You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
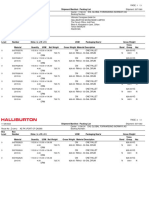
- Shipment Manifest / Packing ListDocument3 pagesShipment Manifest / Packing ListZahid MahmoodNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
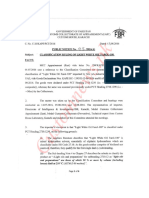
- Classification Light White Oil FarolDocument6 pagesClassification Light White Oil FarolZahid MahmoodNo ratings yet
- Marine Certificate of Insurance: (Schedule)Document3 pagesMarine Certificate of Insurance: (Schedule)Zahid MahmoodNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- K 2019 Inter China Chemical Co. Ltd. Product k2019.2628724 DgpNofvxQJiWOZYU9m8I5gDocument1 pageK 2019 Inter China Chemical Co. Ltd. Product k2019.2628724 DgpNofvxQJiWOZYU9m8I5gZahid MahmoodNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Safty DataDocument8 pagesSafty DataZahid MahmoodNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Purchase InvoiceDocument1 pagePurchase InvoiceZahid MahmoodNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- United States MethodsDocument4 pagesUnited States MethodsZahid MahmoodNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Avb - 6b30e9 Baf091 037900 Aa9556 B7FFCC 7efeaeDocument2 pagesAvb - 6b30e9 Baf091 037900 Aa9556 B7FFCC 7efeaeZahid MahmoodNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- LitratureDocument1 pageLitratureZahid MahmoodNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- ISO - ISO - TC 34 - SC 11 - Animal and Vegetable Fats and OilsDocument10 pagesISO - ISO - TC 34 - SC 11 - Animal and Vegetable Fats and OilsZahid Mahmood0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- GEN Chapter 39Document17 pagesGEN Chapter 39Zahid MahmoodNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Mycotoxin BinderDocument4 pagesMycotoxin BinderZahid MahmoodNo ratings yet
- Op Tim Ization and Characterization of Castor See DoilDocument13 pagesOp Tim Ization and Characterization of Castor See DoilZahid MahmoodNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Op Tim Ization and Characterization of Castor See DoilDocument13 pagesOp Tim Ization and Characterization of Castor See DoilZahid MahmoodNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Safety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingDocument7 pagesSafety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingZahid MahmoodNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Op Tim Ization and Characterization of Castor See DoilDocument13 pagesOp Tim Ization and Characterization of Castor See DoilZahid MahmoodNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Acetoacetanilide - WikipediaDocument3 pagesAcetoacetanilide - WikipediaZahid MahmoodNo ratings yet
- ECICS Consultation: Search For Chemical Substance InformationDocument1 pageECICS Consultation: Search For Chemical Substance InformationZahid MahmoodNo ratings yet
- Manual of Methods of Analysis of FoodsDocument113 pagesManual of Methods of Analysis of FoodsNizar AlifNo ratings yet
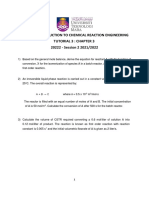
- Tutorial3 - C3 - CHE 244Document3 pagesTutorial3 - C3 - CHE 244Sheikh AdibNo ratings yet
- Chemistry Volumetric LabDocument20 pagesChemistry Volumetric Labsunil venkataNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- hssc0500t Chaptest ADocument6 pageshssc0500t Chaptest AAseel AburajabNo ratings yet
- AWWA Manual M51 Air-Release, Air - Vacuum, and Combination Air Valves 2016Document77 pagesAWWA Manual M51 Air-Release, Air - Vacuum, and Combination Air Valves 2016maguenhoyos100% (9)
- Astm B 366Document13 pagesAstm B 366AVINASH CHAVANNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Icml Mla IDocument3 pagesIcml Mla IDeepak100% (1)
- An 31.2 Care and Maintenance of Hot Dip GalvanizingDocument4 pagesAn 31.2 Care and Maintenance of Hot Dip GalvanizingnarmathaNo ratings yet
- Epri Chemical Cleaning PDFDocument50 pagesEpri Chemical Cleaning PDFARSALAN GOPALNo ratings yet
- Chapter 3 Propteries of Water HWDocument2 pagesChapter 3 Propteries of Water HWapi-521773978No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Fundamentals of Automotive Electricity & ElectronicsDocument83 pagesFundamentals of Automotive Electricity & ElectronicsJohnny Ym100% (1)
- The Application of CoulombDocument4 pagesThe Application of CoulombBirgittaNo ratings yet
- Making Potentiostatic and Potentiodynamic Anodic Polarization MeasurementsDocument13 pagesMaking Potentiostatic and Potentiodynamic Anodic Polarization MeasurementsPaty ChiluisaNo ratings yet
- Crude Oil Desalter and Electrostatic Dehydrator MarketDocument7 pagesCrude Oil Desalter and Electrostatic Dehydrator MarketAnonymous bHh1L1No ratings yet
- Chemical Engineering CommunicationsDocument16 pagesChemical Engineering CommunicationsMichelle Quilaqueo NovoaNo ratings yet
- CH 21Document32 pagesCH 21Indro ParmaNo ratings yet
- Jacketed Vessel Design CalculusDocument4 pagesJacketed Vessel Design Calculusmaspiqdo100% (1)
- Reactions of Acids Homework Worksheet HADocument3 pagesReactions of Acids Homework Worksheet HASarah KKCNo ratings yet
- (A6) Durability of Concrete With Different Mineral Admixtures A ReviewDocument12 pages(A6) Durability of Concrete With Different Mineral Admixtures A ReviewAbd El-nour RamdNo ratings yet
- Temperature Control With ThermistorDocument7 pagesTemperature Control With ThermistorMonika Maheshwari100% (1)
- High Quality Line Fi Lter Elements For All Your Fi Ltration NeedsDocument2 pagesHigh Quality Line Fi Lter Elements For All Your Fi Ltration NeedsNuc LeusNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Properties of Bio-Based PolyurethaneDocument200 pagesProperties of Bio-Based PolyurethaneMust BoujaataNo ratings yet
- STI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsDocument20 pagesSTI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsJoe BetkerNo ratings yet
- KIMO HQ210 BrochureDocument4 pagesKIMO HQ210 BrochurebolsjhevikNo ratings yet
- p1 Bab 1-5Document19 pagesp1 Bab 1-5cikguana79No ratings yet
- Sop of UV HPLCDocument5 pagesSop of UV HPLCSachin S RaneNo ratings yet
- REFRIGERANTSDocument72 pagesREFRIGERANTSSka dooshNo ratings yet
- BL-1400ashless Group 2 03Document2 pagesBL-1400ashless Group 2 03M.ASNo ratings yet
- CHAPTER 1 - SKT3013 - Update Notes 2Document67 pagesCHAPTER 1 - SKT3013 - Update Notes 2NURUL ZAKIRAH BINTI BORHANUDINNo ratings yet
- Crude Analysis - MaxxamDocument2 pagesCrude Analysis - Maxxamgegio60No ratings yet
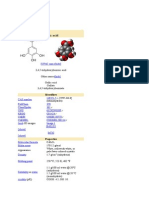
- Gallic AcidDocument28 pagesGallic AcidDolih GozaliNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet