You might also like
- Mazatrol Fusion 640M Pro Alarm ListDocument98 pagesMazatrol Fusion 640M Pro Alarm Listrain21cn163.comNo ratings yet
- Mitsubishi Manuals 538 PDFDocument242 pagesMitsubishi Manuals 538 PDFFlashPT100% (3)
- Mazak Mazatrol Matrix Control Classroom Maintneance Manual C740MT0201E PDFDocument420 pagesMazak Mazatrol Matrix Control Classroom Maintneance Manual C740MT0201E PDFosteanu100% (2)
- Machine Relocation Detector Battery Replacement Procedure Manual Mazak Fusion 640 Matrix, Nexus, SmartDocument19 pagesMachine Relocation Detector Battery Replacement Procedure Manual Mazak Fusion 640 Matrix, Nexus, SmartosteanuNo ratings yet
- Manual Mitsubishi - MR-J2-CTDocument212 pagesManual Mitsubishi - MR-J2-CTmiltonrighettoNo ratings yet
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDocument89 pagesApplications Training For Integrex-100 400MkIII Series Mazatrol FusionjaniNo ratings yet
- MAZAK MatrixMillTurn EIA ProgManualDocument618 pagesMAZAK MatrixMillTurn EIA ProgManuallastowlNo ratings yet
- MazakDocument74 pagesMazakphuongdx100% (1)
- Manual and Programming Guide for Mazak Fusion 640TX CNCDocument366 pagesManual and Programming Guide for Mazak Fusion 640TX CNCMatthew GutierrezNo ratings yet
- INTEGREX-100~400MkIII APPLICATIONS TRAINING MANUALDocument122 pagesINTEGREX-100~400MkIII APPLICATIONS TRAINING MANUALNikola Čegec100% (1)
- Mazatrol Programming Manual GuideDocument356 pagesMazatrol Programming Manual GuideJPPNo ratings yet
- Km-Nlx-A0en 1 L42165a01Document420 pagesKm-Nlx-A0en 1 L42165a01JoeNo ratings yet
- Mazak Int MarkIV ATC Operation Menu and Recovery ProceduresDocument11 pagesMazak Int MarkIV ATC Operation Menu and Recovery ProceduresArturo LopezNo ratings yet
- Alarm Parameter ManualDocument459 pagesAlarm Parameter ManualDenise Roper50% (2)
- MAZAK Matrix2 EIA ProgManualDocument502 pagesMAZAK Matrix2 EIA ProgManuallastowl50% (2)
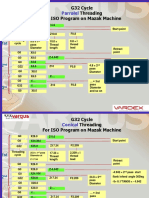
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50No ratings yet
- Mazak Integrex J Series Parameter List MCode List Alarm ListDocument760 pagesMazak Integrex J Series Parameter List MCode List Alarm ListAju Augustine100% (2)
- QT350 Alarm ListDocument102 pagesQT350 Alarm ListAbdul Leon50% (2)
- Return to Main MenuDocument80 pagesReturn to Main MenuArturo LopezNo ratings yet
- Mazak Parameter List, M-Codes, Alarm Manual Forl MatrixDocument490 pagesMazak Parameter List, M-Codes, Alarm Manual Forl MatrixMauro S Cabral100% (1)
- Rigid Tapping Troubleshooting GuideDocument6 pagesRigid Tapping Troubleshooting GuideTony AntonyNo ratings yet
- Meldas 64Document352 pagesMeldas 64Maria Cristina MendesNo ratings yet
- CD30LA0011EDocument357 pagesCD30LA0011EMichael Naím Dévora QuintanarNo ratings yet
- Return to Library Ladder Diagram for Quick Turn 8N - 40N (T32-2Document146 pagesReturn to Library Ladder Diagram for Quick Turn 8N - 40N (T32-2Jay Jay100% (1)
- Application Installation On Matrix H740sa0010eDocument8 pagesApplication Installation On Matrix H740sa0010eMACKAY9999No ratings yet
- Mazak 640M PLC Edit ProcedureDocument1 pageMazak 640M PLC Edit ProcedureRMK BrothersNo ratings yet
- Mazatrol Matrix Nexus Connection and Maintenance ManualDocument155 pagesMazatrol Matrix Nexus Connection and Maintenance ManualAlex Man100% (4)
- Maintenance Manual: INTEGREX E-1060v/6 IIDocument156 pagesMaintenance Manual: INTEGREX E-1060v/6 IIzotya54100% (2)
- DD 129283005 CDocument79 pagesDD 129283005 CTensaigaNo ratings yet
- CD30MA0012EDocument130 pagesCD30MA0012EMichael Naím Dévora QuintanarNo ratings yet
- MAZAK 510C Matrix ProgManualDocument412 pagesMAZAK 510C Matrix ProgManuallastowlNo ratings yet
- Checking Backlash in Machining CentersDocument4 pagesChecking Backlash in Machining CentersKurma RaoNo ratings yet
- MazakDocument614 pagesMazakphuongdx86% (7)
- Haas VF Manual PDFDocument564 pagesHaas VF Manual PDFPatryk Kiciński100% (1)
- D5 M640T Parameter H734SA0033EDocument244 pagesD5 M640T Parameter H734SA0033Ezotya54No ratings yet
- MazakDocument2 pagesMazakLuis Margaret Aldape100% (1)
- Mazak Alignment Procedure Integrex MK-IVDocument14 pagesMazak Alignment Procedure Integrex MK-IVMauro S Cabral100% (2)
- Mazak Programing Class BookDocument510 pagesMazak Programing Class BookBriciu Teofil Mihail100% (7)
- C734pbt018e EiaisoDocument354 pagesC734pbt018e EiaisoMiriam Villafana100% (1)
- Fanuc Alarms Fanuc Series 15 Alarm CodesDocument11 pagesFanuc Alarms Fanuc Series 15 Alarm CodesRevolusiSoekarno100% (1)
- Mazak Fusion 640M How To Disable A Servo or Spindle DriveDocument6 pagesMazak Fusion 640M How To Disable A Servo or Spindle DriveTensaigaNo ratings yet
- Calibrare Tool Eye MazakDocument1 pageCalibrare Tool Eye MazakqdarioNo ratings yet
- Serial No. 269443: Maintenance Manual Machine Relocation DetectorDocument18 pagesSerial No. 269443: Maintenance Manual Machine Relocation Detectoraditoma44100% (1)
- Fanuc 21i Alarm CodesDocument14 pagesFanuc 21i Alarm CodesRevolusiSoekarnoNo ratings yet
- Mazak 640 Series How To Restore NC DataDocument4 pagesMazak 640 Series How To Restore NC DataTensaiga100% (1)
- Adjusting B-axis Zero Return PositionDocument4 pagesAdjusting B-axis Zero Return Positionmahdi elmayNo ratings yet
- Cyclone Fanuc OTADocument68 pagesCyclone Fanuc OTAPham LongNo ratings yet
- Renishaw.-Installation Manual For Machine ToolsDocument220 pagesRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- Mazak Integrex ATC Alignment ProcedureDocument29 pagesMazak Integrex ATC Alignment Procedureganesan 0011100% (1)
- Vietnam Oil and Gas Corporation (Petrovietnam) Dung Quat Refinery (DQR) ProjectDocument8 pagesVietnam Oil and Gas Corporation (Petrovietnam) Dung Quat Refinery (DQR) ProjectSudip ShresthaNo ratings yet
- Bevel Gear Formula - MasterDocument191 pagesBevel Gear Formula - Masterer_winwibowo100% (1)
- Gears: Dr. Mostafa Rostom A. Atia Associate ProfDocument41 pagesGears: Dr. Mostafa Rostom A. Atia Associate ProfKOMATSU SHOVELNo ratings yet
- Data Plate Bearing Untuk Sub Grade Konstruksi SC 100 dan 150 kg/m3Document8 pagesData Plate Bearing Untuk Sub Grade Konstruksi SC 100 dan 150 kg/m3Nursan MuksinNo ratings yet
- Data 1Document11 pagesData 1ARUNNo ratings yet
- Nenutec Product Catalogue'23 NABM 02NmDocument4 pagesNenutec Product Catalogue'23 NABM 02Nmphuoc le vanNo ratings yet
- Nabm Series Ball Valve Actuator: Modulating Control 10 NMDocument5 pagesNabm Series Ball Valve Actuator: Modulating Control 10 NMHoàngViệtAnhNo ratings yet
- Water Tank - Long WallDocument22 pagesWater Tank - Long WallAbhilash KowndinyaNo ratings yet
- Column D3+Document14 pagesColumn D3+Arvin BhurtunNo ratings yet
- Principle Tower TopDocument15 pagesPrinciple Tower TopAsaru DeenNo ratings yet
- Multus B300Document1 pageMultus B300cmganklNo ratings yet
- ToolBook Mikron Tool English USADocument650 pagesToolBook Mikron Tool English USAMichael FaganNo ratings yet
- BrochureDocument20 pagesBrochurejustinNo ratings yet
- Handbook of COVID19 Prevention and Treatment PDFDocument68 pagesHandbook of COVID19 Prevention and Treatment PDFZaw Min TunNo ratings yet
- ASME B1.11-1958 RMS Microscope ThreadDocument10 pagesASME B1.11-1958 RMS Microscope ThreadMichael FaganNo ratings yet
- Exercitii AdjectivDocument3 pagesExercitii AdjectivFirma GSCNo ratings yet
- 2 1 Flash Klasa 6 Mod 1b Test ExtendedDocument4 pages2 1 Flash Klasa 6 Mod 1b Test ExtendedMonika Ciepłuch-Jarema100% (1)
- Practical 7 - Angiosperms Marking Guide Exercise 1: Class DicotyledonsDocument3 pagesPractical 7 - Angiosperms Marking Guide Exercise 1: Class DicotyledonsDitiro Maletsanake50% (2)
- Image Processing Based Leaf Rot Disease, Detection of Betel Vine (Piper Betlel.)Document7 pagesImage Processing Based Leaf Rot Disease, Detection of Betel Vine (Piper Betlel.)ManiNo ratings yet
- Kraby System 2018Document22 pagesKraby System 2018soga010178No ratings yet
- Fi & EiDocument3 pagesFi & EiPrasanna S Kulkarni100% (1)
- Monthly Fire Extinguisher Inspection ChecklistDocument2 pagesMonthly Fire Extinguisher Inspection ChecklistisaacbombayNo ratings yet
- Chapter 3Document58 pagesChapter 3hasanNo ratings yet
- Aircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionDocument146 pagesAircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionTAMILSELVAM NALLUSAMYNo ratings yet
- White Lies - Core RulebookDocument136 pagesWhite Lies - Core RulebookThiago AlmeidaNo ratings yet
- Growth, Stagnation or Decline? Agfficulturalproductm'Iy in British IndiaDocument290 pagesGrowth, Stagnation or Decline? Agfficulturalproductm'Iy in British IndiaHarshadeep BiswasNo ratings yet
- Dog Cake Recipe For Dozer's Birthday! - RecipeTin EatsDocument36 pagesDog Cake Recipe For Dozer's Birthday! - RecipeTin EatsZyreen Kate CataquisNo ratings yet
- AAB 075323 EPDM Waterproofing Membrane (For RC Roof Build-Up Inc. Insulation)Document3 pagesAAB 075323 EPDM Waterproofing Membrane (For RC Roof Build-Up Inc. Insulation)tewodrosNo ratings yet
- Alaina W - Food Project ReflectionDocument1 pageAlaina W - Food Project Reflectionapi-438601399No ratings yet
- LP PG Conversion To Thar CoalDocument3 pagesLP PG Conversion To Thar CoalRaja Zeeshan100% (1)
- Angle of Depression Lesson for Grade 9 MathDocument6 pagesAngle of Depression Lesson for Grade 9 MathPatrick Guerra100% (1)
- DM3xxx Accessory List LeafletDocument2 pagesDM3xxx Accessory List LeafletAdvantec SrlNo ratings yet
- Captured Ammunition Bulletin No 1Document34 pagesCaptured Ammunition Bulletin No 1roberto porto100% (1)
- Steel Grid StructureDocument2 pagesSteel Grid StructureKusum RawatNo ratings yet
- management of burns readingDocument28 pagesmanagement of burns readinghimanshugupta811997No ratings yet
- Oxygen Concentrator SpecificationsDocument3 pagesOxygen Concentrator Specificationsmino pharmNo ratings yet
- Path Loss Models and Wireless Propagation EffectsDocument17 pagesPath Loss Models and Wireless Propagation EffectsAhsan RafiqNo ratings yet
- Porsche Boxster Versus Factory Five 818Document8 pagesPorsche Boxster Versus Factory Five 818SteveNo ratings yet
- Quarter 1-Module 2 Modern ArtDocument20 pagesQuarter 1-Module 2 Modern ArtKimberly Trocio Kim100% (1)
- Philips HD5 enDocument5 pagesPhilips HD5 enmohamed boufasNo ratings yet
- Flange Insulation Sets: Technical SpecificationDocument6 pagesFlange Insulation Sets: Technical SpecificationNor Azlan AwangNo ratings yet
- Melese Hotel ST ReportDocument74 pagesMelese Hotel ST ReportKidist MollaNo ratings yet
- Altivar ATV61HU55N4 CatalogueDocument4 pagesAltivar ATV61HU55N4 CatalogueEugen Marius BadescuNo ratings yet
- MUSCULAR SYSTEM WORKSHEET Slides 1 To 4Document4 pagesMUSCULAR SYSTEM WORKSHEET Slides 1 To 4kwaiyuen ohnNo ratings yet
- Rites of Acceptance For Altar Servers PDFDocument3 pagesRites of Acceptance For Altar Servers PDFJohn Carl Aparicio100% (1)