You might also like
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- WJM Awjm AjmDocument106 pagesWJM Awjm AjmDipen KNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Water Jet MachiningDocument10 pagesWater Jet MachiningxyzNo ratings yet
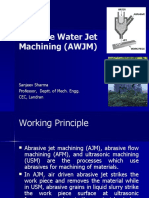
- Abrasive Water Jet MachiningDocument47 pagesAbrasive Water Jet Machining1AdityaPathania150% (4)
- DUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningDocument7 pagesDUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningabcNo ratings yet
- Unit 2 1Document40 pagesUnit 2 1Dare DevilNo ratings yet
- Water Jet Machining Lec 4Document42 pagesWater Jet Machining Lec 4Nandam HarshithNo ratings yet
- MENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelDocument42 pagesMENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelTracker DeathNo ratings yet
- Abrasive Water Jet MachiningDocument9 pagesAbrasive Water Jet Machining20q91a0330mechNo ratings yet
- Introduction Working Principle Main Parts of Water Jet MachiningDocument12 pagesIntroduction Working Principle Main Parts of Water Jet MachiningSRIKANTH PATELNo ratings yet
- Lab Session: 5 Experiment No:5 5.1 TitleDocument12 pagesLab Session: 5 Experiment No:5 5.1 TitleSyed Shahzaib AliNo ratings yet
- Water Jet CuttingDocument15 pagesWater Jet CuttingDevendar YadavNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument16 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Water Jet Machinig ReportDocument26 pagesWater Jet Machinig ReportAmit Arya0% (1)
- Industrial Training 4 BRDDocument21 pagesIndustrial Training 4 BRDpurusharthNo ratings yet
- Nonconventional Machining Process.1Document34 pagesNonconventional Machining Process.1Abdulrahman goudaNo ratings yet
- Thermal Energy ProcessesDocument60 pagesThermal Energy Processessefinehabayneh040No ratings yet
- Mechanics of Machining ProcessesDocument38 pagesMechanics of Machining ProcessesYash KalaNo ratings yet
- Abrasivewaterjetmachining 131205140847 Phpapp021 PDFDocument41 pagesAbrasivewaterjetmachining 131205140847 Phpapp021 PDFMedal AnkhNo ratings yet
- Advanced Manufacturing - Water Jet Abrasive MachineDocument9 pagesAdvanced Manufacturing - Water Jet Abrasive MachineroseNo ratings yet
- High Pressure Water CuttingDocument6 pagesHigh Pressure Water CuttingtimNo ratings yet
- Water Jet 1Document25 pagesWater Jet 1Sujit SinghNo ratings yet
- Abrasive Waterjet Machining GuideDocument54 pagesAbrasive Waterjet Machining GuidePrasad ChoureNo ratings yet
- Abrasive Water Jet MachiningDocument23 pagesAbrasive Water Jet MachiningMedal AnkhNo ratings yet
- Water Jet Machining: An Advance Manufacturing Process: AbstractDocument5 pagesWater Jet Machining: An Advance Manufacturing Process: AbstractOsama MohammedNo ratings yet
- Assignment of MMPDocument35 pagesAssignment of MMPKali DasNo ratings yet
- Wastewater Treatment-Unit Ii - Industrial Water Treatment NotesDocument31 pagesWastewater Treatment-Unit Ii - Industrial Water Treatment Notesammian7986% (22)
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitNo ratings yet
- Water Jet Cutting AbsDocument12 pagesWater Jet Cutting AbsJagan BabuNo ratings yet
- Everything You Need to Know About Water Jet Cutting and Abrasive Water Jet MachiningDocument47 pagesEverything You Need to Know About Water Jet Cutting and Abrasive Water Jet Machining01fe16bme163No ratings yet
- Water Jet Machining: Dr. Harlal Singh MaliDocument12 pagesWater Jet Machining: Dr. Harlal Singh MaliAdit AgarwalNo ratings yet
- Waterjet Cutting PresentationDocument17 pagesWaterjet Cutting Presentationapi-550359440No ratings yet
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- 33 Water Jet CuttingDocument3 pages33 Water Jet CuttingIzaa Cryzza0% (1)
- Waterjetmachine ReportDocument31 pagesWaterjetmachine Reporthmoa2050No ratings yet
- Water Jet Machining and Its Future TrendsDocument9 pagesWater Jet Machining and Its Future TrendsDouglas kunguNo ratings yet
- Non-traditional Machining Processes ExplainedDocument53 pagesNon-traditional Machining Processes ExplainedÖnder AyerNo ratings yet
- Free Water Jet Cutting GuideDocument11 pagesFree Water Jet Cutting GuideRuham Pablo ReisNo ratings yet
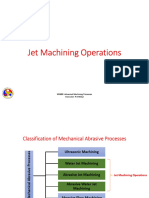
- ME688 Jet MachiningDocument72 pagesME688 Jet MachiningChidu KNo ratings yet
- Water Jet Machining GuideDocument33 pagesWater Jet Machining Guidejojo258No ratings yet
- Building Services - I: Water Supply and SanitationDocument50 pagesBuilding Services - I: Water Supply and SanitationPriya SinghalNo ratings yet
- Waterjet Cutting: An Edge in Cost ReductionDocument3 pagesWaterjet Cutting: An Edge in Cost Reductionuday245No ratings yet
- Water Jet MachiningDocument41 pagesWater Jet MachiningAvril PizzaNo ratings yet
- Seminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyDocument17 pagesSeminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyRahul kumarNo ratings yet
- Chapter 07 - Non-Traditional MachiningDocument34 pagesChapter 07 - Non-Traditional MachiningNurul AsyilahNo ratings yet
- Water Jet MachuningDocument11 pagesWater Jet MachuningSwati MouryaNo ratings yet
- Water Jet MachiningDocument20 pagesWater Jet MachiningRazvan MargineanNo ratings yet
- Chapter Five: Non-Traditional Machining Processes Dawit DebashDocument103 pagesChapter Five: Non-Traditional Machining Processes Dawit Debashchala nigussieNo ratings yet
- Water Jet Machining GuideDocument15 pagesWater Jet Machining GuideAnonymous Cla9rHNo ratings yet
- Christine Joy Beguiras Ma. Estela MagoDocument13 pagesChristine Joy Beguiras Ma. Estela MagojuliexjarqueNo ratings yet
- Jet Machining: Consisting ofDocument17 pagesJet Machining: Consisting ofAnup SinghNo ratings yet
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Water Jet Machining: An Advance Manufacturing Process: April 2015Document6 pagesWater Jet Machining: An Advance Manufacturing Process: April 2015Syafiq SyahiranNo ratings yet
- Small Hydro Power PlantDocument21 pagesSmall Hydro Power Plant200232.deepikaNo ratings yet
- Jntuh Ces: Presented By: Mudireddy Shwetha ROLL. NO 18SS1A0340 Department of MechanicalDocument12 pagesJntuh Ces: Presented By: Mudireddy Shwetha ROLL. NO 18SS1A0340 Department of MechanicalShwetha MudireddyNo ratings yet
- Water Jet CuttingDocument3 pagesWater Jet Cuttingnatrajan-ram-379No ratings yet
- Lec 9 & 10Document34 pagesLec 9 & 10Omar AssalNo ratings yet
- Presentation Topic: Water Jet CuttingDocument18 pagesPresentation Topic: Water Jet CuttingMayank GargNo ratings yet
- Water Jet Cutting: A Technical Seminar OnDocument23 pagesWater Jet Cutting: A Technical Seminar Onprem kumarNo ratings yet
- Stresses and Strains: Class-Ii-Ii Sem Branch-Mechanical Subject: Echanics F AterialsDocument23 pagesStresses and Strains: Class-Ii-Ii Sem Branch-Mechanical Subject: Echanics F AterialsRamu AmaraNo ratings yet
- Stress-Strain Relations: Class-Ii-Ii Sem Branch-Mechanical Subject: Echanics F AterialsDocument23 pagesStress-Strain Relations: Class-Ii-Ii Sem Branch-Mechanical Subject: Echanics F AterialsRamu AmaraNo ratings yet
- STRESS-STRAIN DIAGRAMSDocument20 pagesSTRESS-STRAIN DIAGRAMSRamu Amara100% (1)
- Manufacturing Processes: Prepared BY A.RamanajaneyuluDocument25 pagesManufacturing Processes: Prepared BY A.RamanajaneyuluRamu AmaraNo ratings yet
- Mechanics of Materials: Class-Ii-Ii Sem Branch-MechanicalDocument13 pagesMechanics of Materials: Class-Ii-Ii Sem Branch-MechanicalRamu AmaraNo ratings yet
- 1.4-Core, Types of Cores, Core Box, Core PrintsDocument39 pages1.4-Core, Types of Cores, Core Box, Core PrintsRamu AmaraNo ratings yet
- 1.4-Core, Types of Cores, Core Box, Core PrintsDocument39 pages1.4-Core, Types of Cores, Core Box, Core PrintsRamu AmaraNo ratings yet
- Mechanics of Materials: Class-Ii-Ii Sem Branch-MechanicalDocument13 pagesMechanics of Materials: Class-Ii-Ii Sem Branch-MechanicalRamu AmaraNo ratings yet
- Manufacturing Processes: Prepared BY A.RamanajaneyuluDocument25 pagesManufacturing Processes: Prepared BY A.RamanajaneyuluRamu AmaraNo ratings yet
- 1.2-Introduction To CastingDocument11 pages1.2-Introduction To CastingRamu AmaraNo ratings yet
- Oxy-Acetylene Cutting: Unit-Iii (B)Document18 pagesOxy-Acetylene Cutting: Unit-Iii (B)Ramu AmaraNo ratings yet
- 5-Explosion WeldingDocument13 pages5-Explosion WeldingRamu AmaraNo ratings yet
- Plasma Arc Cutting: Principles, Parameters, Applications and AdvantagesDocument9 pagesPlasma Arc Cutting: Principles, Parameters, Applications and AdvantagesRamu AmaraNo ratings yet
- 1.5 - GATING SYSTEM, RequirementsDocument38 pages1.5 - GATING SYSTEM, RequirementsRamu AmaraNo ratings yet
- 1.2-Introduction To CastingDocument11 pages1.2-Introduction To CastingRamu AmaraNo ratings yet
- 8-Thermit WeldingDocument21 pages8-Thermit WeldingRamu AmaraNo ratings yet
- Plasma Arc Welding: Unit-IiiDocument32 pagesPlasma Arc Welding: Unit-IiiRamu AmaraNo ratings yet
- 1,2-Inrtoduction To WeldingDocument39 pages1,2-Inrtoduction To WeldingRamu AmaraNo ratings yet
- 4-Gas WeldingDocument23 pages4-Gas WeldingRamu AmaraNo ratings yet
- Electric Arc Welding ExplainedDocument21 pagesElectric Arc Welding ExplainedRamu AmaraNo ratings yet
- 1-Tig Welding MFTDocument35 pages1-Tig Welding MFTRamu AmaraNo ratings yet
- 4 - Induction Welding MFTDocument10 pages4 - Induction Welding MFTRamu AmaraNo ratings yet
- 3-Design of Welded JointsDocument9 pages3-Design of Welded JointsRamu AmaraNo ratings yet
- 6,7-Forge Welding, Resistance WeldingDocument13 pages6,7-Forge Welding, Resistance WeldingRamu AmaraNo ratings yet
- 3-Friction Welding MFTDocument14 pages3-Friction Welding MFTRamu AmaraNo ratings yet
- Destructive and Non-Destructive Weld TestsDocument20 pagesDestructive and Non-Destructive Weld TestsRamu Amara0% (1)
- Heat-Affected Zone (HAZ) Defects, Causes and Remedies GuideDocument24 pagesHeat-Affected Zone (HAZ) Defects, Causes and Remedies GuideRamu Amara100% (1)
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- 2-Mig Welding MFTDocument28 pages2-Mig Welding MFTRamu AmaraNo ratings yet
- C592Document7 pagesC592dinhtung2210100% (1)
- Steel Tube HandbookDocument124 pagesSteel Tube HandbookOzanNo ratings yet
- HVAC Welding and SolderingDocument14 pagesHVAC Welding and Solderingdeangel1701No ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- Risks and Management of Textile WasteDocument25 pagesRisks and Management of Textile WasteAbril MonsalveNo ratings yet
- Ambra-Akcela Oil Specs PDFDocument1 pageAmbra-Akcela Oil Specs PDFJUNA RUSANDI S100% (1)
- MineralogyTALC-WPS OfficeDocument11 pagesMineralogyTALC-WPS Office4samdarshisocietyNo ratings yet
- FPE Seals - Seals Profile Catalogue 2021Document15 pagesFPE Seals - Seals Profile Catalogue 2021Sebastien BaumlinNo ratings yet
- Limit TestDocument34 pagesLimit TestAbhinav kumarNo ratings yet
- Anclajes en MamposteriaDocument27 pagesAnclajes en MamposteriaMauricio MuñozNo ratings yet
- Tenax 88s HR (E 50 6 Mn1ni B 32 h5)Document1 pageTenax 88s HR (E 50 6 Mn1ni B 32 h5)brunizzaNo ratings yet
- School Supply List 1920Document2 pagesSchool Supply List 1920Maddy NunesNo ratings yet
- Maxtreat O-450: Product Information Boiler TreatmentDocument2 pagesMaxtreat O-450: Product Information Boiler TreatmentYlm PtanaNo ratings yet
- Nitric Acid: Created By:-Aman Arya 10 A Class Roll No:-3Document8 pagesNitric Acid: Created By:-Aman Arya 10 A Class Roll No:-3Aman AryaNo ratings yet
- Vetoflex SS783: High Quality Elastic One Component Moisture Cure Silicone SealantDocument2 pagesVetoflex SS783: High Quality Elastic One Component Moisture Cure Silicone SealantSHAIK ASIMUDDINNo ratings yet
- JL Components Blower LubricationDocument4 pagesJL Components Blower LubricationMAZENNo ratings yet
- Concrete Mixed Design For C17.5 For GHORASAL POLASH UREA FERTILIZER PROJECT (GPUFP) ME-SEC JVDocument13 pagesConcrete Mixed Design For C17.5 For GHORASAL POLASH UREA FERTILIZER PROJECT (GPUFP) ME-SEC JVraju_420034520No ratings yet
- IPPTA 53 V X Rapid Displacement HeatingDocument6 pagesIPPTA 53 V X Rapid Displacement HeatingShivani SinghNo ratings yet
- Chapter-Ii Literature ReviewDocument18 pagesChapter-Ii Literature ReviewMEGHA ANKALKOTINo ratings yet
- Machinery and Systems for Paper Industry Vibrating ScreensDocument2 pagesMachinery and Systems for Paper Industry Vibrating ScreensSIL PROJECTSNo ratings yet
- VENDORS LIMITATIONS # 9COM 6000000013 - DocxDocument6 pagesVENDORS LIMITATIONS # 9COM 6000000013 - DocxBIPIN BALANNo ratings yet
- Astm D 785 (1) PDFDocument5 pagesAstm D 785 (1) PDFRND KencanaNo ratings yet
- CP 607a PLDocument7 pagesCP 607a PLHeron HerreraNo ratings yet
- Catalogue of 3M PPE and Safety EquipmentDocument3 pagesCatalogue of 3M PPE and Safety EquipmentSothearaThengNo ratings yet
- Fastener Academy Basics PDFDocument94 pagesFastener Academy Basics PDFKiran BathiniNo ratings yet
- Watkins 21002-2-Pressure FlatteningDocument8 pagesWatkins 21002-2-Pressure FlatteningLaura Salas CebrianNo ratings yet
- Izmir University of Economics: ARCH 303Document35 pagesIzmir University of Economics: ARCH 303Sadia SamiNo ratings yet
- Template Hazid WorksheetDocument43 pagesTemplate Hazid WorksheetJagan Bose100% (3)
- BMC Composite Material: (Bulk Moulding Compound)Document52 pagesBMC Composite Material: (Bulk Moulding Compound)Agyeman EmmanuelNo ratings yet
- Technical Assignment 2Document58 pagesTechnical Assignment 2Mohamed ShanshanNo ratings yet