Professional Documents
Culture Documents
Finite Element Simulation of Welding of Large Structures: S. Brown
Uploaded by
Rami GhorbelOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Finite Element Simulation of Welding of Large Structures: S. Brown
Uploaded by
Rami GhorbelCopyright:
Available Formats
Finite Element Simulation of
Welding of Large Structures
Current simulations of welding distortion and residual stress have considered only
the local weld zone. A large elastic structure surrounding a weld, however, can
S. Brown couple with the welding operation to produce a final weld state much different from
Richard P. Simmons Associate Professor of
that resulting when a smaller structure is welded. The effect of this coupling between
Materials Manufacturing.
structure and weld has the potential of dominating the final weld distortion and
Department of Materials Science and residual stress state.
Engineering, This paper employs both two- and three-dimensional finite element models of a
Massachusetts Institute of Technology, circular cylinder and stiffening ring structure to investigate the interaction of a large
Cambridge, MA 02139 structure on weld parameters such as weld gap clearance (fitup) and fixturing. The
finite element simulation considers the full thermo-mechanical problem, uncoupling
the thermal from the mechanical analysis. The thermal analysis uses temperature-
H. Song dependent material properties, including latent heat and nonlinear heat convection
Anadrill, Schlumberger, and radiation boundary conditions. The mechanical analysis uses a thermal-elastic-
105 Industrial Boulevard, plastic constitutive model and an element "birth"procedure to simulate the dep-
Sugarland, Texas 77478 osition of weld material. The effect of variations of weld gap clearance, fixture
positions, and fixture types on residual stress states and distortion are examined.
The results of these analyses indicate that this coupling effect with the surrounding
structure should be included in numerical simulations of welding processes, and that
full three-dimensional models are essential in predicting welding distortion. Elastic
coupling with the surrounding structure, weld fitiip, and fixturing are found to
control residual stresses, creating substantial variations in highest principal and
hydrostatic stresses in the weld region. The position and type of fixture are shown
to be primary determinants of weld distortion.
1 Introduction
Recent developments in nonlinear finite element methods welded structure. This is surprising, since the extent of the
have provided the opportunity for simulation of complex weld-- interaction may be large enough to dominate the final distor-
ing processes. The vast majority of finite element simulations, tion and residual stress states, both in the structure and in the
however, have concentrated on resolution of processes occur- local weld zone. Practical welding technology must deal with
ring within the weld zone. These include investigations of such problems associated with distortion in large structures. Ther-
field variables as state of stress (including both residual and mal expansion, lack of appropriate tolerances, variation in
process), local distortion, temperature, microstructure, and weld gap clearance (or fitup), and location of welding fixtures
composition. Coupling of these variables has resulted in much can all affect weld quality. The distortion during welding is a
of the recent success in welding simulations. For example, particular problem, for the coupled thermo-mechanical char-
advances by Goldak [11] and Easterling [7, 5] in coupling acter of welding becomes pronounced when thermal expansion
temperature fields with microstructure have provided some and distortion lead to changes in both the orientation of parts,
initial steps in addressing the fully coupled welding process, and the separation of weld gaps.
as well as in extending simulations into three-dimensions. The An experimental investigation of structure interactions with
finite element simulations associated with these investigations welding [18] produced large deformations and local buckling
involve very dense meshes with particular emphasis on reso- during the welding process. Such deformations would not have
lution within the weld zone, with the consequence that pre- developed in the butt welding of small plates with low ratios
dicted gradients may be resolved with very high accuracy. of overall structure size to weld zone dimension. Welding of
In contrast to these studies of local weld zone processes, large structures, therefore, involves problems which cannot be
very little has been done to understand the significance of investigated simply by examining the weld zone.
interactions between the weld zone and the overall, elastic We have characterized the coupling between the local weld
zone and the surrounding structure according to the following
Contributed by the Production Engineering Division for publication in the
categories. These categories are not usually considered in weld-
JOURNAL OF ENGINEERING FOR INDUSTRY. Manuscript received Oct. 1989; As- ing analyses that, as mentioned previously, concentrate on local
sociate Technical Editor: S. Lu. weld zone phenomena:
Journal of Engineering for Industry NOVEMBER 1992, Vol. 114/441
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Copyright © 1992 by ASME
(1) Elastic Coupling-Type 1 Finally, there are difficulties in modeling the motion of the
As the weld cools behind the travelling electrode, the newly welding electrode and deposition of weld material in three-
deposited weld material couples the two previously inde- dimensional simulations. A separate paper will describe pos-
pendent parts, thereby changing the response of the structure sible strategies to make three-dimensional analyses more tract-
to the ensuing deposition of material further down the weld able.
path. The full effect of this behavior can be simulated only Whether a two- or three-dimensional model is used, we sim-
through the use of three-dimensional models. ulate the welding process using three process steps. The base
(2) Elastic Coupling-Type 2 metal is first heated, and then at the end of the heating, weld
The effect of heating and cooling of the overall structure material is deposited; finally, the whole structure cools through
during welding may introduce large elastic distortions which conduction, convection, and radiation. The deposition of ma-
cannot be anticipated when examining only the weld zone. terial is modeled by an element birth technique available in
These distortions are strongly dependent on the geometry the finite element code used for this investigation, ABAQUS
of the structure and greatly influence the final residual stresses [1]. Elements of weld material deactivated at the beginning of
and state of distortion, within both the weld and the overall the heating are reactivated at the melting temperature of the
structure. metal and left to cool after the weld electrode passes each weld
(3) Large Deformations element [22].
Given the potentially large coupling between the weld and The geometry of the weld structure is modeled in two parts-
other parts of a structure, portions of the structure may the local weld zone and the rest of the structure, (denoted as
move dramatically relative to each other, particularly during the far field). A denser mesh is used for the local zone, and
the initial heating of the first weld pass. Large displacements a coarser mesh for the far field. The particular mesh used here
are an example of how large structure effects may give rise represents a fairly coarse discretization. A finer mesh density
to particular problems in the numerical analysis of welding was also tested, where the side of each element in the coarser
in large structures: These deformations can be large enough model was halved, generating in the case of the axisymmetric
to invalidate the uncoupling of the thermal and mechanical model four elements in place of one. The magnitude and dis-
analyses, since the thermal analysis based on the original, tribution of stresses were found to be very close to those re-
undeformed configuration is no longer applicable to the sulting from the coarser mesh. Predicted distortions were
deformed shape. virtually identical. We therefore chose to use the coarser mesh
This paper will examine the two structure/weld interaction for computational convenience. All the analyses were per-
effects: weld clearance gap (fitup) and fixture setup. The results formed using the nonlinear finite element code ABAQUS [1]
of our work suggest that these effects have been underappre- on either a VAX-3500 workstation or an Apollo 10000 work-
ciated as important determinants of distortion and residual station.
stress. A ring-stiffened cylinder will be used as the model struc- Once the model is constructed, we analyze deformation and
ture in this investigation. We begin by looking at the general stress states of the structure by decoupling the analysis into
model of finite element analysis of the welding process using first a heat transfer process followed by deformation analysis.
simulations that decouple heat transfer analysis from stress/ The temperature fields from each time increment of the heat
strain analysis, and discuss large structure effects. We then transfer analysis provides the loading increments for the de-
present two-dimensional simulations of welding the cylinder formation analysis. This decoupling is only valid when the
and examine the fixturing and fitup effects. Next is the three- relative displacements within the welding portions of the struc-
dimensional simulation of welding the same ring, this time ture are small, assuring that displacements do not shift the
focusing on the fixturing effects. (The special interface ele- welding electrode position and consequently the location of
ments necessary to analyze fitup effects in three-dimensional heat flux applied to the model.
model are not available.) Experimental confirmation of fix-
turing effects is then presented. Finally, we discuss remaining 2.1 Details of Heat Transfer Analysis. The following pa-
issues and future work. rameters and procedures were used in the welding heat transfer
analyses.
(1) Material Behavior: We model both the weld and base
2 Finite Element Modeling of Welding Large Struc-
metals as continuous solids with temperature-de-
tures pendent properties. The same properties are used for
The finite element models presented here address structure/ both metals. The variations of thermal conductivity,
weld interactions. The article will present the results of both specific heat, thermal emissivity, and convective heat
two-dimensional and three-dimensional analyses. Although transfer coefficient with temperature are given in Table
three-dimensional analyses are preferable for large, complex 1. Different convective coefficients are used for the
structures, we resorted to two-dimensional simulations in some vertical and the upper and lower horizontal surfaces as
instances because of limitations in current three-dimensional discussed later. An averaged value of thermal emissivity
finite element modeling. Both the two- and three-dimensional is used since ABAQUS does not permit the use of tem-
analyses illustrate the extent of coupling between the weld zone perature-dependent thermal emissivity. Rate-dep-
and the overall structure. endent effects are currently ignored.
The unresolved difficulties with three-dimensional finite ele- (2) Heat input: Heat transfer to the base metal from the
ment analyses, which have retarded the analysis of large struc- electrode arc is modeled by a surface heat flux on ele-
tures welding, concern primarily the implementation of the ments near the weld. The net power input is chosen
three-dimensional model: A three-dimensional analysis dra- from the gross power and the arc efficiency. The power
matically increases the size of the model due to the increase distribution is generally assumed to be a Gaussian curve
in degrees of freedom; a simple three-dimensional model can following Tsai [24].
overwhelm the computational capabilities of a mainframe (3) Latent heat effect: The release or absorption of energy
which could handle a two-dimensional geometry with relative upon solidification or melting is included through a
ease. In addition, finite element software frequently does not latent heat model available in ABAQUS, which mod-
easily accommodate special elements in three dimensions. The ifies the specific heat to accommodate the extra heat
absence of special elements to accommodate deforming, con- absorption or release [9]. The latent heat effect asso-
ducting, and sliding interfaces, for example, inhibits the mod- ciated with the solid-solid phase change, which is much
eling alternatives available for three-dimensional simulations. smaller than that associated with the solid-liquid phase
442 / Vol. 114, NOVEMBER 1992 Transactions of the ASME
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Table 1 Thermal material constants used in finite element model. Ma- Table 2 Mechanical materials properties used in model. Material con-
terial constant values are interpolated when values are not given for a stant values are interpolated when values are not given for a temperature.
temperature.
ay E ay at
k C
P e h Temperature Yield Young's at strain Thermal expansion
Temperature Thermal Specific heat Emissivity Convective heat (Celsius) stress modulus of 1.0 coefficient
(Celsius) conductivity transfer coeff. (MPa) (GPa) (MPa) (10- 6 l/'C)
(W/m - ° K) (J/kg -' K) (W/m2 -° K) 0 290 314
200 10
0 51.9 450 .2 2.5 100 260 200 349 11
75 - 486 - 4.4 300 200 200 440 12
100 51.1 - .4 5.4 450 . 150 150 460 13
175 - 519 - - 550 120 110 410 14
200 49.0 • - .45 6.4 600 110 330 14
88
225 - 532 - - 720 9.8 20 58.8 14
275 - 557 - - 800 9.8 20 58.8 14
300 46.1 - .475 7.0
325 - 574 - -
1200 - 2 - 15
375 - 599 - -
1550 .98 .2 1.0 -
400 42.7 - - -
1600 .0098 .00002 .01 -
475 5000 .0098 .00002 .01 15.5
- 662 - -
500 39.4 - .54 7.7
575 - 749 - -
600 35.6 - - -
675 following assumptions and procedures were used in the me-
- 8.46 - - chanical, stress/strain analysis.
700 31.8 - - -
725 - 1432 - - (1) Material behavior: Material is modeled as thermo-elas-
750 - - .58 8.2 tic-plastic with isotropic strain hardening. Material
775 - 950 - - properties are assumed to be temperature-dependent,
800 26.0 - - -
27.2
including Young's modulus, yield stress, hardening,
1000 - .59 8.5
and coefficient of thermal expansion [12]. Table 2 shows
1500 29.7 400 - -
1540 - 400 - - the dependencies of material properties on temperature.
1590 - 847 .60 9.1 Young's modulus and yield stress are given small, finite
1840 - 847 - - values at high temperatures to avoid difficulties with
1890 - 400 - - numerical convergence.
2050 - 400 - -
5000
(2) The deposition of weld material: This is modeled, as
- 400 .65 10.0
described earlier, by reactivating elements which are
deactivated at the beginning of the analysis. The ac-
tivation procedure in the stress/strain analysis deforms
change, is included in the specific heat values given in the deactivated element from the original position so
Table 1. that it will be compatible to other parts of the structure
(4) Boundary heat loss: Boundary heat transfer is modeled and in a state of force equilibrium. Although this pro-
by heat convection and radiation. Convection follows cedure creates a stress/strain field in the newly bom
Newton's law, where the coefficient of convective heat element, the high temperatures of the element reduce
transfer is assumed to vary with both temperature and the effect of this virtual stress on the structure. Similar
orientation of the boundary [15]: treatment of deposited welding material can be found
in Tekriwal [23, 22],
kNu
K. (1) (3) Rate dependence effects: Rate dependence and micro-
L structure evolution are not considered in this analysis
Here k is the thermal conductivity, L the characteristic length because few high homologous temperature constitutive
of the plate (or surface), and Nu the Nusselt number defined models and material constants exist for these materials.
by: Research in this area is also very active [3, 6, 4, 9].
Ni = O.WP>/3Gi/3 Future work may include such effects since they are
relatively significant when the material is at a high
(Horizontal plate, facing upward) (2) homologous temperature and experiencing rapid tem-
iV„ = 0.54Ff 4 G; /4 perature changes.
(4) Plasma pressure: Although experiments indicate that
(Horizontal plate, facing downward) (3) pressure from the highspeed plasma on the base metal
/4 /4
7V„ = 0.517/>> G; affects the shape of the molten weld pool [16, 17], it
(Vertical plate) is ignored in this analysis because we do not model the
(4)
shape of the weld pool. Also, the effect of plasma
Pr is the Prandtl number and Gr the Grashof number, both pressure on the deformation of the whole structure is
of them are functions of ambient air properties and temper- relatively small.
ature differences between the wall and the environment [21].
Radiation is modeled by the standard Boltzman relation
3 Two-dimensional Simulation
gr=eo(T4-Tt) (5) Although full simulation of welding requires a three-di-
where e is the heat emissivity, a the Stefan-Boltzman constant, mensional simulation, certain aspects of weld/structure inter-
and Ta the ambient temperature. Radiation is assumed to be actions are usefully demonstrated using two-dimensional finite
from surface to ambient air; no radiative interaction between element models. The two-dimensional model described below,
surfaces is considered. The effect of radiation is smaller than although an approximation to the three-dimensional process,
that of convection except near the melting temperature. accentuates certain interactions, such as weld gap clearance
effects, that are currently difficult to demonstrate using three-
2.2 Details of Stress/Strain Analysis. Solution of the dimensional models.
temperature-induced stress/strain problem is derived from the
temperature history obtained from the thermal analysis. The 3.1 The Two-dimensional Finite Element Model. The ax-
Journal of Engineering for Industry NOVEMBER 1992, Vol. 114/443
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Temperature °C
1 200
2 520
3 840
4 II 6 0
5 1480
6 1800
152.4 mm
101.6 mm
457.2mm-
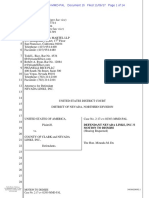
Fig. 2 Transient temperature distribution immediately after deposition
6.35mm of first weld on two-dimensional model.
is assumed to be 800 Watts/cm , applied to a surface of 0.4
Jib cm2 near the weld groove. The duration of heating is 15 seconds
Fig. 1 Axisymmetric FE mesh of the ring and cylinder structure. Radius which is equivalent to a travelling velocity of 5 cm/min. A net
of cylinder inner surface is 457.2 mm.
power of about 400 Watts/cm2 is also required to melt the
electrode continuously. Such values of working parameters are
typical for a welding process with a gross power of 2,000 Watts/
isymmetric finite element model of a ring-stiffened cylinder cm2 and an arc efficiency of 60 percent. Material properties
with boundary conditions is shown in Fig. 1. The continuum are those of mild steel and are given in Tables 1 and 2.
elements are four node linear elements. Such a model assumes Figure 2 shows the transient temperature distribution after
symmetry of the welding process where the weld is performed weld material is deposited. Discontinuities in the temperature
simultaneously about the circumference of the structure. This contour are artifacts of the contour-plotting software. These
assumption is rigorously valid only when the traveling velocity temperature/time histories then provide the loading histories
of the electrode is high enough to make the three-dimensional for the stress/strain analyses.
effect negligible. Such electrode velocity rarely, if ever, occurs
in actual welding. In spite of this approximation, features of 3.3 Two-dimensional Analysis of Stress/Strain. Plastic
structure/weld interactions can be investigated in two-dimen- deformation near the weld develops due to.the temperature
sional models. spatial gradients and material softening at elevated tempera-
The interaction between the ring and cylinder before any tures. After cooling, the structure retains a distorted config-
material is deposited is modeled by interface elements which uration and a state of high residual stress, particularly near
allow no interaction before contact and stick together after the weld path.
touching. Thermal expansion and deformation of the ring and Figure 3 shows the distorted geometry of the ring-stiffened
cylinder may cause the weld gap to close and the two com- cylinder predicted by the axisymmetric model after one weld
ponents to touch. The use of such interface elements and a has been deposited. A 3.2 mm weld gap clearance (fitup) is
slide line prevent any material overlapping or penetration, used in this model. One point on both the cylinder and ring
while sliding between the contacting surfaces is permitted. is pinned in the axial direction to remove rigid body displace-
ments. The pinned point on the ring is located at a distance
3.2 Two-dimensional Analysis of Heat Transfer. The heat corresponding to 3 element lengths (about 11 millimeters) from
transfer analysis for the welding of the cylinder follows the the weld center line. The upward movement of the ring has
general modeling procedures discussed in Section 2.1. Each of been confirmed by experiment [18]. The angular deflection of
the weld passes involves two steps, heating and cooling. The the ring results from the elastic deflection of the ring during
structure is heated near the notch with the weld material deac- heating, where the ring deflects up to relieve circumferential
tivated (dead); at the end of heating, elements inside the weld stresses developed by thermal expansion at the inner ring ra-
region are reactivated at a temperature close to the melting dius. The deposition of weld metal then fixed the structure in
point (1600°C in these cases) to simulate the deposition of that deflected orientation, and the subsequent contraction due
molten material. During the cooling step, the deposited ma- to the cooling of the molten metal is not sufficient to reverse
terial cools with the rest of the structure through conduction, the deflection. This deflection is opposite to that normally
boundary convection, and radiation. Conduction, however, obtained in a T-weld, particularly with flat plates, and is due
dominates the process. It takes several minutes for conduction to the axisymmetric form of the model. The thermoelastic
to equilibrate the cylinder and ring to a uniform temperature, distortion of this geometry therefore dominates over the near-
and a couple of hours for boundary heat transfer to bring the weld effects.
structure to room temperature. Boundary radiation contributes Figure 4 shows the corresponding residual Mises stress and
less than convection, except near the melting point. highest principal stress contours. The highest principal stress
The average net power input or heat flux to the base metal corresponds closely to the circumferential stress. High tensile
444 / Vol. 114, NOVEMBER 1992 Transactions of the ASME
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
residual stress components develop in the local area around result in deformation and stress/strain fields different from
and inside the weld, particularly in the gap between the cylinder the case when no contact occurs. These differences are accen-
and ring. tuated after cooling. We present two cases here, with fitup
between the ring and cylinder being 3.2 mm (1/8 in.) and 0.4
3.4 The Effect of Fitup. The relative orientation and mm (1/64 in.). There is no contact during heating for the
proximity of components to be welded has a significant effect former case, while contact occurs in the latter before the end
on the distribution of stresses near the weld. Welded com- of heating.
ponents are frequently asymmetric, and distort either due to Figure 5 shows the stresses at integration points near the
asymmetric elastic distortion or asymmetry of the welding free surface of the weld. Although there is little difference in
process. If interaction between the components (contact, for the Mises equivalent tensile stresses, large and important dif-
example) occurs before deposition of weld material, the de- ferences result in other aspects of the final residual state of
formation pattern due to such interaction will obviously be stress in the weld.
different from that when no contact occurs.
Significant differences develop in principal stress state due
The ring-stiffened cylinder considered here illustrates the to fitup contact. The highest principal stress corresponds to
sensitivity to fitup. The cylinder is more flexible radially than the circumferential stress components in this problem. The two
the ring, and when heated, it expands more in the radial di- cases differ most in highest principal stresses along the free
rection. If contact occurs during heating, further expansion surface of the weld. The highest principal stress values for the
of the cylinder is confined by the ring. Such incompatibilities case of 0.4 mm fitup is about 50 to 100 percent higher than
those for the case of 3.2 mm of fitup gap. We include highest
principal stress as an indicator of susceptibility to various fail-
ure modes, including hot cracking, brittle fracture, and fatigue
[8].
Mean normal or hydrostatic stresses in the 3.2 mm fitup
case are lower than those in the 0.4 mm case. More signifi-
cantly, the mean normal stresses are either negative or close
to zero in the former case but positive in the latter case. The
change of signs in the hydrostatic stress will change the state
of quality of the weld since a positive hydrostatic stress (neg-
ative pressure) favors void nucleation.
A fitup of 3.2 mm therefore appears significantly less sus-
ceptible to cracking or void initiation and growth than does a
fitup of 0.4 mm. The major difference between the two fitups
is the interaction in the gap between the cylinder and ring
during heating. The fitup case with 0.4 mm gap generates
contact between the ring and cylinder during heating. Other
FEM calculations show that the stress fields are similar in cases
with no gap contact. Cases where contact occurs develop sim-
ilar stress fields. The critical fitup gap that determines the
Displacement occurrence of contact or no contact is in the range of 0.8 mm
Magnification (1/32 in.) to 1.6 mm (1/16 in.) for this particular structure.
Factor The value of critical fitup gap depends on the heat input,
1 material properties, and geometry of the structure.
The large difference in residual stress components in the case
of 0.4 mm of fitup may be explained by the contact of the
welded parts which occurs during heating. A portion of the
resulting elastic incompatibility remains after the structure
Fig. 3 Distorted geometry after first weld. 2D model, ring pinned at cools, which results in a state of higher residual stress. We
node located 11.1 mm (7/16 in.) from the weld center line as shown. believe that the role of fitup on residual stresses and distortion
Highest Principal
Stress.fMPa)
100
140
180
M ses SI esstMPal
220
1 150
260
2 (BO
300
3 2 10
340
A 240
380
5 270
420
6 300
460
500
Area of
Detail
(a) Mises stress (b) Highest principal Btress
Fig. 4 Residual stress distributions after first welding pass with fixture
removed. Two-dimensional model and 3.2 mm (1/8 in.) weld fitup.
Journal of Engineering for Industry NOVEMBER 1992, Vol. 114 / 445
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
has not been recognized. Given the significant variation of during welding by the imposition of what can be considered
residual stresses, it is important to include fitup variation as to be very stiff elastic constraints on the structure. The ap-
an integral part of weld simulation. propriate location of fixtures plays an important role in the
final quality of welds, particularly in terms of distortion and
3.5 Fixturing. Although the analysis of fixturing may be residual stresses. The following paragraphs consider different
considered a subset of the larger topic of elastic coupling, we aspects of the influence of fixtures.
consider here an example of fixturing to illustrate how ob-
stensibly small changes in the portion of the structure that Pinning of axial rigid body motion. Since an axisymmetric
remains linear elastic (in other words far from the weld) can finite element model requires that at least one node on each
lead to potentially very large variations in deformation and independent structure be constrained in the axial direction to
stress response. Fixturing limits the deformation of a structure prevent rigid body motion, we simulate the positioning of a
fixture via the required removal of one node's axial degree of
freedom. We fix both the cylinder and the ring in the axial
300 direction (direction 2 in the figures), but permit radial dis-
placement. After the first welding pass the cylinder and ring
are joined, requiring only one constraint.
The fixture or constrained node on the cylinder is placed at
its bottom edge, and the fixture on the ring is placed at different
positions along its lower surface. Figure 6 illustrates the relative
200 motion of the ring and cylinder at the end of the first heating
sequence for three positions of the ring fixture: near the ring,
at the middle of the ring, and at the outside edge of the ring.
Heat is applied in this simulation first to the upper weld.
Maximum relative displacement between the ring and cyl-
S inder results when the outside of the ring is pinned. The mag-
100 nitude of this motion carries implications for both the welding
process and modeling of that process. Large displacements like
that of Fig. 6(c) obstruct the use of automatic welding equip-
ment. Such large displacements also invalidate the use of a
decoupled thermal and mechanical analyses, necessitating cou-
pled thermo-mechanical procedures. The large differences in
0 displacement also alter the state of residual stress in the cooled
weld zone due to the return of the elastic structure from its
distorted geometry. Relatively minor variations in fixture lo-
cation, therefore, carry significant consequences for the state
of deformation and stress in the final welded structure.
-100
Clamping both sides of the ring. The model was modified
1 2 3 to more accurately simulate a clamping fixture which restricts
Integration points close to free surface of tile weld movement of both sides of the ring. The effect of this greater
— a — Mises stress, 3.2 mm ( j inch) Fitup constraint, imposed again through the elimination of the axial
" = 0 = Mises stress, 0.4 mm ( JJ inch) Fitup degree of freedom on opposing nodes on the upper and lower
• • • • •
Highest principal stress, 3.2 mm (|) Fitup
-•- ring surfaces, is to reduce rotation of the ring.
_ .•_ Highest principal stress, 0.4 mm ( J J inch) Fitup Figure 7 illustrates the deformed shape of the cylinder/ring
Hydrostatic stress, 3.2 mm ( | inch) Fitup
Hydrostatic stress, 0.4 mm (gj inch) Fitup structure after simulating the deposition of one weld pass.
Much less distortion results relative to that illustrated in Fig.
Fig. 5 Values of residual stresses at integration points near the free
surface of the first weld, two-dimensional model. Integration points are 6, but greater residual stresses result.
indicated in the weld elements in the inset drawing. Figure 8 contains principal stress contours for the clamped
Area of
Detail
A
(o>
(a) Pinned near the weld (b) Pinned at middle of web (c) Pinned at outside
as indicated edge of web.
Fig. 6 The deformed shapes of two-dimensional models at end of heat-
ing for different fixture locations.
446 / Vol. 114, NOVEMBER 1992 Transactions of the ASME
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
of a welding electrode in a three-dimensional structure con-
tinually alters the elastic coupling between the components
being welded, thereby affecting subsequent distortion. The
two-dimensional model used in this article to illustrate the
effect of structure/weld coupling accentuates distortions in the
plane of the model given that welding occurs simultaneously
around the entire circumference. This distortion should be
reduced in the actual three-dimensional structure since the
electrode more closely approximates a point source and since
<& the structure before and behind the electrode will constrain
motion. The three-dimensional model predicts the variation in
weld gap clearance as the electrode moves-a prediction not
possible in the two-dimensional model.
ratefe"
4 Three-dimensional Simulations
Area of As stated in the introduction, three-dimensional models are
Detail required to obtain realistic simulations; yet it is computation-
Displacement ally difficult to accommodate the large number of degrees of
Magnification im* freedom and the large number of iterations associated with
Factor: nonlinear material properties. Three-dimensional models of
1 welding processes, therefore, historically have been simple
models of butt welding of plates and cylinders.
Dashed Line: Original Mesh Argyris approximated a three-dimensional welding process
Solid Line: Distorted Mesh first by solving the two-dimensional problem for the thermal
after welding
fields associated with the motion of an electrode along a plate.
Fig. 7 Relative distortion of two-dimensional model for clamped ring He than applied the temperature-time history associated with
fixturing. Distortion represents condition after first weld pass and re-
moval of fixtures. a particular node of the plate model as the thermal history of
a two-dimensional analysis of the cross-section normal to the
weld path [2]. Karlsson [13] modeled the circumferential weld-
ing of a single pass, butt-welded pipe and found a substantial
circumferential variation of residual stresses and displace-
ments. Mahin et al. reported successful three-dimensional ther-
mal and stress/strain simulations of welding process on plate
[20]. Goldak et al. [11] examined the three-dimensional tem-
Highest Principal
Stress, (MPa)
perature, stress, and strain fields associated with the butt weld-
1 100
ing of a bar.
2 140
3 180 4.1 The Model. Figure 9 shows a mesh representative of
4 220 the three-dimensional analyses discussed in this article. The
5 260
6 300 weld path in this case is very short, approximately 2.5 centi-
7 340 meters long. The major portions of the cylinder and ring struc-
8 380 5 4 32 tures are modeled using shell elements, while the local weld
9 420 J_L zone is modeled by three-dimensional, eight-node brick ele-
10 4 6 0
1 1 500 ments. The model comprises approximately 4000 degrees of
freedom once the far field structure is represented by substruc-
Area of rp tures.
Detail
4.2 The Heat Transfer and Stress/Strain Analyses. Heat
flux input is assumed to follow a two-dimensional Gaussian
distribution. Motion of the electrode is simulated in a step-
wise fashion, with the center of distribution being translated
by element increments. Material deposition is modeled using
Fig. 8 Residual highest principal stress contours after first weld pass.
an element birth technique, i.e., by activating the originally
Two-dimensional model with ring clamped. deactivated elements. Element birth/death creates a tempo-
rary, unbalanced state and increases the number of required
iterations, adding a substantial computational penalty for spa-
tial resolution of electrode motion. Heat conduction across
fixture case. Higher principal residual stresses develop near the gap is ignored until the activation of weld elements in the
the free surface of the weld metal. The less constrained fixture gap. Figure 10 contains transient temperature distributions in
geometries, on the other hand, have reduced highest principal the local weld zone on the outer surface of the cylinder and
stresses near the free surface, as shown in Fig. 4(b). Increased the top of the ring at the time when the last weld element was
constraint reduces the distortion while increasing the residual activated.
stress by limiting how much the structure accommodates weld
pool shrinkage. The mechanical analysis uses the same rate-independent con-
stitutive models used in the two-dimensional analysis. The
The two-dimensional analysis of the full three-dimensional mechanical analysis for this short weld was still computation-
problem suggests that the structure to be welded can only be ally demanding, requiring 40 CPU hours on an Apollo 10,000
fully represented by a full three-dimensional model. For ex- workstation. Strategies to reduce the computational require-
ample, the angular deflection between the ring and cylinder in ments of large structure analyses will be described in a separate
Fig. 3 is a consequence of the model's axisymmetry. Motion article.
Journal of Engineering for Industry
NOVEMBER 1992, Vol. 114 / 447
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
-101.6mm
Temperature
(•C)
1 300
2 900
3 1500
4 2100
5 2400
Area of ( *L i i ./*
Detail l_
1 ' I
Fig. 10 Distribution of temperature on the outside cylinder surface from
Fig. 9 Finite element mesh of three-dimensional ring and cylinder three-dimensional thermal analysis, with net power of 2.5KW and elec-
structure. trode velocity of 17.5 cm/min.
4.3 Fixturing Effects. Special interface elements, which (a) Case I (renting on four locations 90 degrees apart) j ! 3 attached to the web
simulate the interactions between different parts in a large
structure, are required to examine the fitup effects in three-
dimensional models. Currently, these elements are not avail-
able in ABAQUS. The fitup effects are thus not examined in
three-dimensional models. —*— Permanent Constraints
C Removable Constraints
Three fixturing arrangements were analyzed for the follow- rrr\ Nonlinear Springs
ing three geometries: Case I, both the cylinder and ring rest ivw\ Linear Springs
on supports at 90 degree intervals; Case II, both are clamped (b) Case II (clamped at four locations) f 4 attached to the web
at the same 90 degree positions; and Case III, both are clamped
only in the immediate vicinity of the weld. These arrangements
were selected both to simulate actual fixturing arrangements
and to investigate extremes of fixturing constraint on the cyl-
inder and ring structure. These three cases are illustrated in
Fig. 11 where the different fixturing constraints are indicated
on the model mesh. Case I simulates the cylinder and ring
sitting on supports, free to move upward. Nonlinear springs (c) Case III (clamped close to the weld)
were used to simulate these constraints, with the upward spring
stiffness (5,000 N/m) approximately ten orders of magnitude
less than the downward stiffness (1.0 x 1012 N/m). Case II
fixes the degrees of freedom at the same points, simulating
rigid clamping. Case III represents a situation of strong con-
straint near the weld, by fixing both the cylinder and ring on
both sides of the weld and using nonlinear springs to simulate
supports around the rest of the structure. Fig. 11 Fixture setups of three different cases: (a) Case I, boundary
conditions 5, 6, and 7 initially prevent rigid body motions of the ring.
These models, identical except for the fixturing, were sub- These boundary conditions and springs 1, 2, 3, 4, and 10 are removed
jected to the same thermal history to simulate welding and at the end of the analysis, (6) Case II, boundary conditions are active
subsequent cooling to room temperature. The constraints were until their removal at the end of the analysis except 15 which is required
to prevent rigid body motions. Springs 12 and 13 will become active
then removed, leaving each model with identical constraints after the boundary conditions are removed at their corresponding nodes,
that removed rigid body modes. Figure 12 illustrates the re- (c) Case III, boundary conditions and springs are active until their removal
sulting distortion between the cylinder and the ring, magnified at the end of the analysis. Springs 23 and 24 are never removed.
to show the effect of the different fixturing schemes. The
greater distortion occurred in Case III where the fixturing
provides the most constraint about the weld. The least dis- this situation where the weld path is very short, and the fix-
tortion occured in Case I where the fixtures were least con- turing is symmetric about the weld. Second, the results of the
straining. distortion do not suggest that increased fixturing acts to reduce
The requirement of full, three-dimensional simulation is clear distortion: We would expect Case III to yield the least distor-
in these results. First, the distortion is asymmetric, even for tion since the fixtures provide the most constraint to the weld.
4 4 8 / V o l . 114, NOVEMBER 1992 Transactions of the ASME
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
(a) Case I
Magnification
factor
40.0
i
§
Hfc
i-fftlllfl- i
ingular position from start of weld (degree)
Fig. 13 Welding distortion of the ring around the circumference of the
cylinder-ring interface. Four locations near the weld were tack welded
for a locally constrained fixture setup (Case III).
(c) Cai
After the welding process and the removal of fixtures, gravity
can introduce elastic distortion of the structure that is com-
Fig. 12 Final displacement between the ring and cylinder at the indi-
cated locations when removable constraints are deactivated at analysis
parable to the distortion expected from welding. If the cylinder
end: (a) Case I-0.635 mm. (b) Case 11-1.90 mm. (c) Case HI-2.88 mm. is oriented horizontally while the ring cantilevers freely about
the weld, the weight of the ring will generate a bending moment
on the weld and the ring will thus rotate about the weld. The
Instead, Case I with the least constraint also provided the least welded cylinder-ring structure was oriented vertically after the
distortion. welding to reduce this effect of gravity. Any remaining effect
of gravity was removed by first measuring the rotational stiff-
4.3.1 Experimental Correlations. A welding experiment ness of the cylinder-ring structure about the weld, then deter-
was performed to compare with the conclusions of the nu- mining the remaining moment due to the alignment of the ring
merical simulations. Similar to the numerical model, a cylinder from vertical, and finally subtracting the calculated deflection
and ring stiffener were joined with a 2.5 centimeter weld de- due to gravity from the total measured deflection.
posited along the circumference of the cylinder-ring interface. Figure 13 shows the distortions in the case of locally con-
Two sets of fixture setups were used: In the first case (Case strained welding (Case III). The general trends of distortion
I), both the cylinder and the ring sat on four supports on top match each other closely. The discrepancy in the exact mag-
of a table. In the second (Case III in the numerical model), nitude of distortion can be attributed to many factors: the
the cylinder and the ring were tack welded at four points around differences between the model and the actual welding in power
the local weld zone, similar to the numerical models. in input, electrode speed, and the size of the weld as well as
The fitup gap between the cylinder and the ring is approx- the idealization of fixtures in the model. The measured dis-
imately 5 millimeters, so that there is no contact between the tortion possesses a slight positive, upward distortion as well
cylinder and the ring before the weld deposition, and the side as a less gradual downward distortion. The difference in down-
of the ring opposite to the weld can move freely up and down. ward motion between the experiment in model suggests a local
The power supply used in the welding was 26 Volts at 140 stiffness in the region of the actual weld that inhibited a ro-
Amperes, which resulted in a gross power of 3.64 KW. The tation of the ring about the weld. The cause of this discrepancy
electrode speed was controlled by an experienced welder so is not immediately obvious. One possible explanation is that
that the total time elapsed for the weld was about 10 seconds, the model fixtures did not precisely duplicate the fixturing in
approximately the same used in the numerical analyses. The the experiment, the experiment fixtures introducing unmodeled
size of the weld was also controlled to match that of the model. distortions.
A depth gauge was used to measure the distance between For the case when the structure sits on four supports on top
the top of the cylinder and the top of the ring at 36 locations of a table, the measured distortion shows about 50 percent
around the circumference of the cylinder-ring interface. Since less than in the case when the local zone is tack-welded, similar
the ring was not perfectly flat before the welding, we measured to that predicted in the numerical modeling. The only differ-
these distances before and after the welding process and cal- ence between these two cases was the arrangement of fixtures.
culated the differences to obtain the distortion. Two major conclusions can be drawn from the experimental
Gravity was not modeled in the numerical simulations since results. First, the fixture setup is very important in welding
gravity did not influence distortion during the experiment. In distortion of large structures. Attempts to reduce distortion
the actual welding, there are two stages where gravity may through increased fixturing may instead act to increase dis-
influence the distortion pattern. The first stage occurs during tortion. Second, welding distortion of a large structure is com-
the welding and the second stage occurs after the welding but plicated and nonintuitive; numerical simulations are necessary
during the measurement of the distortions. In the first stage, to predict such a distortion.
the gravity effect is not significant for two reasons: First, when
the local zone is hot, the weld metal has a low flow strength;
the local thermal expansion or contraction will therefore not 5 Conclusions
cause significant displacement far from the weld. Gravity only The effect of the coupling of the larger elastic structure to
assists the structure to sit on the supports. Second, when the the weld zone appears to be underappreciated in the welding
weld cools and contracts, the section of the ring opposite the literature. The examples of fitup or weld gap clearance and
weld will tend to displace downward, prevented again by the fixture variation discussed above illustrate the significant effect
supports. Gravity again assists the structure to sit on the sup- of thermal distortion outside the weld zone. The contribution
ports and does not affect the deformation pattern. of the elastic structure may indeed dominate the state of dis-
Journal of Engineering for Industry NOVEMBER 1992, Vol. 114/449
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
tortion and stress in the final welded structure, producing a procedure until three-dimensional analyses can be ef-
final state much different from the one predicted by simulation fectively performed.
of the weld zone alone. The implication of such results is that
a reasonable simulation of welding must include a represen-
tation of the structure away from the weld. 6 Remaining Issues and Future Work
The representation of the complete welded structure is nec- Although significant progress has been made in the finite
essary to reproduce several phenomena. First, the elastic element modeling of welding, several areas of investigation
boundary conditions on the weld zone represented by the larger remain unsettled. The areas listed below represent our sense
elastic structure may be much different from a simple clamped of where the most promise exists for future modeling efforts:
or pinned boundary. Deformation within the weld zone de-
9
pends heavily upon these boundary conditions, and therefore Three-dimensional modeling
an accurate accounting of these boundary conditions is re- Inevitable technical compromises result from the two-di-
quired. Second, the thermal elastic distortion of the structure mensional models used in the welding simulations, compro-
near the weld can dominate the final state of residual stress mises which may prevent prediction of distortions or stresses
and distortion in the welded structure. Inclusion of the elastic within actual welding processes. The interaction of the welding
structure in the thermal and mechanical analyses is therefore electrode motion and component geometry, for example, can-
needed to include the potentially controlling effect of these not be accommodated through two-dimensional models. Issues
thermal distortions. Third, simple boundary conditions such which arise and are still active in three-dimensional modeling
as location and type of fixtures and weld gap variation may include meshing compromises to make the analysis tractable,
dramatically affect the final state of the weld. Evaluation of the use and necessity of fully coupled thermo-mechanical anal-
the true effect of these boundary conditions thus requires rep- yses, and procedures for simulating the motion of a welding
resentation of the entire structure. electrode and the sequential deposition of weld material.
Our evaluation of the two-dimensional approximation to • Thermal modeling
the full three-dimensional problem suggests that a structure to Although welding-induced temperature field simulation is
be welded can only be completely represented with a full three- further advanced than the corresponding mechanical defor-
dimensional model. Motion of a welding electrode in a three- mation problem, open issues remain in the simulation of tem-
dimensional structure continually alters the elastic coupling perature distribution in the weld zone. Thermal analyses of
between the components being welded, thereby affecting sub- the weld pool depend on a better understanding of how material
sequent distortion. The two-dimensional model used in this and energy are both transferred to and circulated within the
article to illustrate the effect of structure/weld coupling not molten material. Convective and electro-dynamic effects on
only cannot represent this effect, but it also accentuates dis- pool size and geometry are not easily simulated.
tortions in the plane of the model, since welding is assumed A large component of the uncertainty associated with more
to occur around the entire circumference. accurate thermal models comes from inadequate material data,
We draw the following conclusions from the finite element particularly regarding convective, radiative, and contact heat
analyses described in the preceding sections: transfer coefficients. Increased modeling accuracy is therefore
coupled to improve experimental methods to measure and rep-
(1) The structure around a welded joint should be incor- resent boundary conditions.
porated into a simulation of the welding process. Dis- • Constitutive models for deformation
tortion and state of residual stresses resulting from Although the constitutive behavior of high temperature weld
welding depend primarily on the character of the struc- metal is inherently rate dependent, most FE simulations of
ture surrounding the weld. Much of this structural con- welding distortion employ rate-independent constitutive
tribution derives from thermoelastic distortion of the models, and are frequently elastic/perfectly plastic. Numerical
metal surrounding the weld region. complications arise in the implementation of elastic/visco-
(2) Variations in weld fitup can produce wide variations plastic models with hardening which more accurately represent
in residual stresses and distortion. These variations re- the rate-dependent deformations occurring in the weld zone.
sult from closure of the weld gap due to thermal ex- In addition, there are very few models which encompass the
pansion of the overall structure. The variation in range of constitutive behavior in a weld zone, where defor-
residual stress state and distortion is binary in character mation mechanisms include power-law and exponential stress
(closed versus unclosed gap), and selection of the ap- dependence, Nabarro-Herring creep, and low temperature
propriate fitup gap during a welding design process can plasticity. There is, therefore, a strong need for constitutive
make large differences in the condition of the final models wide enough in their range of application, yet simple
weld. Analysis of this fitup effect should be included enough for incorporation into a finite element analysis.
in any analysis of a weld for design applications. Coupled with the requirement for higher accuracy consti-
(3) Modeling of the entire welded structure is useful for tutive models is the need for accurate material data. Rate
design of fixturing. Fixturing, like fitup, can alter dis- dependent deformation data is rarely available for common
tortion and residual stresses dramatically. Structural engineering base alloys.
models allow fixture design and positioning, conse- • Evolution of Microstructure
quently permitting design of a complete welding proc- It is not possible to separate the usefulness of more accurate
ess. thermal and mechanical constitutive models from the issue of
(4) Full representation of this and other welding processes the evolution of weld zone microstructures. The distribution
requires a three-dimensional analysis. A two-dimen- of phases and the kinetics of their formation dramatically
sional model, although tractable computationally, ex- affect the thermal and mechanical response of the weld zone.
aggerates certain modes of distortion and ignores others. More sophisticated constitutive models for material properties,
A three-dimensional model also accommodates the ef- whether they pertain to thermal or mechanical properties, will
fect of the elastic coupling of the welded components inevitably have to include both the kinetics of microstructure
as the weld metal cools behind the moving electrode. evolution and the coupling between microstructures and those
The issue of computationally tractable three-dimen- properties. One obvious example of this coupling is the vari-
sional analyses remains problematic. The effect of ation in the rate dependent deformation behavior of different
structure, however, indicates that finite element anal- regions of a weld depending on the developed microstructures.
ysis of welding processes will not be a valid design Another more subtle effect is that of transformation plasticity
450 / Vol. 114, NOVEMBER 1992 Transactions of the ASME
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
resulting from phase transformations during cooling within 6 Easterling, K. E., 1987, "Modeling the Weldability of Structural Steels,"
the weld zone [10, 14]. Welding Metallurgy of Structural Steels, pp. 45-62.
8 7 Easterling, K. E., 1986, "Predicting Heat-affected Zone Microstructures
Design Technology and Properties in Fusion Welds," Advances in Welding Science and Technology,
The use of finite element modeling and other simulation pp. 177-185.
methods to assist in the design of welding processes has been 8 Goldak, J., May 1989, "Modeling Thermal Stresses and Distortions in
ignored to a large extent. Much of the attention in the finite W'elds," Second International Conference on Trends in Welding Research, Gat-
linburg, Tennessee, USA, pp. 71-82.
element modeling of welding is directed towards greater re- 9 Goldak, J., Bibby, M., Moore, J., House, R., and Patel, B., September
finement and resolution in simulating the processes occurring 1986, " Computer Modeling of Heat Flow in Welds,'' Metallurgical Transactions
within the zone of weld metal. The consequence of this con- B, pp. 587-600.
tinued increase in model complexity is to produce models which 10 Goldak, J., Oddy, A., Gu, M., Ma, W., Mashaie, A., and Hughes, E.,
June 1991, "Coupling Heat Transfer, Microstructure Evolution and Thermal
continually strain current computational limits. Little work Stress Analysis in Weld Mechanics," In L. Karlsson, ed., Mechanical Effects
has been directed towards appropriate sensitivity analyses to in Welding, International Union of Theoretical and Applied Mechanics.
determine the level of complexity appropriate to design anal- 11 Goldak, J., Oddy, A., McDill, M., and Chakravarti, A., May 1986, "Prog-
yses, where computational complexity is exchanged for the ress in Computing Residual Stress and Strain in Welds," In International Con-
ference on Trends in Welding Research, Gatlinburg, Tennessee, USA, pp. 523-
ability to use the models in normal design activities. Perhaps 527.
the greatest possibility for practical advances exists in this area, 12 Iwamura, Y., and Rybicki, E. F., February, 1973, "A Transient Elastic
where the benefits of finite element modeling can be used in Plastic Thermal Stress Analysis of Flame Forming," ASME JOURNAL OF E N -
the design of actual welding processes. GINEERING FOR INDUSTRY, pp. 163-171.
13 Karlsson, R. I., and Josefson, B. L., 1988, "Three-dimensional Finite
Element Analysis of Temperature and Stresses in a Single-pass Butt Welded
Pipe," Supplied by Author.
Acknowledgment 14 LeBlond, J. B., Devaux, J., and Devaux, J. C , 1991, "Mathematical
Modelling of Transformation Plasticity in Steel," International Journal of Plas-
This research project has been funded by the Office of Naval ticity, in press.
Research under contract number N00014-89-J-1187. Support 15 Lewis, R. W., andMorgan, K., 1985, Numerical Methods in Heat Transfer,
Vol. 3, John Wiley & Sons.
was also provided by the Materials Processing Center at MIT 16 Lin, M. L., and Eagar, T. W., June 1985, "Influence of Arc Pressure on
and the Apollo Computer Company. The authors also express Weld Pool Geometry," Welding Journal, pp. 163-169.
appreciation for the suggestions and criticism of Prof. Thomas 17 Lin, M. L., and Eagar, T. W., September 1986, "Pressures Produced by
W. Eagar of the Department of Materials Science and Engi- Gas Tungsten Arcs," Metallurgical Transactions B, Vol. 17B, pp. 601-607.
neering at MIT. 18 Machuca, B., June 1988, "Distortion and Residual Stresses in a Welded
Stiffened Ring," Master's thesis, Massachusetts Institute of Technology.
19 Mahin, K. W., June 1991, "Prediction and Verification of Residual Stress
Distributions in Fusion Welds," In L. Karlsson, ed., Mechanical Effects in
Welding, International Union of Theoretical and Applied Mechanics.
References 20 Mahin, K. W., and Shapiro, A. B., and Hallquist, J., May 1986, "As-
1 ABAQUS Finite Element Code, Hibbett, Karlsson, and Sorenson, Inc., sessment of Boundary Condition Limitations on the Development of a General
Providence, Rhode Island, version 4. edition. Computer Model for Fusion Welding," In International Conference on Trends
2 Argyris, J. H., Szimmat, J., and William, K. J., 1982, "Computational in Welding Research, Gatlinburg, Tennessee, USA, pp. 215-223.
Aspects of Welding Stress Analysis," Computer Methods in Applied Mechanics 21 Rohsenow, W. M., andHartnett, J. P., 1973, Handbook of Heat Transfer,
and Engineering, Vol. 33, pp. 635-666. McGraw-Hill Book Company.
3 Brown, S. B., Anand, L., and Kim, K. H., March 1989, "An Internal 22 Tekriwal, P., and Mazumder, J., July 1988, "Finite Element Analysis of
Variable Constitutive Model for the Hot Working of Metals," International Three-Dimensional Transient Heat Transfer in gma Welding,'' Welding Journal,
Journal of Plasticity, pp. 95-130. pp. 150-156.
4 Denis, S., Sjostrom, S., and Simon, A., 1987, "Coupled Temperature, 23 Tekriwal, P., and Mazumder, J., May 1986, "Finite Element Modeling
Stress, Phase Transformation Calculation Model, Application to the Prediction of Arc Welding Processes," Advances in Welding Science and Technology, pp.
of Phase Transformation During Cooling of an Eutectold Carbon Steel," Re- 71-80.
sidual Stresses in Science and Technology, pp. 595-602. 24 Tsai, N. S., and Eagar, T. W., Dec. 1985, "Distribution of the Heat and
5 Easterling, K. E., 1983, Introduction to the Physical Metallurgy of Weld- Current Fluxes in Gas Tungsten Arcs," Metallurgical Transactions B, Vol. 16B,
ing, Butterworths. pp. 841-846.
Journal of Engineering for Industry NOVEMBER 1992, Vol. 114 / 451
Downloaded From: https://manufacturingscience.asmedigitalcollection.asme.org on 01/16/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Wan Shaiful Hasrizam Wan MudaDocument35 pagesWan Shaiful Hasrizam Wan MudaRami GhorbelNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- BS en 982-1996 1Document20 pagesBS en 982-1996 1niltonsamaralNo ratings yet
- Arc Welding of Dissimilar Metals: FEA and Experiments: E. ScutelnicuDocument6 pagesArc Welding of Dissimilar Metals: FEA and Experiments: E. ScutelnicuRami GhorbelNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Influence of Molybdenum On Ferritic High-Strength SMAW All-Weld-Metal PropertiesDocument10 pagesInfluence of Molybdenum On Ferritic High-Strength SMAW All-Weld-Metal PropertiesRami GhorbelNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Materials Science and Engineering ADocument8 pagesMaterials Science and Engineering ARami GhorbelNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Fluid Power Standard - ISO 4413 PDFDocument76 pagesFluid Power Standard - ISO 4413 PDFjanainafluipress64% (11)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Rosland Absence of ConvectionDocument10 pagesRosland Absence of ConvectionRami GhorbelNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Effect of Heat InputDocument5 pagesEffect of Heat InputJanakiramNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Effects of Heat Input On Mechanical Properties of Metal Inert Gas Welded 1.6 MM Thick Galvanized Steel SheetDocument9 pagesEffects of Heat Input On Mechanical Properties of Metal Inert Gas Welded 1.6 MM Thick Galvanized Steel SheetRami GhorbelNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Prediction of Welding Distortions and Residual Stresses in A Pipe - Ange Joint Using The Finite Element TechniqueDocument17 pagesPrediction of Welding Distortions and Residual Stresses in A Pipe - Ange Joint Using The Finite Element TechniqueRami GhorbelNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Effects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsDocument8 pagesEffects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsRami GhorbelNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Thermal Fields and Residual Stresses Analysis in TIG Weldments of SS 316 and Monel 400 by Numerical Simulation and ExperimentationDocument17 pagesThermal Fields and Residual Stresses Analysis in TIG Weldments of SS 316 and Monel 400 by Numerical Simulation and ExperimentationRami GhorbelNo ratings yet
- 016 TMT10 227 PDFDocument4 pages016 TMT10 227 PDFmasoodmuhidNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Finite Element Predictions of Temperature Distributions in A Multipass Welded Piping Branch JunctionDocument6 pagesFinite Element Predictions of Temperature Distributions in A Multipass Welded Piping Branch JunctionRami GhorbelNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 pagesMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Effect of Repeated Repair Welding On Mechanical and Corrosion Properties of Stainless Steel 316LDocument12 pagesThe Effect of Repeated Repair Welding On Mechanical and Corrosion Properties of Stainless Steel 316LRami GhorbelNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Finite Difference Simulation of Low Carbon Steel Manual Arc WeldingDocument8 pagesFinite Difference Simulation of Low Carbon Steel Manual Arc WeldingRami GhorbelNo ratings yet
- Cladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Document13 pagesCladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Rami GhorbelNo ratings yet
- Charpy VnotchDocument11 pagesCharpy VnotchRami GhorbelNo ratings yet
- Huang 2016Document9 pagesHuang 2016Rami GhorbelNo ratings yet
- Journal Pre-Proof: International Journal of Pressure Vessels and PipingDocument18 pagesJournal Pre-Proof: International Journal of Pressure Vessels and PipingRami GhorbelNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Welding L415/316L Bimetal Composite Pipe Using Post-Internal-Welding ProcessDocument15 pagesWelding L415/316L Bimetal Composite Pipe Using Post-Internal-Welding ProcessRami GhorbelNo ratings yet
- Materials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalDocument18 pagesMaterials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalRami GhorbelNo ratings yet
- Low Heat Input Welding To Improve Impact Toughness of Multipass FCAW-S Weld MetalDocument6 pagesLow Heat Input Welding To Improve Impact Toughness of Multipass FCAW-S Weld MetalRami GhorbelNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Terms and Terminology Used For The Generation and Assessment of Multi-Axial Feature Specimen and Component Test DataDocument16 pagesTerms and Terminology Used For The Generation and Assessment of Multi-Axial Feature Specimen and Component Test DataRami GhorbelNo ratings yet
- General Terms and Terminology and Items Specific To Parent MaterialDocument50 pagesGeneral Terms and Terminology and Items Specific To Parent MaterialRami GhorbelNo ratings yet
- Vol1i7x ECCC RecommandationsDocument21 pagesVol1i7x ECCC RecommandationsRami GhorbelNo ratings yet
- Applsci 09 03118 v2 PDFDocument24 pagesApplsci 09 03118 v2 PDFRami GhorbelNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Hot Cracking and Environment - Assisted C PDFDocument186 pagesHot Cracking and Environment - Assisted C PDFRami GhorbelNo ratings yet
- Alfa Laval Plate Heat Exchangers: A Product Catalogue For Comfort Heating and CoolingDocument8 pagesAlfa Laval Plate Heat Exchangers: A Product Catalogue For Comfort Heating and CoolingvictoryanezNo ratings yet
- IMO Special Areas Under MARPOLDocument2 pagesIMO Special Areas Under MARPOLRavi Viknesh100% (1)
- Notes On Mass and Energy Balances For Membranes 2007 PDFDocument83 pagesNotes On Mass and Energy Balances For Membranes 2007 PDFM TNo ratings yet
- Q3 Week 1 Homeroom Guidance JGRDocument9 pagesQ3 Week 1 Homeroom Guidance JGRJasmin Goot Rayos50% (4)
- Instructions: This Affidavit Should Be Executed by The PersonDocument1 pageInstructions: This Affidavit Should Be Executed by The PersonspcbankingNo ratings yet
- Che 342 Practice Set I IDocument4 pagesChe 342 Practice Set I IDan McNo ratings yet
- Order To Cash Cycle Group 1Document4 pagesOrder To Cash Cycle Group 1AswinAniNo ratings yet
- Transportation and Academic Performance of Students in The Academic TrackDocument3 pagesTransportation and Academic Performance of Students in The Academic TrackMary-Jay TolentinoNo ratings yet
- Bali Hai LawsuitDocument14 pagesBali Hai LawsuitLas Vegas Review-JournalNo ratings yet
- Competing Models of Entrepreneurial IntentionsDocument22 pagesCompeting Models of Entrepreneurial IntentionsAsri Aneuk HimabisNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Management and Entrepreneurship Important QuestionsDocument1 pageManagement and Entrepreneurship Important QuestionslambazNo ratings yet
- Far160 Pyq Feb2023Document8 pagesFar160 Pyq Feb2023nazzyusoffNo ratings yet
- O-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisDocument11 pagesO-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisJose Angel Duarte MartinezNo ratings yet
- Latifi LAMY Catalog 2013 PDFDocument76 pagesLatifi LAMY Catalog 2013 PDFWang LinusNo ratings yet
- Grade 5 Olympiad: Answer The QuestionsDocument14 pagesGrade 5 Olympiad: Answer The QuestionsVinieysha LoganathanNo ratings yet
- GGSB MibDocument4 pagesGGSB MibShrey BudhirajaNo ratings yet
- Curriculum Vitae H R VijayDocument8 pagesCurriculum Vitae H R VijayvijaygowdabdvtNo ratings yet
- Problems of Spun Concrete Piles Constructed in Soft Soil in HCMC and Mekong Delta - VietnamDocument6 pagesProblems of Spun Concrete Piles Constructed in Soft Soil in HCMC and Mekong Delta - VietnamThaoNo ratings yet
- Glaciogenic: Hydrocarbon SystemsDocument2 pagesGlaciogenic: Hydrocarbon SystemsAHMEDNo ratings yet
- RFBT - Law On Sales Cont. Week 11Document1 pageRFBT - Law On Sales Cont. Week 11Jennela VeraNo ratings yet
- MAS-02 Cost Terms, Concepts and BehaviorDocument4 pagesMAS-02 Cost Terms, Concepts and BehaviorMichael BaguyoNo ratings yet
- Hex Bucket InspectionDocument1 pageHex Bucket InspectionSixto Guarniz AnticonaNo ratings yet
- E14r50p01 800 MhaDocument4 pagesE14r50p01 800 Mha'Theodora GeorgianaNo ratings yet
- General Electric/ Massachusetts State Records Request Response Part 3Document673 pagesGeneral Electric/ Massachusetts State Records Request Response Part 3Gintautas DumciusNo ratings yet
- Civpro RevDocument102 pagesCivpro RevJocelyn Baliwag-Alicmas Banganan BayubayNo ratings yet
- Siemens C321 Smart LockDocument2 pagesSiemens C321 Smart LockBapharosNo ratings yet
- Adding Print PDF To Custom ModuleDocument3 pagesAdding Print PDF To Custom ModuleNguyễn Vương AnhNo ratings yet
- q2 Long Quiz 002 EntreDocument8 pagesq2 Long Quiz 002 EntreMonn Justine Sabido0% (1)
- Lozada V Bracewell DigestDocument3 pagesLozada V Bracewell DigestMickey OrtegaNo ratings yet
- Case Title: G.R. No.: Date: Venue: Ponente: Subject: TopicDocument3 pagesCase Title: G.R. No.: Date: Venue: Ponente: Subject: TopicninaNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)