You might also like
- DUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningDocument7 pagesDUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningabcNo ratings yet
- Introduction Working Principle Main Parts of Water Jet MachiningDocument12 pagesIntroduction Working Principle Main Parts of Water Jet MachiningSRIKANTH PATELNo ratings yet
- Water Jet Machining: An Advance Manufacturing Process: AbstractDocument5 pagesWater Jet Machining: An Advance Manufacturing Process: AbstractOsama MohammedNo ratings yet
- Water Jet Machining GuideDocument33 pagesWater Jet Machining Guidejojo258No ratings yet
- Advanced Manufacturing - Water Jet Abrasive MachineDocument9 pagesAdvanced Manufacturing - Water Jet Abrasive MachineroseNo ratings yet
- Water Jet MachuningDocument11 pagesWater Jet MachuningSwati MouryaNo ratings yet
- Water Jet Machining: An Advance Manufacturing Process: April 2015Document6 pagesWater Jet Machining: An Advance Manufacturing Process: April 2015Syafiq SyahiranNo ratings yet
- Waterjet Cutting: An Edge in Cost ReductionDocument3 pagesWaterjet Cutting: An Edge in Cost Reductionuday245No ratings yet
- Water Jet Machining: An Advance Manufacturing Process: April 2015Document6 pagesWater Jet Machining: An Advance Manufacturing Process: April 2015palak mohodNo ratings yet
- 33 Water Jet CuttingDocument3 pages33 Water Jet CuttingIzaa Cryzza0% (1)
- Waterjet Cutting PresentationDocument17 pagesWaterjet Cutting Presentationapi-550359440No ratings yet
- Water Jet Machining Lec 4Document42 pagesWater Jet Machining Lec 4Nandam HarshithNo ratings yet
- MENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelDocument42 pagesMENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelTracker DeathNo ratings yet
- Water Jet MachiningDocument10 pagesWater Jet MachiningxyzNo ratings yet
- Waterjetmachine ReportDocument31 pagesWaterjetmachine Reporthmoa2050No ratings yet
- Water Jet Cutting AbsDocument12 pagesWater Jet Cutting AbsJagan BabuNo ratings yet
- Unit 2 1Document40 pagesUnit 2 1Dare DevilNo ratings yet
- Water Jet Machining and Its Future TrendsDocument9 pagesWater Jet Machining and Its Future TrendsDouglas kunguNo ratings yet
- Water Jet Cutting Process Explained in 40 CharactersDocument12 pagesWater Jet Cutting Process Explained in 40 CharactersRamu AmaraNo ratings yet
- Abrasive Water Jet MachiningDocument47 pagesAbrasive Water Jet Machining1AdityaPathania150% (4)
- Water Jet CuttingDocument3 pagesWater Jet Cuttingnatrajan-ram-379No ratings yet
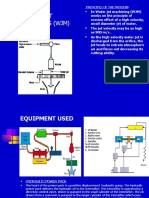
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Water Jet Machining: Dr. Harlal Singh MaliDocument12 pagesWater Jet Machining: Dr. Harlal Singh MaliAdit AgarwalNo ratings yet
- Water Jet Machining GuideDocument15 pagesWater Jet Machining GuideAnonymous Cla9rHNo ratings yet
- Nonconventional Machining Process.1Document34 pagesNonconventional Machining Process.1Abdulrahman goudaNo ratings yet
- AWJMDocument43 pagesAWJMgajendra2010No ratings yet
- AWJMDocument43 pagesAWJMAndri Nusantara PutraNo ratings yet
- Abrasive Jet MachiningDocument16 pagesAbrasive Jet MachiningPrasanth NaikNo ratings yet
- Water Jet Machinig ReportDocument26 pagesWater Jet Machinig ReportAmit Arya0% (1)
- WJM Awjm AjmDocument106 pagesWJM Awjm AjmDipen KNo ratings yet
- Seminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyDocument17 pagesSeminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyRahul kumarNo ratings yet
- High Pressure Water CuttingDocument6 pagesHigh Pressure Water CuttingtimNo ratings yet
- My Hobb byDocument8 pagesMy Hobb byJoy RoyNo ratings yet
- Differentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngDocument22 pagesDifferentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngJohn Mathew100% (1)
- Free Water Jet Cutting GuideDocument11 pagesFree Water Jet Cutting GuideRuham Pablo ReisNo ratings yet
- Advanced Machining Processes: Waterjet & Abrasive Jet MachiningDocument14 pagesAdvanced Machining Processes: Waterjet & Abrasive Jet Machiningrangga56No ratings yet
- Christine Joy Beguiras Ma. Estela MagoDocument13 pagesChristine Joy Beguiras Ma. Estela MagojuliexjarqueNo ratings yet
- # 4 - WJM and AWJMDocument60 pages# 4 - WJM and AWJMRohan RautNo ratings yet
- Water Jet MachineDocument7 pagesWater Jet MachineIdin RusdianNo ratings yet
- Water Jet CuttingDocument15 pagesWater Jet CuttingDevendar YadavNo ratings yet
- Water Jet Cutting Technology and Its Comparison With Other Cutting Methods in Some AspectsDocument9 pagesWater Jet Cutting Technology and Its Comparison With Other Cutting Methods in Some AspectsNitin SharmaNo ratings yet
- Abrasive Water Jet MachiningDocument22 pagesAbrasive Water Jet Machiningpraneeth4aNo ratings yet
- Water Jet Cutting Technology and Its Comparison With Other Cutting Methods in Some AspectsDocument9 pagesWater Jet Cutting Technology and Its Comparison With Other Cutting Methods in Some AspectsLOGICAL personNo ratings yet
- Assignment of MMPDocument35 pagesAssignment of MMPKali DasNo ratings yet
- Abrasive Water Jet Machining: By. Dr. Harlal Singh MaliDocument8 pagesAbrasive Water Jet Machining: By. Dr. Harlal Singh MaliMohit GuptaNo ratings yet
- Optimum Design and Performance Evaluation of A Micro-Bubble GeneratorDocument8 pagesOptimum Design and Performance Evaluation of A Micro-Bubble GeneratorRobert ThanhNo ratings yet
- Water Jet MachiningDocument41 pagesWater Jet MachiningAvril PizzaNo ratings yet
- Waterjet Cutting: Munthasir - T Coaneme038Document17 pagesWaterjet Cutting: Munthasir - T Coaneme038ronyNo ratings yet
- Application of Abrasive Water Jet Cutting Technology For Composite MaterialsDocument5 pagesApplication of Abrasive Water Jet Cutting Technology For Composite Materialsa96kshayNo ratings yet
- Abrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDocument21 pagesAbrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDarsh MenonNo ratings yet
- WJMDocument20 pagesWJMAndri Nusantara PutraNo ratings yet
- Mechanics of Machining ProcessesDocument38 pagesMechanics of Machining ProcessesYash KalaNo ratings yet
- Water Jet CutterDocument6 pagesWater Jet CutterVarun Krishna ManneNo ratings yet
- Industrial Training 4 BRDDocument21 pagesIndustrial Training 4 BRDpurusharthNo ratings yet
- Figure 1 - Abrasive and Water Only Waterjet Cutting HeadsDocument9 pagesFigure 1 - Abrasive and Water Only Waterjet Cutting HeadsAdiyogo Fauzien PrasetyoNo ratings yet
- Review of Abrasive Water Jet Cutting TechnologyDocument106 pagesReview of Abrasive Water Jet Cutting TechnologyVaranasi SrikarNo ratings yet
- Mechanical Energy Based Processes: AJM and AWJMDocument27 pagesMechanical Energy Based Processes: AJM and AWJMRameshkumar KandaswamyNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Department of Industrial & Manufacturing Engineering: Lab ReportsDocument1 pageDepartment of Industrial & Manufacturing Engineering: Lab ReportsSyed Shahzaib AliNo ratings yet
- Theory of Metal MachiningDocument51 pagesTheory of Metal MachiningSyed Shahzaib AliNo ratings yet
- Lab Session: 6 6.1 Title: Figure 1 Plasma Arc CuttingDocument13 pagesLab Session: 6 6.1 Title: Figure 1 Plasma Arc CuttingSyed Shahzaib AliNo ratings yet
- Lab Session: 2 Experiment No:1 1.1 Title: Figure 1 EDM Die SinkingDocument3 pagesLab Session: 2 Experiment No:1 1.1 Title: Figure 1 EDM Die SinkingSyed Shahzaib AliNo ratings yet
- MP 1Document11 pagesMP 1Syed Shahzaib AliNo ratings yet
- Proportional Pressure Reducing Valve, Pilot Operated: RE 29176/04.05 Replaces: 11.02Document12 pagesProportional Pressure Reducing Valve, Pilot Operated: RE 29176/04.05 Replaces: 11.02Gytis MarkauskasNo ratings yet
- Static Load Test Service DetailsDocument2 pagesStatic Load Test Service DetailsMarcelo MotaNo ratings yet
- Complete Hci Question BankDocument21 pagesComplete Hci Question BankPurushothama Reddy100% (1)
- Atom Incu I Service Manual & Parts List P2Document54 pagesAtom Incu I Service Manual & Parts List P2Diego DiazNo ratings yet
- 5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersDocument16 pages5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersManikanta Sai KumarNo ratings yet
- Physicy Test XDocument12 pagesPhysicy Test XMerimaNo ratings yet
- IEEE STD'sDocument7 pagesIEEE STD'sRajmohanNo ratings yet
- Curriculum Vitae - Gowtham - 1802Document2 pagesCurriculum Vitae - Gowtham - 1802Anonymous b1TFqirANo ratings yet
- Interseal 547: Surface Tolerant EpoxyDocument4 pagesInterseal 547: Surface Tolerant EpoxyTài Đỗ VănNo ratings yet
- 25 Macro Micro ExaminationDocument14 pages25 Macro Micro ExaminationAdhanom G.100% (1)
- An Overview of Data Management: Creating The Great Business LeadersDocument90 pagesAn Overview of Data Management: Creating The Great Business LeadersVelisa Diani PutriNo ratings yet
- Project Charter Template for Telecom Network ExpansionDocument6 pagesProject Charter Template for Telecom Network ExpansionAdnan HasnainNo ratings yet
- Bifunctional Nanoprecipitates StrengthenDocument26 pagesBifunctional Nanoprecipitates StrengthenmichaelNo ratings yet
- Mark DarcoDocument48 pagesMark DarcoMohammad QasimNo ratings yet
- LM 723Document22 pagesLM 723Zoran DjukicNo ratings yet
- RMP ProfileDocument14 pagesRMP ProfileChellaPandian100% (1)
- Transformer Protection Relay GRE160 Brochure 12027-1 0Document22 pagesTransformer Protection Relay GRE160 Brochure 12027-1 0tanujaayerNo ratings yet
- Chapter 8Document44 pagesChapter 8Syukri ZainuddinNo ratings yet
- Fallout76 Config FileDocument4 pagesFallout76 Config FilesalianheinrichNo ratings yet
- File HandlingDocument77 pagesFile Handlingchittaranjan baralNo ratings yet
- EBR-EPG Eng 02 2155065Document2 pagesEBR-EPG Eng 02 2155065Драгиша Небитни ТрифуновићNo ratings yet
- Suva Exemplu Metoda-E BriciDocument35 pagesSuva Exemplu Metoda-E BricisilvercristiNo ratings yet
- Model ICB 100-800 HP Boilers: Performance DataDocument4 pagesModel ICB 100-800 HP Boilers: Performance DatasebaversaNo ratings yet
- Gk-Federnshop Data Sheet Compression Springs D-207j-72Document1 pageGk-Federnshop Data Sheet Compression Springs D-207j-72ShaikNo ratings yet
- HistorianRetrieval PDFDocument233 pagesHistorianRetrieval PDFynnaNo ratings yet
- Aerodynamic Coefficients of The Aircraft, Thrust Model and Geometric and Inertial PropertiesDocument6 pagesAerodynamic Coefficients of The Aircraft, Thrust Model and Geometric and Inertial Propertiesrudey18No ratings yet
- Harsh Iit Kanpur CVDocument3 pagesHarsh Iit Kanpur CVapi-293629330No ratings yet
- Valvulas de Controle Ari Stevi Pro 422 462 - 82Document20 pagesValvulas de Controle Ari Stevi Pro 422 462 - 82leonardoNo ratings yet
- 824J 4WD LoaderDocument8 pages824J 4WD Loaderwalk01No ratings yet
- ATG-1698 Weller CatalogDocument88 pagesATG-1698 Weller CatalogNdambuki DicksonNo ratings yet