You might also like
- Topic 4 PyrometallurgyDocument38 pagesTopic 4 PyrometallurgyLeon Ironwolf DarkFrost Kennedy100% (1)
- MEM661 Welding Project Instruction & Marks (20%) PDFDocument1 pageMEM661 Welding Project Instruction & Marks (20%) PDFIddin NorazliNo ratings yet
- Samantha Young - Pe Strada LondraDocument335 pagesSamantha Young - Pe Strada LondraPelin Roxana50% (8)
- LB-52 Lb-52u: Oh H Vu F Oh H VuDocument1 pageLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanNo ratings yet
- RFQ Format Goods and ServicesDocument3 pagesRFQ Format Goods and ServicesPedro FerreiraNo ratings yet
- Boiler TiesDocument255 pagesBoiler TiesariyaNo ratings yet
- Manufacturing - WeldingDocument8 pagesManufacturing - WeldingKhalid EwigNo ratings yet
- 30 1 Static Equipment Horizontal ErectionDocument2 pages30 1 Static Equipment Horizontal Erectionpunitg_2No ratings yet
- Dissimilar Metal Weldability Concepts Alber SadekDocument45 pagesDissimilar Metal Weldability Concepts Alber SadekMohammad AliNo ratings yet
- Instalasi Pipa SteamDocument140 pagesInstalasi Pipa SteamYudi KurniawanNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- Welding Studies On WB36 For Feed Water PipingDocument17 pagesWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVNo ratings yet
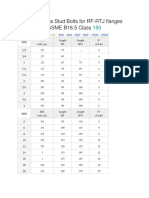
- Dimensi Stud Bolt Untuk Flange RFDocument2 pagesDimensi Stud Bolt Untuk Flange RFAnonymous m93W1FZ3lNo ratings yet
- Hardnes TestDocument25 pagesHardnes TestSagun AlmarioNo ratings yet
- 3.2 Design of Welded JointsDocument41 pages3.2 Design of Welded Jointsssn MLNo ratings yet
- Minimum Length and Spacing For Welded Nozzles PDFDocument7 pagesMinimum Length and Spacing For Welded Nozzles PDFSoniNo ratings yet
- Boiler Erection Persentation Rev-2Document21 pagesBoiler Erection Persentation Rev-2juarsa r100% (3)
- Manajemen Material PembangkitDocument46 pagesManajemen Material Pembangkitramdana satriaNo ratings yet
- For Double Storey Linear MetreDocument2 pagesFor Double Storey Linear MetreJah RastaNo ratings yet
- 3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsDocument14 pages3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsEur-Ing Nicola GalluzziNo ratings yet
- Table of Content: Elbow Trimming ProcedureDocument5 pagesTable of Content: Elbow Trimming ProcedureMechanical Static WRKNo ratings yet
- St. Joseph'S College of Engineering: Chennai 119Document43 pagesSt. Joseph'S College of Engineering: Chennai 119Praba KaranNo ratings yet
- Perhitungan Dan Desain Pressure VesselDocument4 pagesPerhitungan Dan Desain Pressure VesselSyarifudin AliNo ratings yet
- Welding Electrodes For Petrochemical IndustryG PDFDocument44 pagesWelding Electrodes For Petrochemical IndustryG PDFerogonNo ratings yet
- Febolt: Hexagon Covernut Type "Febolt"Document1 pageFebolt: Hexagon Covernut Type "Febolt"Tuntun TatNo ratings yet
- 启动锅炉说明书Auxiliary boiler manualDocument32 pages启动锅炉说明书Auxiliary boiler manualAr Riaz100% (1)
- CV UpdateDocument8 pagesCV UpdateAlya Chyank San-sanNo ratings yet
- JIS JFE Pipe and TubeDocument25 pagesJIS JFE Pipe and Tubedavorp1402No ratings yet
- Katalog TSP PTDocument24 pagesKatalog TSP PTendroNo ratings yet
- Ss LectureDocument18 pagesSs LectureFasil ParuvanathNo ratings yet
- Asme, Api, AwsDocument5 pagesAsme, Api, AwsRohit KambleNo ratings yet
- Inspection Release CertificateDocument2 pagesInspection Release Certificatehuynhthanhtamga1981No ratings yet
- Hydrotest Welding and NDTDocument11 pagesHydrotest Welding and NDTALFA ENGINEERINGNo ratings yet
- TENARIS Pipes-For-Civil-Industrial-InstallationDocument28 pagesTENARIS Pipes-For-Civil-Industrial-InstallationNîakâm UshuaiaNo ratings yet
- RAB Penambahan Instalasi Pipa Loading CPODocument1 pageRAB Penambahan Instalasi Pipa Loading CPOMuslim MunawarNo ratings yet
- Stainless Steel Aisi 304 Terhadap Sifat MekanisDocument10 pagesStainless Steel Aisi 304 Terhadap Sifat Mekanis-AS-No ratings yet
- Presentasi Design WPS - 1 Dec 10 BWDocument43 pagesPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNo ratings yet
- Procedure Welding Consumible ProcedureDocument11 pagesProcedure Welding Consumible ProcedureCilobong Kubuk KubingNo ratings yet
- Welding Electrode Filter Metal CalculationDocument3 pagesWelding Electrode Filter Metal CalculationjsvrrajuNo ratings yet
- Innovative In-Situ Repair of A High Temperature Steam Super Heater CoilDocument13 pagesInnovative In-Situ Repair of A High Temperature Steam Super Heater Coilvaratharajan g r100% (1)
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- NDT and Welding Map Suction Scrubber v-201 A-BDocument1 pageNDT and Welding Map Suction Scrubber v-201 A-BHaris Hutama100% (1)
- Asme Ix 2013 PTDocument1 pageAsme Ix 2013 PTRonel John Rodriguez CustodioNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- Catalogue Clamp & Gasket Ferrule SPVDocument1 pageCatalogue Clamp & Gasket Ferrule SPVadittyasusantounjNo ratings yet
- Why Dissimilar Metal Welding Is Needed, and How To Select Proper Filler MetalsDocument1 pageWhy Dissimilar Metal Welding Is Needed, and How To Select Proper Filler Metalsnasir1141No ratings yet
- SikaBit W-15 Page 1 - 39Document52 pagesSikaBit W-15 Page 1 - 39Keesh RonoloNo ratings yet
- Wound SpiralDocument2 pagesWound SpiralMircea Dan StanciuNo ratings yet
- Non-Destructive Testing - Guidelines For Application: National Standard of The People'S Republic of ChinaDocument12 pagesNon-Destructive Testing - Guidelines For Application: National Standard of The People'S Republic of ChinaHersonedi Guntar SihotangNo ratings yet
- Backing & RetainerDocument4 pagesBacking & RetainersatraheNo ratings yet
- Safety and Operating Manual: Pipe Threading MachineDocument19 pagesSafety and Operating Manual: Pipe Threading MachineNalina S. Bala KumarNo ratings yet
- Soal CswipDocument1 pageSoal Cswipakun jeparaNo ratings yet
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- Boiler Installation Project 1Document3 pagesBoiler Installation Project 1Jahja AjaNo ratings yet
- Rockwool Insulation LRB MatressDocument1 pageRockwool Insulation LRB MatressJaveed KhanNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNo ratings yet
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel Electrodestarun kaushalNo ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesXQNo ratings yet
- Pressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5Document6 pagesPressure Points: Nuclear Certificate Holder Scope Expansion For Metallic Division 5XQNo ratings yet
- Super 116E Brochure - FinalDocument4 pagesSuper 116E Brochure - FinalXQNo ratings yet
- High Strength Fine Grained Structural Steel, Quenched and TemperedDocument6 pagesHigh Strength Fine Grained Structural Steel, Quenched and TemperedXQNo ratings yet
- Aluminium Plugs PSPA FAQ EA31-WEB-PDocument1 pageAluminium Plugs PSPA FAQ EA31-WEB-PXQNo ratings yet
- PW POS Training MIGMAG ENDocument1 pagePW POS Training MIGMAG ENXQNo ratings yet
- Agenda: B16 Subcommittee C Steel Flanges and Flanged FittingsDocument23 pagesAgenda: B16 Subcommittee C Steel Flanges and Flanged FittingsXQNo ratings yet
- Exposure Time Chart in Curie - Minutes For IRIDIUM - 192 For Agfa D7 FilmDocument1 pageExposure Time Chart in Curie - Minutes For IRIDIUM - 192 For Agfa D7 FilmmohamedNo ratings yet
- ReddDocument183 pagesReddXQNo ratings yet
- Falchem Spec COLD GALVDocument2 pagesFalchem Spec COLD GALVMd Izzuddin OmarNo ratings yet
- Syn Converter NitridingDocument10 pagesSyn Converter NitridingGaurav GuptaNo ratings yet
- Eurac HL Compression CouplingDocument2 pagesEurac HL Compression CouplingYing Kei ChanNo ratings yet
- 16.04.2019 Fire Traingle and Its Importance.Document1 page16.04.2019 Fire Traingle and Its Importance.Vaibhav Vithoba Naik100% (1)
- Multicel 16112023020122Document6 pagesMulticel 16112023020122Amin FarukiNo ratings yet
- PARKLEX PRODEMA Tech. Guide Cladding Soffit Siding 2Document65 pagesPARKLEX PRODEMA Tech. Guide Cladding Soffit Siding 2Dani GodcalNo ratings yet
- Eperimental Investigation of Effects of Welding Current and Elektrode AngleDocument3 pagesEperimental Investigation of Effects of Welding Current and Elektrode AngleMuizz AbdullahNo ratings yet
- Electroplating SeminarDocument22 pagesElectroplating SeminarMahalakshmi SahasranamanNo ratings yet
- Pattern Types and AllowancesDocument10 pagesPattern Types and AllowancesANIKET ANANDNo ratings yet
- BTech Alloy Weld On Instructions WebDocument1 pageBTech Alloy Weld On Instructions Webwalid mahmoudNo ratings yet
- Pictures of Paint Defects 1Document2 pagesPictures of Paint Defects 1manuel castilloNo ratings yet
- MIL-STD-871 REV. D - Part5Document2 pagesMIL-STD-871 REV. D - Part5David WongNo ratings yet
- Design of Comminution Circuits Rowland 1982Document46 pagesDesign of Comminution Circuits Rowland 1982alnemangiNo ratings yet
- Meterbox SpecificationsDocument1 pageMeterbox Specifications4ctechNo ratings yet
- Calculation - Horizontal Pressure VesselDocument30 pagesCalculation - Horizontal Pressure VesselVlanic StudioNo ratings yet
- Acc 0910 Circular Saws Gb-EnDocument18 pagesAcc 0910 Circular Saws Gb-Ensobolan_urbanNo ratings yet
- Mica SEALDocument2 pagesMica SEALashokjkhannaNo ratings yet
- Fundamental Fitting Shop OperationsDocument9 pagesFundamental Fitting Shop Operationssuleman205100% (4)
- Special Manufacturing ProcessesDocument2 pagesSpecial Manufacturing ProcessesGopinath GangadhariNo ratings yet
- PTA Welding and HardfacingDocument16 pagesPTA Welding and Hardfacingpavi32No ratings yet
- Surfynol® 440 Surfactant: Description Shelf LifeDocument2 pagesSurfynol® 440 Surfactant: Description Shelf LifeWangYunNo ratings yet
- Steel Shipbuilding Shapes JFEDocument20 pagesSteel Shipbuilding Shapes JFElam266No ratings yet
- 1801 PBDocument3 pages1801 PBfarrah.taNo ratings yet
- Wood Magazine 254 2018 PDFDocument92 pagesWood Magazine 254 2018 PDFcgsharp100% (3)
- Alpha OM338-T: Technical BulletinDocument6 pagesAlpha OM338-T: Technical BulletinTarek Med Nejib AttiaNo ratings yet
- Welding Procedure Preparation1Document6 pagesWelding Procedure Preparation1Rajeshwar KumdaleNo ratings yet
- Tholander (Compatibility Mode)Document58 pagesTholander (Compatibility Mode)Aous Al AgaNo ratings yet
- Unit Iv Abrasive Processes and Gear Cutting: 4.1 GrindingDocument30 pagesUnit Iv Abrasive Processes and Gear Cutting: 4.1 Grindingrkscad11No ratings yet