You might also like
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- EM-504 - Fall 2019 - Term Paper Final - Report - Humayon Zafar - WeekendDocument21 pagesEM-504 - Fall 2019 - Term Paper Final - Report - Humayon Zafar - Weekendhumayon thearchNo ratings yet
- Welders and NDT WorkshopDocument9 pagesWelders and NDT WorkshopNicholasKalumNo ratings yet
- Metal Industry Covid 19 Impact Digital TransformationDocument9 pagesMetal Industry Covid 19 Impact Digital TransformationPatrick PrakasaNo ratings yet
- 506-Article Text-605-1-10-20190903Document9 pages506-Article Text-605-1-10-20190903nykaelNo ratings yet
- Application of Kaizen Concept With 8 Steps PDCA ToDocument12 pagesApplication of Kaizen Concept With 8 Steps PDCA TorizskyameliaNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- An Analysis of Marginal Costing Technique of Pipe Tech Hydraulic Manufacturing Company"Document58 pagesAn Analysis of Marginal Costing Technique of Pipe Tech Hydraulic Manufacturing Company"Vaishnavi loyaNo ratings yet
- Production of Wax Size For Textile YarnDocument9 pagesProduction of Wax Size For Textile YarnOUSMAN SEIDNo ratings yet
- Case Study 2 (Supplier Evaluation Using AHP Approach)Document12 pagesCase Study 2 (Supplier Evaluation Using AHP Approach)Lukman AhmadNo ratings yet
- Tooling Engineer NithinDocument2 pagesTooling Engineer NithinARUN VISHWAKARMANo ratings yet
- Processes 10 02444 v3Document34 pagesProcesses 10 02444 v3juan carlos vera peñaNo ratings yet
- Cost of Quality As A Driver For Continuous Improvement - Case Study - Company XDocument8 pagesCost of Quality As A Driver For Continuous Improvement - Case Study - Company XAbdur Rahman UsamaNo ratings yet
- Part B CompleteDocument81 pagesPart B CompleteRanjith Kumar DNo ratings yet
- "Kuraloane Fab Tech Private Limited" at BangaloreDocument23 pages"Kuraloane Fab Tech Private Limited" at BangaloreCHANDAN CHANDUNo ratings yet
- Production of De-Foamer For Emulsion PaintDocument9 pagesProduction of De-Foamer For Emulsion PaintA.jamilNo ratings yet
- Cost of Poor Quality Analysis For Automobile Industry: A Case StudyDocument15 pagesCost of Poor Quality Analysis For Automobile Industry: A Case Study李庆森No ratings yet
- ANU Final ReportDocument84 pagesANU Final ReportRanjith Kumar DNo ratings yet
- Manufactring Mmanagement PDFDocument30 pagesManufactring Mmanagement PDFAbbyramy DanabalaNo ratings yet
- Packaging Trends 2024 Ebook2Document19 pagesPackaging Trends 2024 Ebook2Hoosain AbbassNo ratings yet
- AnuThesis Front Part FinalDocument9 pagesAnuThesis Front Part Finaljohn0% (1)
- A Project On Cost of QualityDocument46 pagesA Project On Cost of QualitySamar InaniNo ratings yet
- Supplier Evaluation in The Construction SectorDocument4 pagesSupplier Evaluation in The Construction SectorgpjegatheeshNo ratings yet
- OPM Spring 2021 Lec 2 18032021 103358amDocument34 pagesOPM Spring 2021 Lec 2 18032021 103358amTahreem KhanNo ratings yet
- Proposal Final OctoberDocument8 pagesProposal Final October22f1001091No ratings yet
- REndraca - ResumeDocument2 pagesREndraca - ResumeHemlata GuptaNo ratings yet
- Six Sigma Process Improvements in Automotive Parts ProductionDocument8 pagesSix Sigma Process Improvements in Automotive Parts ProductionandullaNo ratings yet
- C6 STMDocument23 pagesC6 STMPratyush BaruaNo ratings yet
- Lean Thinking Through The Perspective of The Construction IndustryDocument23 pagesLean Thinking Through The Perspective of The Construction IndustryIVANDALE GUNDRANNo ratings yet
- International Journal 'Glass Bottle Industry'Document20 pagesInternational Journal 'Glass Bottle Industry'Rikhi SobariNo ratings yet
- Mark Knofler: Career OverviewDocument2 pagesMark Knofler: Career OverviewknoflerNo ratings yet
- Improving Cycle Time Using Value Stream Mapping inDocument12 pagesImproving Cycle Time Using Value Stream Mapping indanuNo ratings yet
- 2022 Future of Automation Executive SummaryDocument10 pages2022 Future of Automation Executive SummaryMADHAVI BARIYANo ratings yet
- Qiddr Khan CVDocument2 pagesQiddr Khan CVQais AliNo ratings yet
- CompetitividadIndida 3Document26 pagesCompetitividadIndida 3hugounam1No ratings yet
- Project Management: Assignment 1 - Manufacturing SectorDocument8 pagesProject Management: Assignment 1 - Manufacturing SectorJunaid Ahmed RahatNo ratings yet
- BrochureV4 - APM4.0 LEADConEx 2023Document10 pagesBrochureV4 - APM4.0 LEADConEx 2023Sherwin SabandoNo ratings yet
- Dissertation Additive FertigungDocument5 pagesDissertation Additive FertigungBestPaperWritingServiceReviewsUK100% (1)
- Perceived Quality of Products A Framework and Attributes Ranking MethodDocument51 pagesPerceived Quality of Products A Framework and Attributes Ranking Methodlan leNo ratings yet
- Manufacturing Service Quality ModelDocument24 pagesManufacturing Service Quality ModelzemenuNo ratings yet
- Itp Metal Casting Metalcasting Industry Technology RoadmapDocument72 pagesItp Metal Casting Metalcasting Industry Technology RoadmapKarthikeyan MuthukumarasamyNo ratings yet
- Ieim2022 13Document6 pagesIeim2022 13Solci AbantoNo ratings yet
- The Effect of Total Quality Management Implementation On Quality Performance Through Knowledge Management and Quality Culture As Mediating Variable at PT XYZDocument11 pagesThe Effect of Total Quality Management Implementation On Quality Performance Through Knowledge Management and Quality Culture As Mediating Variable at PT XYZInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Materials Today: Proceedings: R.S. Barot, Jay Patel, Balkrushna Sharma, Bhargav Rathod, Harshad Solanki, Yash PatelDocument8 pagesMaterials Today: Proceedings: R.S. Barot, Jay Patel, Balkrushna Sharma, Bhargav Rathod, Harshad Solanki, Yash PatelErdin EkoNo ratings yet
- A Review: Models Costing Quality and Its Impact On The Planning and Control Processes in Manufacturing IndustriesDocument16 pagesA Review: Models Costing Quality and Its Impact On The Planning and Control Processes in Manufacturing IndustriesEMMANUEL ADJEINo ratings yet
- Cia 1 Business Process ModellingDocument25 pagesCia 1 Business Process ModellingDeepali DeeptiNo ratings yet
- Six SigmaDocument13 pagesSix SigmaAntonie PomaNo ratings yet
- Simta ReportDocument33 pagesSimta ReportSATHIYA13No ratings yet
- A Study On Decisive Tool "Value Stream Mapping "To Excel The Potentiality of Manufacturing IndustriesDocument16 pagesA Study On Decisive Tool "Value Stream Mapping "To Excel The Potentiality of Manufacturing IndustriesliễuNo ratings yet
- BITS Pilani: Smarter Investments, Outstanding ResultsDocument17 pagesBITS Pilani: Smarter Investments, Outstanding ResultsMahesh Kumar SNo ratings yet
- Assignments-Mba Sem-Iii: Subject Code: QM0002Document17 pagesAssignments-Mba Sem-Iii: Subject Code: QM0002Mithesh KumarNo ratings yet
- Asutdy For Plastic Industrial NeedDocument31 pagesAsutdy For Plastic Industrial NeedLYNo ratings yet
- Feasibility StudyDocument4 pagesFeasibility StudytomarifianNo ratings yet
- 10 Activity 1Document3 pages10 Activity 1Lyka DollesinNo ratings yet
- TLS PDFDocument36 pagesTLS PDFAmrita KhatriNo ratings yet
- Perceived Quality of Products: A Framework and Attributes Ranking MethodDocument33 pagesPerceived Quality of Products: A Framework and Attributes Ranking MethodRachida JarrariNo ratings yet
- System Implementation Traffic LightDocument36 pagesSystem Implementation Traffic LightDurbar DasguptaNo ratings yet
- Advanced Concepts of GD&T: Workshop OnDocument1 pageAdvanced Concepts of GD&T: Workshop OnAfzalNo ratings yet
- GRJ 3319Document8 pagesGRJ 3319Devendra RaiNo ratings yet
- Recruitment and SelectionDocument64 pagesRecruitment and SelectionPuja Kumari50% (2)
- Sand Testing Report Rev01 NewDocument1 pageSand Testing Report Rev01 NewMuhammad Abrar100% (1)
- Microstructure Report 22-01-2021Document6 pagesMicrostructure Report 22-01-2021Muhammad AbrarNo ratings yet
- List of Apare Parts and ConsumablesDocument1 pageList of Apare Parts and ConsumablesMuhammad AbrarNo ratings yet
- Asif Irshad Sheikh: ContactDocument3 pagesAsif Irshad Sheikh: ContactMuhammad AbrarNo ratings yet
- Sand Lab Testing ReportsDocument1 pageSand Lab Testing ReportsMuhammad AbrarNo ratings yet
- Item List: Sr. No Description UOM RateDocument13 pagesItem List: Sr. No Description UOM RateMuhammad AbrarNo ratings yet
- Muhammad Ajmal: Electrical EngineerDocument1 pageMuhammad Ajmal: Electrical EngineerMuhammad AbrarNo ratings yet
- Kashif Nadeem Qadri BrothersDocument4 pagesKashif Nadeem Qadri BrothersMuhammad AbrarNo ratings yet
- Kashif Nadeem Qadri BrothersDocument4 pagesKashif Nadeem Qadri BrothersMuhammad AbrarNo ratings yet
- Usman Sarwar: ContactDocument2 pagesUsman Sarwar: ContactMuhammad AbrarNo ratings yet
- Muhammad Ajmal: Electrical EngineerDocument1 pageMuhammad Ajmal: Electrical EngineerMuhammad AbrarNo ratings yet
- 7 International Foundry Congress & Exhibition (IFCE-2018) : Your Guide To Foundries in PakistanDocument40 pages7 International Foundry Congress & Exhibition (IFCE-2018) : Your Guide To Foundries in PakistanMuhammad AbrarNo ratings yet
- 3rd Semester ResultDocument1 page3rd Semester ResultMuhammad AbrarNo ratings yet
- Muzamal Mecas FoundryDocument3 pagesMuzamal Mecas FoundryMuhammad AbrarNo ratings yet
- ProfileDocument2 pagesProfileMuhammad AbrarNo ratings yet
- Usman Sarwar: Associate EngineerDocument2 pagesUsman Sarwar: Associate EngineerMuhammad AbrarNo ratings yet
- FIBROTHAL Handbook Heating and Insulation SystemsDocument44 pagesFIBROTHAL Handbook Heating and Insulation SystemsMuhammad AbrarNo ratings yet
- Aluminium Metal Casting PracticeDocument24 pagesAluminium Metal Casting PracticeMuhammad AbrarNo ratings yet
- Qtlo,,R Goe: 9Qj':,, Iu (R) Oj) Un Ar0Jt (LDocument1 pageQtlo,,R Goe: 9Qj':,, Iu (R) Oj) Un Ar0Jt (LMuhammad AbrarNo ratings yet
- Anaphy Lab Notes Specimen SlidesDocument5 pagesAnaphy Lab Notes Specimen SlidesAvi HylixNo ratings yet
- Evaluacion de La Productividad de Un Biorreactor Zymotis en Estado Solido Basada en El Volumen Total Del ReactorDocument10 pagesEvaluacion de La Productividad de Un Biorreactor Zymotis en Estado Solido Basada en El Volumen Total Del ReactorCarlos Andres Mejia BlancoNo ratings yet
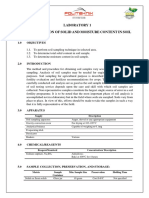
- Experiment 1 Determination of Solid and Moisture Content in SoilDocument4 pagesExperiment 1 Determination of Solid and Moisture Content in SoilnityaNo ratings yet
- The Science of Radio: Paul J. NahinDocument4 pagesThe Science of Radio: Paul J. NahinAsmaa AbduNo ratings yet
- Stormwater Management Plan For St. Regis Site: May 17, 2021Document552 pagesStormwater Management Plan For St. Regis Site: May 17, 2021Mark BerginNo ratings yet
- Dimensions of The Cobas 8100 ModulesDocument4 pagesDimensions of The Cobas 8100 ModulesJurica ErcegNo ratings yet
- GCE As and A Level Subject Content For Further Mathematics With AppendicesDocument25 pagesGCE As and A Level Subject Content For Further Mathematics With AppendiceskuailewudagouNo ratings yet
- Resume RahulPagariaDocument4 pagesResume RahulPagariarahulpagariaNo ratings yet
- Make To Order ScenariosDocument3 pagesMake To Order ScenariosEncyptNo ratings yet
- A 243 MT Exam 20202021 CDocument1 pageA 243 MT Exam 20202021 CIdris Jeffrey MangueraNo ratings yet
- Chapter7 Monitoring and Managing Linux ProcessesDocument3 pagesChapter7 Monitoring and Managing Linux ProcessesHassan MohamedNo ratings yet
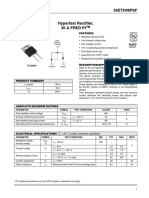
- 30ETH06P DiodoDocument6 pages30ETH06P DiodorepelindNo ratings yet
- ACI 318-11 Example 001 PDFDocument5 pagesACI 318-11 Example 001 PDFVILCANo ratings yet
- Composite Aircraft Structures - A Design Perspective - GM KamathDocument38 pagesComposite Aircraft Structures - A Design Perspective - GM KamathTarik Hassan ElsonniNo ratings yet
- Microsoft Word - C++ AssignmentDocument77 pagesMicrosoft Word - C++ AssignmentSutirtha BhaumikNo ratings yet
- DFSMS/MVS V1R4 Technical Guide: June 1997Document176 pagesDFSMS/MVS V1R4 Technical Guide: June 1997api-3829326No ratings yet
- 8085 Programs MnemonicsDocument3 pages8085 Programs MnemonicsRajeev KumarNo ratings yet
- Mathematics For All The Role of Numeracy in National Math ProgramDocument94 pagesMathematics For All The Role of Numeracy in National Math Programjoemarie.dizon.personalNo ratings yet
- Spencer Multi-Stage Centrifugal Cast Blowers: Power MizerDocument16 pagesSpencer Multi-Stage Centrifugal Cast Blowers: Power MizerfaundesNo ratings yet
- The Optimizing Information Leakage in Multicloud Storage ServicesDocument7 pagesThe Optimizing Information Leakage in Multicloud Storage ServicesEditor IJTSRDNo ratings yet
- Ic0205 Electronic Circuits 2013Document159 pagesIc0205 Electronic Circuits 2013Ramu AlladiNo ratings yet
- PERT and CPMDocument118 pagesPERT and CPMVIGNESH DHANASHEKHARNo ratings yet
- Drive Systems On ConveyorsDocument7 pagesDrive Systems On Conveyorsrudolfhose100% (1)
- API Bit Size - Casing ClearanceDocument1 pageAPI Bit Size - Casing ClearanceMohamedElAbbasyNo ratings yet
- 41543703818 (1)Document3 pages41543703818 (1)Salim HudheifaNo ratings yet
- Modulating Control Valves PN16 With Magnetic Actuators MXG461... P MXF461... PDocument10 pagesModulating Control Valves PN16 With Magnetic Actuators MXG461... P MXF461... PsanipoulouNo ratings yet
- Itv-G EuDocument62 pagesItv-G Eukissbt7No ratings yet
- Power Inspector Remote Supervision and Control Center: Description and Operating InstructionsDocument49 pagesPower Inspector Remote Supervision and Control Center: Description and Operating InstructionsOleg KuryanNo ratings yet
- Bahir Dar University Ethiopian Institute of Textile and Fashion TechnologyDocument21 pagesBahir Dar University Ethiopian Institute of Textile and Fashion TechnologyAndebet KassawNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- Hybrid Electric Vehicles: Principles and Applications with Practical PerspectivesFrom EverandHybrid Electric Vehicles: Principles and Applications with Practical PerspectivesNo ratings yet
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Troubleshooting and Repairing Diesel Engines, 5th EditionFrom EverandTroubleshooting and Repairing Diesel Engines, 5th EditionRating: 2.5 out of 5 stars2.5/5 (2)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Theory and Calculation of Heat Transfer in FurnacesFrom EverandTheory and Calculation of Heat Transfer in FurnacesRating: 3 out of 5 stars3/5 (4)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Geotechnical Engineering Calculations and Rules of ThumbFrom EverandGeotechnical Engineering Calculations and Rules of ThumbRating: 4 out of 5 stars4/5 (17)
- Facility Maintenance Series: Types of Maintenance ProgramsFrom EverandFacility Maintenance Series: Types of Maintenance ProgramsRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)