You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Sec5a4 Abs AsrDocument94 pagesSec5a4 Abs AsrNguyễn Hữu Hà88% (8)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Parts Catalogue Moteur MitsubishiDocument152 pagesParts Catalogue Moteur MitsubishiFedi Klei100% (5)
- Military Vehicle Steering and Suspension SystemsDocument54 pagesMilitary Vehicle Steering and Suspension Systemssanthosh rajNo ratings yet
- Assessment of Compensation in Motor Accident Claim CasesDocument5 pagesAssessment of Compensation in Motor Accident Claim Casesrkaran22No ratings yet
- Edwin Gray Cold Electricity - Cold Electricity - Free Energy PlanetDocument1 pageEdwin Gray Cold Electricity - Cold Electricity - Free Energy PlanetscribdsanduNo ratings yet
- UK Subaru Accessories BrochureDocument52 pagesUK Subaru Accessories BrochureVoravut Fiat TrongvichianNo ratings yet
- Tool Steels Guide for Manufacturing and ApplicationsDocument44 pagesTool Steels Guide for Manufacturing and ApplicationsArunNo ratings yet
- Master Cylinder&Clutch Master CylinderDocument5 pagesMaster Cylinder&Clutch Master CylinderВиталий ЧерновNo ratings yet
- 8- ملخص قواعد اللغة الانجليزيةDocument2 pages8- ملخص قواعد اللغة الانجليزيةWalid Ben Amir100% (1)
- Institut: D'optique Mécanique Précision Filière SpécialitéDocument2 pagesInstitut: D'optique Mécanique Précision Filière SpécialitéWalid Ben AmirNo ratings yet
- D2 Tool SteelDocument5 pagesD2 Tool SteelWalid Ben AmirNo ratings yet
- D2 Tool Steel (X153CrMoV12) - Interlloy - Engineering Steels + AlloysDocument3 pagesD2 Tool Steel (X153CrMoV12) - Interlloy - Engineering Steels + AlloysWalid Ben AmirNo ratings yet
- 20 Bouragba Mohammed Middle School Level: 1 MS Third Term, First English TestDocument2 pages20 Bouragba Mohammed Middle School Level: 1 MS Third Term, First English TestWalid Ben AmirNo ratings yet
- (26018799 - Acta Materialia Transylvanica) Examination of Heat Treatment On The Microstructure and Wear of Tool SteelsDocument6 pages(26018799 - Acta Materialia Transylvanica) Examination of Heat Treatment On The Microstructure and Wear of Tool SteelsWalid Ben AmirNo ratings yet
- Cast Iron - IspatGuruDocument14 pagesCast Iron - IspatGuruWalid Ben AmirNo ratings yet
- Metallurgical Engineering - Hypoutectoid Vs Hypereutectoid Composition - FacebookDocument2 pagesMetallurgical Engineering - Hypoutectoid Vs Hypereutectoid Composition - FacebookWalid Ben AmirNo ratings yet
- Phase Diagram Engineering ConceptsDocument34 pagesPhase Diagram Engineering ConceptsWalid Ben AmirNo ratings yet
- 8- ملخص قواعد اللغة الانجليزيةDocument2 pages8- ملخص قواعد اللغة الانجليزيةWalid Ben AmirNo ratings yet
- Phase Diagram Engineering ConceptsDocument34 pagesPhase Diagram Engineering ConceptsWalid Ben AmirNo ratings yet
- Phase Relations of Mn-Fe-Si-C SystemsDocument10 pagesPhase Relations of Mn-Fe-Si-C SystemsWalid Ben AmirNo ratings yet
- Fe-C-Si: ModellingDocument9 pagesFe-C-Si: ModellingWalid Ben AmirNo ratings yet
- D2 Tool Steel (X153CrMoV12) - Interlloy - Engineering Steels + AlloysDocument3 pagesD2 Tool Steel (X153CrMoV12) - Interlloy - Engineering Steels + AlloysWalid Ben AmirNo ratings yet
- Evaluation of Microstructure and toughness of AISI D2 steel by bright hardening vs oil quenchingDocument6 pagesEvaluation of Microstructure and toughness of AISI D2 steel by bright hardening vs oil quenchingWalid Ben AmirNo ratings yet
- Phase Relations of Mn-Fe-Si-C SystemsDocument10 pagesPhase Relations of Mn-Fe-Si-C SystemsWalid Ben AmirNo ratings yet
- Fe-C-Si: ModellingDocument9 pagesFe-C-Si: ModellingWalid Ben AmirNo ratings yet
- OCR12VMDocument4 pagesOCR12VMcvgfgNo ratings yet
- Self-Cleaning of Hydrophobic Rough Surfaces by Coalescence-Induced Wetting TransitionDocument22 pagesSelf-Cleaning of Hydrophobic Rough Surfaces by Coalescence-Induced Wetting TransitionWalid Ben AmirNo ratings yet
- Phase Relations of Mn-Fe-Si-C SystemsDocument10 pagesPhase Relations of Mn-Fe-Si-C SystemsWalid Ben AmirNo ratings yet
- Cast Iron - IspatGuruDocument14 pagesCast Iron - IspatGuruWalid Ben AmirNo ratings yet
- (26018799 - Acta Materialia Transylvanica) Examination of Heat Treatment On The Microstructure and Wear of Tool SteelsDocument6 pages(26018799 - Acta Materialia Transylvanica) Examination of Heat Treatment On The Microstructure and Wear of Tool SteelsWalid Ben AmirNo ratings yet
- Cast Irons: - Iron-Carbon Alloys With More Than 2.11% CarbonDocument42 pagesCast Irons: - Iron-Carbon Alloys With More Than 2.11% Carbonnaseema shaikNo ratings yet
- Cast Iron - IDocument14 pagesCast Iron - IWalid Ben AmirNo ratings yet
- Cast Irons: - Iron-Carbon Alloys With More Than 2.11% CarbonDocument42 pagesCast Irons: - Iron-Carbon Alloys With More Than 2.11% Carbonnaseema shaikNo ratings yet
- Mech 473 Lectures: Professor Rodney HerringDocument40 pagesMech 473 Lectures: Professor Rodney HerringWalid Ben AmirNo ratings yet
- Modern management tools for sustainable performance evaluationDocument18 pagesModern management tools for sustainable performance evaluationWalid Ben AmirNo ratings yet
- Iron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteDocument31 pagesIron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteWalid Ben AmirNo ratings yet
- FR92809 6cta8 3-M220 Datasheet en 00Document4 pagesFR92809 6cta8 3-M220 Datasheet en 00narisNo ratings yet
- Hydraulic Drill Rig: AF 110 AF 130Document14 pagesHydraulic Drill Rig: AF 110 AF 130Alton LeeNo ratings yet
- Rotolok Rotary Valves Airlocks ATEX UK v5.6Document4 pagesRotolok Rotary Valves Airlocks ATEX UK v5.6rheriNo ratings yet
- SeminarDocument18 pagesSeminarSwami KartikNo ratings yet
- Minutes of Meeting SMPV GCR Review With Annex PDFDocument22 pagesMinutes of Meeting SMPV GCR Review With Annex PDFsri kanthNo ratings yet
- Deutz Fahr Agrotron TTV 1130 1145 1160 Workshop ManualDocument20 pagesDeutz Fahr Agrotron TTV 1130 1145 1160 Workshop Manualamy100% (30)
- Michelin X Tweel Airless Radial Tire BrochureDocument8 pagesMichelin X Tweel Airless Radial Tire BrochureArup DeyNo ratings yet
- r15.v3 Monstar Indo 2020Document56 pagesr15.v3 Monstar Indo 2020Omar SahadatNo ratings yet
- Loading technology Stationary dock leveller with hinge lipDocument52 pagesLoading technology Stationary dock leveller with hinge lipMohammed almaghrabiNo ratings yet
- Catologo de LucesDocument116 pagesCatologo de LucesfranciscoNo ratings yet
- MO 10 62 08 Vehicular TrafficDocument4 pagesMO 10 62 08 Vehicular TrafficRitchelle Ann GregorioNo ratings yet
- Assembly Instruction: Hydraulic Rotary Actuator Size SM4.40 To SM4.300Document10 pagesAssembly Instruction: Hydraulic Rotary Actuator Size SM4.40 To SM4.300Ricardo Vergara VargasNo ratings yet
- Parts List: MODEL: MO-3704E/MO-3714E/MO-3716E List No: 0987-04Document57 pagesParts List: MODEL: MO-3704E/MO-3714E/MO-3716E List No: 0987-04DPC AMGI kab.bandungNo ratings yet
- D3E8021B314 Brake SystemDocument142 pagesD3E8021B314 Brake SystemNick CrushNo ratings yet
- SRM Motors Pvt. Ltd. Goldrush Sales & Services Ltd Ledger AccountDocument16 pagesSRM Motors Pvt. Ltd. Goldrush Sales & Services Ltd Ledger AccountAYUSH PRADHANNo ratings yet
- Autoexpress 1Document11 pagesAutoexpress 1Mr.M.Ruban Vels UniversityNo ratings yet
- Giga Casting Technology TrendDocument25 pagesGiga Casting Technology TrendGsp TonyNo ratings yet
- Pressurized Consistometer 7025C10Document58 pagesPressurized Consistometer 7025C10Desde El ConfinamientoNo ratings yet
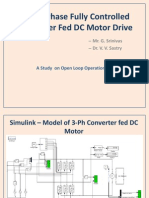
- 3-Ph Converter Fed DC MotorDocument11 pages3-Ph Converter Fed DC MotorSrinivas GudeNo ratings yet
- Catalogo Nags 2000 - 2005 (Stob)Document160 pagesCatalogo Nags 2000 - 2005 (Stob)Eric Garcia AlamillaNo ratings yet
- 7 Planetary GearDocument76 pages7 Planetary GearSimalakamaNo ratings yet
- Syner-Z 5W-30 Fully Synthetic Oil Spec SheetDocument1 pageSyner-Z 5W-30 Fully Synthetic Oil Spec SheetValeriy ValkovetsNo ratings yet
- Marine Catalog 2017-7-7Document84 pagesMarine Catalog 2017-7-7ignick70No ratings yet