You might also like
- Should-Cost Challenges Demystified: Kumar VaradarajanDocument9 pagesShould-Cost Challenges Demystified: Kumar VaradarajanPramod HegdeNo ratings yet
- Benchmarking and Improving Construction ProductivityDocument10 pagesBenchmarking and Improving Construction ProductivityTerrance OngNo ratings yet
- A Case Study of Supplier Selection For Lean Supply by Using A Mathematical ModelDocument9 pagesA Case Study of Supplier Selection For Lean Supply by Using A Mathematical ModelstraheelNo ratings yet
- Estimating The On-Time Probability For Vendor Selection Problem 1Document6 pagesEstimating The On-Time Probability For Vendor Selection Problem 1Vamsi Krishna Y NNo ratings yet
- 5 Key Criteria for Evaluating Suppliers in ConstructionDocument4 pages5 Key Criteria for Evaluating Suppliers in ConstructiongpjegatheeshNo ratings yet
- Product Failure Is Not An Option: Analytics Insights Drive Product Quality Improvements in CPGDocument2 pagesProduct Failure Is Not An Option: Analytics Insights Drive Product Quality Improvements in CPGCindyNo ratings yet
- Butterfield Joe Irene C L NG Rajkumar RoDocument13 pagesButterfield Joe Irene C L NG Rajkumar RoPraveen KachhawahaNo ratings yet
- Costing Large ScaleDocument8 pagesCosting Large Scalekirubakaran janaNo ratings yet
- Synopsis-Aditya_Shah-200909031Document4 pagesSynopsis-Aditya_Shah-200909031Aditya ShahNo ratings yet
- 87Q4A1Document7 pages87Q4A1Dessy ChristyNo ratings yet
- Sae Technical Paper Series: Tom CarneyDocument8 pagesSae Technical Paper Series: Tom CarneyDany AriasNo ratings yet
- Procurement & Material Management Assignment - 3Document6 pagesProcurement & Material Management Assignment - 3Hemant Kumar SinghNo ratings yet
- Insight New Approaches To RDDocument21 pagesInsight New Approaches To RDEdna BeltranNo ratings yet
- Materials Today: Proceedings: C. Hemalatha, K. Sankaranarayanasamy, N. DurairaajDocument5 pagesMaterials Today: Proceedings: C. Hemalatha, K. Sankaranarayanasamy, N. DurairaajNICHOLAS BINSARPANDAPOTANNo ratings yet
- Reaching Peak OM Performance in Power GenerationDocument16 pagesReaching Peak OM Performance in Power GenerationbobeisyahNo ratings yet
- Preprints201912 0154 v1 PDFDocument6 pagesPreprints201912 0154 v1 PDFswaroopDJNo ratings yet
- Caso Fase 2 GestionDocument22 pagesCaso Fase 2 Gestionpedluis3No ratings yet
- Analytical Hierarchy Process to Select the Most Optimal Subcontractor for PT X's Based Oil Flushing ProjectDocument8 pagesAnalytical Hierarchy Process to Select the Most Optimal Subcontractor for PT X's Based Oil Flushing ProjectDevii Nafri YantiNo ratings yet
- Chapter Seven - Process Selection and AnalysisDocument86 pagesChapter Seven - Process Selection and AnalysisAmmanNo ratings yet
- Design For ManufacturingDocument3 pagesDesign For ManufacturingMohamed HabibullahNo ratings yet
- An Enhanced Workflow Reengineering Methodology For SmesDocument15 pagesAn Enhanced Workflow Reengineering Methodology For Smespassme inNo ratings yet
- Processes 10 02444 v3Document34 pagesProcesses 10 02444 v3juan carlos vera peñaNo ratings yet
- Productivity Improvement Through Lean Manufacturing: Manikandaprabu S, Anbuudayasankar S. PDocument4 pagesProductivity Improvement Through Lean Manufacturing: Manikandaprabu S, Anbuudayasankar S. Pgeorge calNo ratings yet
- Introduction To Project Management: Ir. Dr. Shafishuhaza SahlanDocument24 pagesIntroduction To Project Management: Ir. Dr. Shafishuhaza SahlanMuhammad AdlanNo ratings yet
- Improving Cycle Time Using Value Stream Mapping inDocument12 pagesImproving Cycle Time Using Value Stream Mapping indanuNo ratings yet
- Managing Cost of Quality Insight Into Industry PracticeDocument9 pagesManaging Cost of Quality Insight Into Industry PracticeJamal IsmailNo ratings yet
- Don't Sell That Plant!: Guidelines For Assessing The Manufacturing Function in An M&A TransactionDocument5 pagesDon't Sell That Plant!: Guidelines For Assessing The Manufacturing Function in An M&A TransactiontvadneyNo ratings yet
- EM 504 Project Management: Answers: Daily Operations Are The Most Blocking Values in OrderDocument9 pagesEM 504 Project Management: Answers: Daily Operations Are The Most Blocking Values in OrderCoakldf AdfkjNo ratings yet
- Framework For Outsourcing ManufacturingDocument17 pagesFramework For Outsourcing Manufacturingqamaruzzaman492No ratings yet
- Strategic-Chap 5-2022Document55 pagesStrategic-Chap 5-2022anwar jemalNo ratings yet
- Meeting The Need For Procurement SpeedDocument8 pagesMeeting The Need For Procurement SpeedAbhishek KumarNo ratings yet
- 1991 Quality Costing (Dale, Plunkett) - Páginas-104-125Document22 pages1991 Quality Costing (Dale, Plunkett) - Páginas-104-125Renzo Presbitero AmpueroNo ratings yet
- Case Study-Automation in ManufacturingDocument14 pagesCase Study-Automation in ManufacturingRohitNo ratings yet
- Materials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghDocument5 pagesMaterials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghMohammed BabkirNo ratings yet
- 1 s2.0 S2212827117302500 MainDocument6 pages1 s2.0 S2212827117302500 Maingeletaw mitawNo ratings yet
- Customer Centric Production Planning and Control in Job Shops Asimulation Optimization ApproachDocument17 pagesCustomer Centric Production Planning and Control in Job Shops Asimulation Optimization Approachbonar napitupuluNo ratings yet
- Irjet V3i696Document7 pagesIrjet V3i696Uvesh ShaikhNo ratings yet
- IBS-The Critical Sucsess FactorsDocument13 pagesIBS-The Critical Sucsess Factorsarif fadilahNo ratings yet
- 33 IETET-176 PPDocument7 pages33 IETET-176 PPashifali777No ratings yet
- U It-4.cffh1 Network DesignDocument48 pagesU It-4.cffh1 Network DesignSridhara tvNo ratings yet
- For Supplier Evaluation Process Through Fuzzy Promethee MethodDocument4 pagesFor Supplier Evaluation Process Through Fuzzy Promethee MethodDimas Kurnia ArsyNo ratings yet
- Making Utility M&a Succeed in 2008Document5 pagesMaking Utility M&a Succeed in 2008Marat SafarliNo ratings yet
- Benefit Quantification of Interoperability in Coordinate MetrologyDocument4 pagesBenefit Quantification of Interoperability in Coordinate MetrologyCelso Vito Gewehr JuniorNo ratings yet
- Sourcing Engineering Services Through Dedicated Centers of ExcellenceDocument11 pagesSourcing Engineering Services Through Dedicated Centers of ExcellenceRaja Churchill DassNo ratings yet
- 1001-Criteria-And-Methodology PDFDocument6 pages1001-Criteria-And-Methodology PDFuniNo ratings yet
- Z-Session 3 - PSM 503Document46 pagesZ-Session 3 - PSM 503Md Zikrul IslamNo ratings yet
- wx11122 Oracle Boi RCPGDocument7 pageswx11122 Oracle Boi RCPGAryanNo ratings yet
- The Manager's Guide To Supply Chain Management: Do NotDocument10 pagesThe Manager's Guide To Supply Chain Management: Do NotShoaibNo ratings yet
- Procurement Practices in Project Based Manufacturing EnvironmentsDocument7 pagesProcurement Practices in Project Based Manufacturing Environmentsalma millaniaNo ratings yet
- CAD, CIM and Benchmarking Improve ProductivityDocument40 pagesCAD, CIM and Benchmarking Improve ProductivityShiva PrakashNo ratings yet
- Managing Supplier RelationshipsDocument7 pagesManaging Supplier RelationshipsRamón G. PachecoNo ratings yet
- Notes - ValueEngineeringManual2012Document64 pagesNotes - ValueEngineeringManual2012adshahidNo ratings yet
- What Is Lean Construction?Document3 pagesWhat Is Lean Construction?CarlosGerardinoNo ratings yet
- Computers in Industry: Maria Grazia Violante, Enrico VezzettiDocument11 pagesComputers in Industry: Maria Grazia Violante, Enrico VezzettirezukidesuNo ratings yet
- Sneha Article1Document7 pagesSneha Article1Lauren PremNo ratings yet
- 1-Multi Criteria Supplier Selection PDFDocument13 pages1-Multi Criteria Supplier Selection PDFKavitha Reddy GurrralaNo ratings yet
- Primavera Engineer To Order (ETO)Document9 pagesPrimavera Engineer To Order (ETO)ShriNo ratings yet
- Supply Chain OperationsDocument6 pagesSupply Chain OperationsAhmed BilalNo ratings yet
- Effective Sourcing ProcessDocument10 pagesEffective Sourcing ProcessNishant SatamkarNo ratings yet
- Fundamental Calculations To Convert Intensities Into Concentrations in Optical Emission Spectrochemical AnalysisDocument14 pagesFundamental Calculations To Convert Intensities Into Concentrations in Optical Emission Spectrochemical AnalysisPYDNo ratings yet
- PTC Document Status: (Updated 11 November 2015)Document5 pagesPTC Document Status: (Updated 11 November 2015)AndersonGabriel23No ratings yet
- Enzyme ActivityDocument3 pagesEnzyme ActivityNabindra Ruwali100% (2)
- Accepted Manuscript: Process Safety and Environment ProtectionDocument51 pagesAccepted Manuscript: Process Safety and Environment Protectionimran shaukatNo ratings yet
- Medical Terminology TermsDocument28 pagesMedical Terminology TermsNikka Moreen DagdagNo ratings yet
- BARACARBDocument2 pagesBARACARBYudha Satria50% (2)
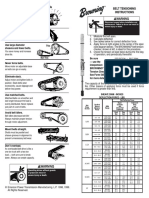
- Browning Belt Tension GaugeDocument2 pagesBrowning Belt Tension GaugeJasperken2xNo ratings yet
- DesignDocument2 pagesDesignAmr AbdalhNo ratings yet
- Regulation 1 Regulation 2 Regulation 3 Regulation 4 Regulation 5 Regulation 6 Regulation 7 Regulation 8 Regulation 9 AppendixDocument10 pagesRegulation 1 Regulation 2 Regulation 3 Regulation 4 Regulation 5 Regulation 6 Regulation 7 Regulation 8 Regulation 9 AppendixAnonymous 7gJ9alpNo ratings yet
- Bandari 2015 Exact SER Expressions of GFDM in Nakagami-M and Rician Fading ChannelsDocument6 pagesBandari 2015 Exact SER Expressions of GFDM in Nakagami-M and Rician Fading Channelssameer khan100% (1)
- 05.G. Before Takeoff CheckDocument4 pages05.G. Before Takeoff CheckUDAYAPRAKASH RANGASAMYNo ratings yet
- Tugas Bahasa Inggris-1Document8 pagesTugas Bahasa Inggris-1Nur KomariyahNo ratings yet
- Oxford SuprEsser ManualDocument34 pagesOxford SuprEsser ManualaaaNo ratings yet
- Care of Unconscious Nursing LessonDocument7 pagesCare of Unconscious Nursing LessonYendrembam Taruni90% (10)
- Empowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IDocument14 pagesEmpowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IShaira Jane Estrella UcolNo ratings yet
- Iodine Summaryupdate 2016Document26 pagesIodine Summaryupdate 2016FrankNo ratings yet
- Bernard BTB MIG GunsDocument8 pagesBernard BTB MIG GunsEdwin Mauricio Gallego OsorioNo ratings yet
- Entry-Exit Arrangement With Service RoadDocument1 pageEntry-Exit Arrangement With Service RoadRamBhuvan SonkarNo ratings yet
- Rites of Acceptance For Altar Servers PDFDocument3 pagesRites of Acceptance For Altar Servers PDFJohn Carl Aparicio100% (1)
- Imsa Catalog Imsa CatDocument16 pagesImsa Catalog Imsa CatDaniel TelloNo ratings yet
- A Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiDocument7 pagesA Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiShabir AhmadNo ratings yet
- Wemco Depurator 2003Document2 pagesWemco Depurator 20031mmahoneyNo ratings yet
- Physical Activity Guidelines Advisory Committee ReportDocument683 pagesPhysical Activity Guidelines Advisory Committee Reportyitz22100% (1)
- MUSCULAR SYSTEM WORKSHEET Slides 1 To 4Document4 pagesMUSCULAR SYSTEM WORKSHEET Slides 1 To 4kwaiyuen ohnNo ratings yet
- Melese Hotel ST ReportDocument74 pagesMelese Hotel ST ReportKidist MollaNo ratings yet
- Jacobi Progressive Speed Agility Training For High School Middle School AthletesDocument39 pagesJacobi Progressive Speed Agility Training For High School Middle School AthletesAnthony Mckay100% (1)
- Israel Is The MessIahDocument288 pagesIsrael Is The MessIahTeerayoot NoidaNo ratings yet
- A Drop of Blood: Casting Time Range Components Duration Casting Time Range Components DurationDocument6 pagesA Drop of Blood: Casting Time Range Components Duration Casting Time Range Components DurationCristobal RencoretNo ratings yet
- Catalog INSIZE - Instrumente de MasuraDocument32 pagesCatalog INSIZE - Instrumente de MasuraSculegero0% (1)
- Aircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionDocument146 pagesAircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionTAMILSELVAM NALLUSAMYNo ratings yet