You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- ASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFDocument14 pagesASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFMOHAMAD NIZAMUDINNo ratings yet
- PROJECT Mini Saw MachineDocument32 pagesPROJECT Mini Saw MachineGolu Sam75% (4)
- ASTM A 962 - 16aDocument12 pagesASTM A 962 - 16aMarcos Verissimo Juca de Paula100% (2)
- Din 1705Document2 pagesDin 1705Anurag Jain50% (2)
- ANTEC - Refractory AnchorsDocument114 pagesANTEC - Refractory AnchorstylerstearnsNo ratings yet
- Metal Recycling: Opportunities, Limits, InfrastructureDocument32 pagesMetal Recycling: Opportunities, Limits, InfrastructureFarooq MuhammadNo ratings yet
- Reviews: Structure-Property-Function Relationships of Natural and Engineered WoodDocument25 pagesReviews: Structure-Property-Function Relationships of Natural and Engineered WoodFarooq MuhammadNo ratings yet
- Scalable Formation of Concentrated Monodisperse Lignin Nanoparticles by Recirculation-Enhanced Flash NanoprecipitationDocument10 pagesScalable Formation of Concentrated Monodisperse Lignin Nanoparticles by Recirculation-Enhanced Flash NanoprecipitationFarooq MuhammadNo ratings yet
- Langmuir Volume 28 Issue 3 2012 (Doi 10.1021 - La2043729) Bhushan, Bharat - Bioinspired Structured SurfacesDocument17 pagesLangmuir Volume 28 Issue 3 2012 (Doi 10.1021 - La2043729) Bhushan, Bharat - Bioinspired Structured SurfacesFarooq MuhammadNo ratings yet
- Mechanical properties and interfacial interaction of a novel bioabsorbable chitin fiber reinforced poly (ε-caprolactone) compositeDocument3 pagesMechanical properties and interfacial interaction of a novel bioabsorbable chitin fiber reinforced poly (ε-caprolactone) compositeFarooq MuhammadNo ratings yet
- Recycling and Environmental Issues of Metallurgical Slags and Salt UxesDocument9 pagesRecycling and Environmental Issues of Metallurgical Slags and Salt UxesFarooq MuhammadNo ratings yet
- Stainless Steel: Strong, Corrosion-ResistantDocument3 pagesStainless Steel: Strong, Corrosion-ResistantMahsaNo ratings yet
- EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyDocument11 pagesEN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyTheophilus Oduro-NyarkoNo ratings yet
- Minfc930 Astm A322 Grade 4140Document3 pagesMinfc930 Astm A322 Grade 4140Muthazhagan SaravananNo ratings yet
- Choo Bee Catalogue PDFDocument185 pagesChoo Bee Catalogue PDFJohn MelvinNo ratings yet
- Gala Valve Fire Fighting Catalogue 2018 V#5 - A4 - BDocument7 pagesGala Valve Fire Fighting Catalogue 2018 V#5 - A4 - BChhomNo ratings yet
- Vanadis 8 1Document40 pagesVanadis 8 1Gabriel MesquitaNo ratings yet
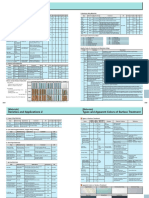
- Materials Varieties and ApplicationsDocument2 pagesMaterials Varieties and ApplicationsHossein GhazinezhadNo ratings yet
- Metals - Temperature Expansion CoefficientsDocument6 pagesMetals - Temperature Expansion CoefficientsnitinNo ratings yet
- 231 03 001 UK Feb14 Maxx Weld Process GasesDocument6 pages231 03 001 UK Feb14 Maxx Weld Process GasesrinditNo ratings yet
- Promax Hihg Performance End Mill Flyer Us556Document2 pagesPromax Hihg Performance End Mill Flyer Us556api-521872070No ratings yet
- Additives and Refractories Report in FoundryDocument20 pagesAdditives and Refractories Report in FoundryWalton BangladeshNo ratings yet
- Powder Metallurgy Processes and Making Metal Powder: October 2020Document4 pagesPowder Metallurgy Processes and Making Metal Powder: October 2020mmNo ratings yet
- Horn-P Bollard Data Sheet: 2000.0000-Td-0201ben - Rev2Document4 pagesHorn-P Bollard Data Sheet: 2000.0000-Td-0201ben - Rev2captkcNo ratings yet
- Adding and Altering: Surface FinishingDocument11 pagesAdding and Altering: Surface FinishingVijay Raj PuniaNo ratings yet
- Ferrous Metals - Group 1Document40 pagesFerrous Metals - Group 1ELLIENo ratings yet
- Metallurgy (Mega)Document20 pagesMetallurgy (Mega)Anant JainNo ratings yet
- Udmc Brochure Updated July2022Document28 pagesUdmc Brochure Updated July2022Konrad Neil IIINo ratings yet
- Bainitic Steel Microstructures and Tribological PropertiesDocument6 pagesBainitic Steel Microstructures and Tribological PropertiesEdmar Souza SilvaNo ratings yet
- Vci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesDocument2 pagesVci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesJaya RidwantoNo ratings yet
- 277 - Galvanised Steel SheetsDocument10 pages277 - Galvanised Steel SheetsKaushik SenguptaNo ratings yet
- Thread Turning ToolsDocument22 pagesThread Turning ToolsАндрейNo ratings yet
- Power International - BrochureDocument19 pagesPower International - BrochureSaurabh Kumar SinghNo ratings yet
- GMS61511 R6Document12 pagesGMS61511 R6lucasNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- Materials System SpecificationDocument8 pagesMaterials System Specificationnadeem shaikhNo ratings yet