You might also like
- Student Exploration: Uniform Circular MotionDocument5 pagesStudent Exploration: Uniform Circular MotionJoseph Chang80% (5)
- Mazak Integrex ATC Alignment ProcedureDocument29 pagesMazak Integrex ATC Alignment Procedureganesan 0011100% (1)
- Mazak Alignment Procedure Integrex MK-IVDocument14 pagesMazak Alignment Procedure Integrex MK-IVMauro S Cabral100% (2)
- MazakDocument74 pagesMazakphuongdx100% (1)
- Mazatrol Programming Manual GuideDocument356 pagesMazatrol Programming Manual GuideJPPNo ratings yet
- PROGRAMMING MANUAL FOR MACHINING CENTER MODELS MH-403, 503, 633, 1003 AND MSG-501, 502 NC UNITSDocument475 pagesPROGRAMMING MANUAL FOR MACHINING CENTER MODELS MH-403, 503, 633, 1003 AND MSG-501, 502 NC UNITSFrancisco SandovalNo ratings yet
- Operating Manual: Mazatrol SmoothcDocument84 pagesOperating Manual: Mazatrol SmoothcLuis VargasNo ratings yet
- Prog Eia-Iso MP 6200y PDFDocument356 pagesProg Eia-Iso MP 6200y PDFAmy GriffinNo ratings yet
- Mazak Mazatech v-515 en v1Document8 pagesMazak Mazatech v-515 en v1Mauricio A. Tamayo RamirezNo ratings yet
- NTX 10006600 Post Manual 20120601Document197 pagesNTX 10006600 Post Manual 20120601Cristian VegaNo ratings yet
- Cincom Evolution Line: Sliding Headstock Type Automatic CNC LatheDocument8 pagesCincom Evolution Line: Sliding Headstock Type Automatic CNC Lathecmgankl100% (1)
- Programming Manual: Mazatrol Matrix NexusDocument350 pagesProgramming Manual: Mazatrol Matrix NexusMilton Righetto Nass100% (1)
- Mazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineDocument3 pagesMazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineAlberto SabasNo ratings yet
- Mori - ATC38 - 50 Installation - Maintenance Manual PDFDocument54 pagesMori - ATC38 - 50 Installation - Maintenance Manual PDFTheo SouzaNo ratings yet
- Parameter List: Mazatrol M PlusDocument136 pagesParameter List: Mazatrol M PlusОлег СуворовNo ratings yet
- Mazatrol Matrix Programming ManualDocument618 pagesMazatrol Matrix Programming ManualCorey YoungNo ratings yet
- Machine Tool Touch Probes GuideDocument44 pagesMachine Tool Touch Probes GuideMonteagudoNo ratings yet
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesNo ratings yet
- 38M21C-1809EN Instruction ManualDocument396 pages38M21C-1809EN Instruction ManualCoptil NicolaeNo ratings yet
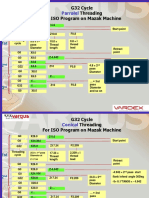
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50No ratings yet
- Programming Manual - Mazatrol Preview 3 - H763PA0017EDocument224 pagesProgramming Manual - Mazatrol Preview 3 - H763PA0017EIvan YordanovNo ratings yet
- MAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalogDocument2 pagesMAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalograzielakaNo ratings yet
- Datasheet Monitor Mazak ControlDocument1 pageDatasheet Monitor Mazak Controlzotya54No ratings yet
- MAZAK MatrixMillTurn EIA ProgManualDocument618 pagesMAZAK MatrixMillTurn EIA ProgManuallastowlNo ratings yet
- Manual and Programming Guide for Mazak Fusion 640TX CNCDocument366 pagesManual and Programming Guide for Mazak Fusion 640TX CNCMatthew GutierrezNo ratings yet
- Fusion640t Programming, Online, SummaryDocument7 pagesFusion640t Programming, Online, SummaryGuillermo Ramirez100% (1)
- Checking Backlash in Machining CentersDocument4 pagesChecking Backlash in Machining CentersKurma RaoNo ratings yet
- Oprawki - Mazak Schite DeseneDocument32 pagesOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- MAZAK Matrix2 EIA ProgManualDocument502 pagesMAZAK Matrix2 EIA ProgManuallastowl50% (2)
- Machine Relocation Detector Battery Replacement Procedure Manual Mazak Fusion 640 Matrix, Nexus, SmartDocument19 pagesMachine Relocation Detector Battery Replacement Procedure Manual Mazak Fusion 640 Matrix, Nexus, SmartosteanuNo ratings yet
- Serial No. 262108Document10 pagesSerial No. 262108TensaigaNo ratings yet
- MS CitizenDocument22 pagesMS CitizenFavoreel PatrickNo ratings yet
- MAZAK 510C Matrix ProgManualDocument412 pagesMAZAK 510C Matrix ProgManuallastowlNo ratings yet
- Makino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Document38 pagesMakino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Max LitvinNo ratings yet
- V55 Maintenance 5Document5 pagesV55 Maintenance 5วรพงษ์ กอชัชวาลNo ratings yet
- MR j2 CT m6 Setup - WDocument56 pagesMR j2 CT m6 Setup - WMauro S CabralNo ratings yet
- Mazak Fusion 640M How To Disable A Servo or Spindle DriveDocument6 pagesMazak Fusion 640M How To Disable A Servo or Spindle DriveTensaigaNo ratings yet
- MazakDocument2 pagesMazakLuis Margaret Aldape100% (1)
- Basic Parameter Setting Needs To Be Done To Run Two Servo and One Spindle - For 0i-FDocument6 pagesBasic Parameter Setting Needs To Be Done To Run Two Servo and One Spindle - For 0i-FAdvance CNC TechnologiesNo ratings yet
- OkumaDocument509 pagesOkumaMarijan Perković100% (1)
- M800S - M80 - E80 Series Connection and Setup ManualDocument6 pagesM800S - M80 - E80 Series Connection and Setup ManualTensaigaNo ratings yet
- B-64434en 01Document146 pagesB-64434en 01mt7038No ratings yet
- F400 Instruction Manual PDFDocument414 pagesF400 Instruction Manual PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна КореяNo ratings yet
- DD 129283005 CDocument79 pagesDD 129283005 CTensaigaNo ratings yet
- Service Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation PositionDocument1 pageService Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation Positionmahdi elmay100% (1)
- Maza Trol M 2 Operator ManualDocument5 pagesMaza Trol M 2 Operator Manualcamb2270100% (1)
- Genos-En CNC OkumaDocument13 pagesGenos-En CNC Okumahggil380250% (2)
- Return to Library Ladder Diagram for Quick Turn 8N - 40N (T32-2Document146 pagesReturn to Library Ladder Diagram for Quick Turn 8N - 40N (T32-2Jay Jay100% (1)
- Doosan-Fanuc High Speed ModeDocument2 pagesDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- MR J2 Set Up Software BNP-B2208 PDFDocument70 pagesMR J2 Set Up Software BNP-B2208 PDFCristopher EntenaNo ratings yet
- Serial No. 269443: Maintenance Manual Machine Relocation DetectorDocument18 pagesSerial No. 269443: Maintenance Manual Machine Relocation Detectoraditoma44100% (1)
- Manual de InstruçãoDocument201 pagesManual de InstruçãoElaine ValdemirNo ratings yet
- SOP For Mazak Integrex I100 STDocument7 pagesSOP For Mazak Integrex I100 STAju AugustineNo ratings yet
- Doosan BMT65 ToolingDocument28 pagesDoosan BMT65 Toolingmarcos lemosNo ratings yet
- DDB72083054ADocument399 pagesDDB72083054ADEISON100% (1)
- Okuma Osp5000Document2 pagesOkuma Osp5000Zoran VujadinovicNo ratings yet
- Manual Guide I CNC Milling Made Easy ManualDocument126 pagesManual Guide I CNC Milling Made Easy ManualJasminNo ratings yet
- How To Disassemble The Turret Clamp UnclampDocument13 pagesHow To Disassemble The Turret Clamp Unclampangeldorta2002No ratings yet
- A One Day Training Programme ON: CNC Programming With Practical ApproachDocument55 pagesA One Day Training Programme ON: CNC Programming With Practical ApproachAscentNo ratings yet
- Study on Tool Presetter Setup and Offset MeasurementDocument5 pagesStudy on Tool Presetter Setup and Offset MeasurementAnonymous 5AmJ13mLkNo ratings yet
- CNC Lab AssignmentDocument10 pagesCNC Lab Assignmentkapil.scribdNo ratings yet
- Genuine Accessories: 48V SHVS Mild Hybrid System ModelDocument14 pagesGenuine Accessories: 48V SHVS Mild Hybrid System ModelqdarioNo ratings yet
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDocument122 pagesApplications Training For Integrex-100 400MkIII Series Mazatrol Fusiontsaladyga100% (6)
- Procedure to restore precision of Integrex-Iv: INTEプロ 改良G INTEプロ 改良GDocument14 pagesProcedure to restore precision of Integrex-Iv: INTEプロ 改良G INTEプロ 改良GqdarioNo ratings yet
- Machine Tool Probes: Section 2Document54 pagesMachine Tool Probes: Section 2qdarioNo ratings yet
- SX4 S-Cross Hybrid 48V - Radacini Auto Motor Varianta 2 Si 3Document12 pagesSX4 S-Cross Hybrid 48V - Radacini Auto Motor Varianta 2 Si 3qdarioNo ratings yet
- Duster Preturi 2021Document4 pagesDuster Preturi 2021qdarioNo ratings yet
- Yaskawa Siemens CNC Series: Programming Manual FundamentalsDocument517 pagesYaskawa Siemens CNC Series: Programming Manual FundamentalsStanko RadovanovicNo ratings yet
- FB1 0211 en en-USDocument1,799 pagesFB1 0211 en en-USalejandro777_eNo ratings yet
- Machine Tool Probes: Section 2Document54 pagesMachine Tool Probes: Section 2qdarioNo ratings yet
- Sinumerik 840D SL - 828D - Job PlanningDocument848 pagesSinumerik 840D SL - 828D - Job PlanningLincoln AntonioNo ratings yet
- Siemens CNC Userguide PDFDocument150 pagesSiemens CNC Userguide PDFmihay_sms50% (2)
- Sinumerik 840DDocument560 pagesSinumerik 840DvagcoutoNo ratings yet
- Beginners Manual SinumerikDocument132 pagesBeginners Manual SinumerikVictor.Blaj161No ratings yet
- BHUsl 0313 Enen USDocument373 pagesBHUsl 0313 Enen USqdarioNo ratings yet
- Operator's - Guide Sinumerik 840DDocument506 pagesOperator's - Guide Sinumerik 840Dmalick_l_c100% (1)
- FBWSL 0212 en PDFDocument522 pagesFBWSL 0212 en PDFAuditio MandhanyNo ratings yet
- Ma1 PDFDocument316 pagesMa1 PDFRMK BrothersNo ratings yet
- Sinumerik 840D SL - 828D - ISO Turning PDFDocument214 pagesSinumerik 840D SL - 828D - ISO Turning PDFLincoln AntonioNo ratings yet
- BHDSL 0313 Enen USDocument822 pagesBHDSL 0313 Enen USshiva dNo ratings yet
- Short Guide Programming Sinumerik 840DDocument101 pagesShort Guide Programming Sinumerik 840DIlija BozovicNo ratings yet
- Yaskawa Siemens CNC Series: Programming Manual FundamentalsDocument517 pagesYaskawa Siemens CNC Series: Programming Manual FundamentalsStanko RadovanovicNo ratings yet
- Sinumerik Sinumerik 840D SL NCU 7x0.2Document112 pagesSinumerik Sinumerik 840D SL NCU 7x0.2qdarioNo ratings yet
- Operacao Do HMI - BADDocument470 pagesOperacao Do HMI - BADValter SilvaNo ratings yet
- FBFA0307 enDocument206 pagesFBFA0307 enPaulNo ratings yet
- HBI0105 enDocument548 pagesHBI0105 enqdarioNo ratings yet
- 840D Start UpDocument298 pages840D Start UpmrtansNo ratings yet
- Quadrotor UAV Fuzzy Control for PID Tuning in Hover ModeDocument6 pagesQuadrotor UAV Fuzzy Control for PID Tuning in Hover ModeGál Károly-IstvánNo ratings yet
- Soal Tugas B.inggrisDocument3 pagesSoal Tugas B.inggriscynthiaNo ratings yet
- Malware Infographics by SlidesgoDocument33 pagesMalware Infographics by SlidesgoAfryan ArdiansyahNo ratings yet
- Astm C78 - Group10Document23 pagesAstm C78 - Group10Miyamura IzumiNo ratings yet
- CFS Composite BeamsDocument19 pagesCFS Composite BeamsOrhan YanyatmazNo ratings yet
- ES-105 Brochure PDFDocument2 pagesES-105 Brochure PDFNormie ElominaNo ratings yet
- 2.9 Perimeter Word Prob 1 QDocument3 pages2.9 Perimeter Word Prob 1 QAarti PadiaNo ratings yet
- General Disclaimer One or More of The Following Statements May Affect This DocumentDocument104 pagesGeneral Disclaimer One or More of The Following Statements May Affect This DocumentSethuraman Kumarappan (KPCL)No ratings yet
- Abb Motors Pricelist PDFDocument12 pagesAbb Motors Pricelist PDFAnshika EngineeringNo ratings yet
- Universal Beam and Column Properties SheetDocument11 pagesUniversal Beam and Column Properties SheetkalpanaadhiNo ratings yet
- Full Download Solutions Manual For Engineering Vibration 4th by Inman 0132871696 PDF Full ChapterDocument36 pagesFull Download Solutions Manual For Engineering Vibration 4th by Inman 0132871696 PDF Full Chapterpolelessfeck8avz100% (16)
- VMC - SOSE JEE MAINS - 4 (Question Paper)Document14 pagesVMC - SOSE JEE MAINS - 4 (Question Paper)Gunjan SinghNo ratings yet
- C. Conservation and Dissipation of Energy: Fiberglass Insulation Wool InsulationDocument3 pagesC. Conservation and Dissipation of Energy: Fiberglass Insulation Wool InsulationGUSADHIAoNo ratings yet
- Ta-93-1 Reciprocating Compressor Foundations Loading, Design Analysis, Monitoring & RepairDocument89 pagesTa-93-1 Reciprocating Compressor Foundations Loading, Design Analysis, Monitoring & RepairMoGHNo ratings yet
- Build and Turn Well Planning Methods: Plan Tab (Plan Editor Dialog)Document2 pagesBuild and Turn Well Planning Methods: Plan Tab (Plan Editor Dialog)sina giahkarNo ratings yet
- Optimal Control For Chemical EngineersDocument310 pagesOptimal Control For Chemical EngineersIrma BrennanNo ratings yet
- Minimum Current For Detachment of Electrolytic BubblesDocument5 pagesMinimum Current For Detachment of Electrolytic Bubblesclean420No ratings yet
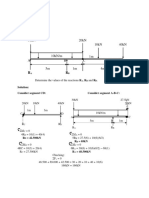
- Solutions To Continuous BeamDocument3 pagesSolutions To Continuous BeamElle HeartfiliaNo ratings yet
- RSW 3 - OutlineDocument7 pagesRSW 3 - OutlineJorisNo ratings yet
- Literature Review On Groundnut DryerDocument14 pagesLiterature Review On Groundnut DryerTolulope Akinbola OgunbosoyeNo ratings yet
- Corrosion Prevention Specialists: Test Certificate 6901Document1 pageCorrosion Prevention Specialists: Test Certificate 6901Amandeep SinghNo ratings yet
- PHYSICS Form Four District 2023Document4 pagesPHYSICS Form Four District 2023Mukhusini SudiNo ratings yet
- Construction CentricsustainabilityofprecastDocument16 pagesConstruction CentricsustainabilityofprecastIndra MishraNo ratings yet
- Class 10 Remedial Classes SyllabiDocument3 pagesClass 10 Remedial Classes Syllabisiddhisharma0708No ratings yet
- 1.5 Transformations of Functions HardDocument8 pages1.5 Transformations of Functions HardAkshathSai MankalaNo ratings yet
- Direct Hydrocarbon IndicatorsDocument52 pagesDirect Hydrocarbon Indicatorsnwankwovincent61100% (1)
- Electrical Power Transmission 1Document5 pagesElectrical Power Transmission 1FaisalSoNo ratings yet
- Design and Implementation of Conformal Microstrip Patch Antenna For X-Band ApplicationsDocument8 pagesDesign and Implementation of Conformal Microstrip Patch Antenna For X-Band ApplicationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- TR13 - REF NCT - Old CT - NCT PH - REF CT - 1 - Copy (3 Files Merged)Document104 pagesTR13 - REF NCT - Old CT - NCT PH - REF CT - 1 - Copy (3 Files Merged)SARAVANAN ANo ratings yet