio Pumps 50-1balasubramanyam kotaNo ratings yet
- Brochure Tubular DragDocument2 pagesBrochure Tubular DragIvo KovachevNo ratings yet
- MDS Operation ManualDocument36 pagesMDS Operation ManualRinel DeTorres100% (1)
- Air SlideDocument3 pagesAir SlideMuhamad FadzirNo ratings yet
- ALPHA700 ManualDocument50 pagesALPHA700 ManualAlexialee83No ratings yet
- Dokumen - Tips Sweco Zs24 ManualpdfDocument76 pagesDokumen - Tips Sweco Zs24 ManualpdfKarolina LadaNo ratings yet
- Scotchman Circular Cold Saw Operators Manual SUP-600-NFDocument36 pagesScotchman Circular Cold Saw Operators Manual SUP-600-NFJay100% (1)
- CACF Filter Maintenance Manual en 2019Document36 pagesCACF Filter Maintenance Manual en 2019Anis GuebroudjNo ratings yet
- Uiw Bucket Elevator Ansi Bem0308 r21Document42 pagesUiw Bucket Elevator Ansi Bem0308 r21annccknarimeNo ratings yet
- Potato Peeler Machine Instruction Manual GuideDocument14 pagesPotato Peeler Machine Instruction Manual GuideVasile SamoilaNo ratings yet
- Operating Manual: Tietjen Hammermill Type FD 25Document68 pagesOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNo ratings yet
- Air Sentry - Energy Statement App 3 Dessicant and Filters PDFDocument20 pagesAir Sentry - Energy Statement App 3 Dessicant and Filters PDFEsteban Fernando Meza IbacetaNo ratings yet
- 01.0 - 22146.002E - Hydraulic SystemDocument126 pages01.0 - 22146.002E - Hydraulic SystemShariq Khan100% (1)
- 7MH7163 Siemens Test Chain Storage ReelsDocument1 page7MH7163 Siemens Test Chain Storage ReelsEong Huat Corporation Sdn BhdNo ratings yet
- Beumer Bulk MaterialDocument20 pagesBeumer Bulk MaterialMahmoud NaelNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Sitrans lr200Document194 pagesSitrans lr200Alejandro MuñozNo ratings yet
- SCADA SystemsDocument73 pagesSCADA SystemsNkosilozwelo SibandaNo ratings yet
- PLC and SCADA Based Smart Distribution System: Submitted in Partial Fulfillment of The Requirement of The Degree ofDocument95 pagesPLC and SCADA Based Smart Distribution System: Submitted in Partial Fulfillment of The Requirement of The Degree ofNkosilozwelo SibandaNo ratings yet
- Load Cell Vpg-01Document13 pagesLoad Cell Vpg-01Cecep AtmegaNo ratings yet
- SCADA System Overview For Control And MonitoringDocument9 pagesSCADA System Overview For Control And MonitoringNkosilozwelo SibandaNo ratings yet
- Modicon Programmable Logic and Automation Controllers: Future-Ready Machine and Process SolutionsDocument8 pagesModicon Programmable Logic and Automation Controllers: Future-Ready Machine and Process SolutionsNkosilozwelo SibandaNo ratings yet
- SCADA SystemsDocument73 pagesSCADA SystemsNkosilozwelo SibandaNo ratings yet
- UPS Battery SpecificationDocument2 pagesUPS Battery SpecificationTom Robin PiolNo ratings yet
- SIMATIC S7-1200 Basic Controller: The Compact Device That Offers Simple Engineering With The TIA PortalDocument8 pagesSIMATIC S7-1200 Basic Controller: The Compact Device That Offers Simple Engineering With The TIA PortalBo WallnerNo ratings yet
- Dt9-Manualpdf PDFDocument458 pagesDt9-Manualpdf PDFNkosilozwelo Sibanda100% (1)
- White Phosphorus - Toxfaqs™Document2 pagesWhite Phosphorus - Toxfaqs™Nkosilozwelo SibandaNo ratings yet
- Solar Charge Controller User Manual GuideDocument5 pagesSolar Charge Controller User Manual GuideAmer WarrakNo ratings yet
- D400 Manuale enDocument72 pagesD400 Manuale eninstengg100% (1)
- Tracer-AN Series: MPPT Solar Charge ControllerDocument4 pagesTracer-AN Series: MPPT Solar Charge ControllerNkosilozwelo SibandaNo ratings yet
- Ball Mill For Cement GrindingDocument5 pagesBall Mill For Cement GrindingNkosilozwelo Sibanda100% (1)
- White Phosphorus - Toxfaqs™Document2 pagesWhite Phosphorus - Toxfaqs™Nkosilozwelo SibandaNo ratings yet
- PID Tuning - Science, Art or Both?Document4 pagesPID Tuning - Science, Art or Both?Nkosilozwelo SibandaNo ratings yet
- Cpu and ModuleDocument8 pagesCpu and ModuleNguyen Trung HieuNo ratings yet
- Safety Data Sheet: Powafix Spirits of SaltsDocument10 pagesSafety Data Sheet: Powafix Spirits of SaltsNkosilozwelo SibandaNo ratings yet
- Belt Weigh Feeders OptimizedDocument1 pageBelt Weigh Feeders OptimizedNkosilozwelo SibandaNo ratings yet
- 0 - 07 - A - 0059 D5-Evo Installation Manual-18092013-BMCT-web PDFDocument68 pages0 - 07 - A - 0059 D5-Evo Installation Manual-18092013-BMCT-web PDFWilhem Rodriguez HernandezNo ratings yet
- Manual Olm Siemens PDFDocument64 pagesManual Olm Siemens PDFEverton AndradeNo ratings yet
- Ba Sar1 07 16 Am1 Parallel en PDFDocument68 pagesBa Sar1 07 16 Am1 Parallel en PDFNkosilozwelo SibandaNo ratings yet
- ATOX Lubrication StationDocument4 pagesATOX Lubrication StationNkosilozwelo SibandaNo ratings yet
- AFT Filter BagsDocument12 pagesAFT Filter BagsNkosilozwelo SibandaNo ratings yet
- MPPT Solar Charge Controller Instruction ManualDocument12 pagesMPPT Solar Charge Controller Instruction ManualNkosilozwelo SibandaNo ratings yet
- SP-1300 AdvDrilling RtAngleDocument32 pagesSP-1300 AdvDrilling RtAnglesacalaseniNo ratings yet
- SWS HE Boiler - OutDocument113 pagesSWS HE Boiler - OutHermantoro W. PradanaNo ratings yet
- Backhoe Swing Cylinders, 3-1/4 Inch Inside DiameterDocument4 pagesBackhoe Swing Cylinders, 3-1/4 Inch Inside DiameterJhonny RodriguezNo ratings yet
- Bolt On Wear Runners and BasesDocument2 pagesBolt On Wear Runners and Basescarlos hernandezastNo ratings yet
- SouffleurDocument92 pagesSouffleurstrob1974No ratings yet
- SE45 46 Surge Arr DigitalDocument6 pagesSE45 46 Surge Arr DigitalSpecForceNo ratings yet
- BS SP 114-1955 + A5-2013Document10 pagesBS SP 114-1955 + A5-2013MAbdel EldesouNo ratings yet
- MK IV Horizontal Sliding Door Replacement Parts GuideDocument48 pagesMK IV Horizontal Sliding Door Replacement Parts GuidevankarpNo ratings yet
- Diferencial swz10 DelanteraDocument5 pagesDiferencial swz10 DelanteraCARLOS LOPEZNo ratings yet
- Catalogo Codrise 2013Document36 pagesCatalogo Codrise 2013jhonatanespinozacNo ratings yet
- Install Front Axle Steering Angle Sensor at Steering GearDocument5 pagesInstall Front Axle Steering Angle Sensor at Steering GearAbi JithNo ratings yet
- FTA1100j GuideDocument9 pagesFTA1100j GuidejulchabNo ratings yet
- T78u PDFDocument1 pageT78u PDFRenny DevassyNo ratings yet
- Cftkittli, 15., - 2: Est, T.' 3Document20 pagesCftkittli, 15., - 2: Est, T.' 3jobsitesupplycoNo ratings yet
- Computer Systems ServicingDocument14 pagesComputer Systems Servicingmarvin agubanNo ratings yet
- Descripción de Repuestos Del Autoconador AlemanDocument1,349 pagesDescripción de Repuestos Del Autoconador AlemanJeny M RiveraNo ratings yet
- Bracket ConnectionDocument9 pagesBracket ConnectionSaurabh PandeyNo ratings yet
- LYT0063 - 2022-08-15 - L8P0W0 - User Guide - Zeds and Cees WR SinglesDocument64 pagesLYT0063 - 2022-08-15 - L8P0W0 - User Guide - Zeds and Cees WR SinglesChan Wai KitNo ratings yet
- Mutars R Lumic R ST 01Document28 pagesMutars R Lumic R ST 01daniel Montaño gomezNo ratings yet
- ISO Flanges & Components GuideDocument12 pagesISO Flanges & Components GuideJyoti Shankar MishraNo ratings yet
- Wa Btec Freight CatalogDocument68 pagesWa Btec Freight CatalogAntonnione Franco LeoneNo ratings yet
- 11 Up Buick Regal Grille Installation Manual CaridDocument8 pages11 Up Buick Regal Grille Installation Manual CaridenthonytopmakNo ratings yet