You might also like
- Basics Guide: Autodesk Maya 2020Document40 pagesBasics Guide: Autodesk Maya 2020KARTICK PRASADNo ratings yet
- Getting Startedwith Maya 8Document682 pagesGetting Startedwith Maya 8KARTICK PRASADNo ratings yet
- Simulation of Spot Welding Robot For Automotive Manufacturing ApplicationDocument14 pagesSimulation of Spot Welding Robot For Automotive Manufacturing ApplicationKARTICK PRASADNo ratings yet
- Resume Kartick PrasadDocument4 pagesResume Kartick PrasadKARTICK PRASADNo ratings yet
- Resume Kartick PrasadDocument4 pagesResume Kartick PrasadKARTICK PRASADNo ratings yet
- Resume: Kartick Prasad Satapathy MOBILE NO.-7909035104Document3 pagesResume: Kartick Prasad Satapathy MOBILE NO.-7909035104KARTICK PRASADNo ratings yet
- This Is A System-Generated Statement. Hence, It Does Not Require Any SignatureDocument15 pagesThis Is A System-Generated Statement. Hence, It Does Not Require Any SignatureKARTICK PRASADNo ratings yet
- Curriculum Vitae: Ronit Rajendra PatilDocument3 pagesCurriculum Vitae: Ronit Rajendra PatilKARTICK PRASADNo ratings yet
- Government of Odisha: Office of Special Relief CommissionerDocument11 pagesGovernment of Odisha: Office of Special Relief CommissionerKARTICK PRASADNo ratings yet
- Wibu Licensing Guide Cenit PDFDocument15 pagesWibu Licensing Guide Cenit PDFKARTICK PRASADNo ratings yet
- Shubham Jaiswal: Education CredentialsDocument3 pagesShubham Jaiswal: Education CredentialsKARTICK PRASADNo ratings yet
- GSTCredit Note DL2202112 AD81754Document1 pageGSTCredit Note DL2202112 AD81754KARTICK PRASADNo ratings yet
- Gram Panchayat List of Balasore District: Block: BahanagaDocument10 pagesGram Panchayat List of Balasore District: Block: BahanagaKARTICK PRASAD100% (2)
- Group Corporate HR - Training Calendar For JANUARY 2021Document1 pageGroup Corporate HR - Training Calendar For JANUARY 2021KARTICK PRASADNo ratings yet
- Kartick Prasad ResumeDocument4 pagesKartick Prasad ResumeKARTICK PRASADNo ratings yet
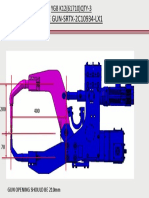
- Gun Modification For 61710 Yg8 K12Document1 pageGun Modification For 61710 Yg8 K12KARTICK PRASADNo ratings yet
- Yta Dash Process - Rev 3RD - 5 May 20Document28 pagesYta Dash Process - Rev 3RD - 5 May 20KARTICK PRASADNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 9100 User ManualDocument48 pages9100 User Manualหน่อง นพดล83% (35)
- C20-C Serial No. From 05001 10093961 C90-C Serial No. From 05001Document26 pagesC20-C Serial No. From 05001 10093961 C90-C Serial No. From 05001ene sorinNo ratings yet
- IGBT Vs MOSFET - Which Device To Select PDFDocument40 pagesIGBT Vs MOSFET - Which Device To Select PDFFulki Kautsar SNo ratings yet
- C 677798-l 1-k ElectricpowerengineeringDocument61 pagesC 677798-l 1-k Electricpowerengineeringnatnael mentesnotNo ratings yet
- Global Offshore Wind Report: 1 Half 2020Document8 pagesGlobal Offshore Wind Report: 1 Half 2020xiaowei tuNo ratings yet
- 3) Retrofit Kit For ACBDocument2 pages3) Retrofit Kit For ACBseil iexNo ratings yet
- TRL KeysightDocument25 pagesTRL KeysightJuan SaldivarNo ratings yet
- FSR SensorDocument16 pagesFSR Sensorcleopatra2121No ratings yet
- Design StandardDocument47 pagesDesign StandardWajeeh BitarNo ratings yet
- Esm-4450 Man Env11Document125 pagesEsm-4450 Man Env11Cristian SerbanoiuNo ratings yet
- MP2x8i NMEA Buffer: Installation and User ManualDocument2 pagesMP2x8i NMEA Buffer: Installation and User ManualAbdul Wajid MNo ratings yet
- 2 V Amp 2nd e Manual ADocument232 pages2 V Amp 2nd e Manual Aroymathew2003No ratings yet
- Voltage Source Inverter Design Guide: TI Designs: TIDM-HV-1PH-DCACDocument47 pagesVoltage Source Inverter Design Guide: TI Designs: TIDM-HV-1PH-DCACamrehmaniNo ratings yet
- Space Vector Pulse Width ModulationDocument25 pagesSpace Vector Pulse Width Modulationswathi_grenNo ratings yet
- Multisim Thermal ModelingDocument23 pagesMultisim Thermal ModelingAzxctybv VpolmNo ratings yet
- 4 1 Alternating Current PDFDocument24 pages4 1 Alternating Current PDFmarizg piolNo ratings yet
- Quicktronic Professional Optimal: Product Family DatasheetDocument9 pagesQuicktronic Professional Optimal: Product Family DatasheetSakahi SharmaNo ratings yet
- 45crne PDFDocument164 pages45crne PDFElafanNo ratings yet
- Experion Series 8 IO C300 Controller SpecsheetDocument41 pagesExperion Series 8 IO C300 Controller SpecsheetTÀi VÕNo ratings yet
- Glofa Master-K: User 'S ManualDocument71 pagesGlofa Master-K: User 'S Manualhass100% (1)
- ELMARK ElectricDocument249 pagesELMARK ElectricAdrian Margescu100% (1)
- DatasheetDocument13 pagesDatasheetlizxcanoNo ratings yet
- Eddy CurrentsDocument13 pagesEddy CurrentsAmbreen KhanNo ratings yet
- Optidrive Plus 3gv Manual v2.10Document12 pagesOptidrive Plus 3gv Manual v2.10Federico Castiella100% (1)
- EMEA Cons - Recommended Dimmer List - V2Document1 pageEMEA Cons - Recommended Dimmer List - V2facastrofNo ratings yet
- 2 Sa 1141Document3 pages2 Sa 1141Jesus GCNo ratings yet
- EE-354 Analog Communication SystemsDocument8 pagesEE-354 Analog Communication Systemsishac kayaNo ratings yet
- Walchem Pump EW-Y Series ManualDocument39 pagesWalchem Pump EW-Y Series ManualPromagEnviro.comNo ratings yet
- Slva633 PDFDocument14 pagesSlva633 PDFAshok KumarNo ratings yet
- Verbatim LED Linear 600mm 12W 3000K 1150lm White: Product Number 52278 General DataDocument3 pagesVerbatim LED Linear 600mm 12W 3000K 1150lm White: Product Number 52278 General DatajosehenriquezsotoNo ratings yet