You might also like
- Total Quality Management Assignment Section: Submitted To: Sir Mohsin RashidDocument12 pagesTotal Quality Management Assignment Section: Submitted To: Sir Mohsin RashidPari Aslam WNo ratings yet
- 26managing Accounting in A Changing EnvironmentDocument60 pages26managing Accounting in A Changing EnvironmentJolianne SalvadoOfc0% (1)
- Quality Costing - Cost AccountingDocument20 pagesQuality Costing - Cost AccountingMd. Ruhul- AminNo ratings yet
- Final AssignmentDocument6 pagesFinal Assignmentmhk665No ratings yet
- Hydrostatics PressureBDocument13 pagesHydrostatics PressureBmontaser.nalawiNo ratings yet
- IBP - Help For Standard Keyfigures PDFDocument311 pagesIBP - Help For Standard Keyfigures PDFSaurabh KulkarniNo ratings yet
- Gixxer 250 GSX250FRLZM0Document81 pagesGixxer 250 GSX250FRLZM0Nelson Rodrigo100% (1)
- 1991 Quality Costing (Dale, Plunkett) - Páginas-104-125Document22 pages1991 Quality Costing (Dale, Plunkett) - Páginas-104-125Renzo Presbitero AmpueroNo ratings yet
- Managing Accounting in A Changing Environment: MANAGEMENT ACCOUNTING - Solutions ManualDocument22 pagesManaging Accounting in A Changing Environment: MANAGEMENT ACCOUNTING - Solutions ManualfredeksdiiNo ratings yet
- Management Accounting by CabreraDocument21 pagesManagement Accounting by CabrerachahunayNo ratings yet
- Quality ManagementDocument78 pagesQuality ManagementKiran MittalNo ratings yet
- 5 Performance MeasuresDocument20 pages5 Performance MeasuresBrennan Roi DuagNo ratings yet
- ABC ArticleDocument7 pagesABC ArticleSamuel Osarose OjomoNo ratings yet
- Total Quality ManagementDocument5 pagesTotal Quality ManagementNeha Singh RajputNo ratings yet
- Strategic Cost Management Final SessionDocument29 pagesStrategic Cost Management Final SessionMeena RamachandranNo ratings yet
- CAD, CIM and Benchmarking Improve ProductivityDocument40 pagesCAD, CIM and Benchmarking Improve ProductivityShiva PrakashNo ratings yet
- PQMDocument5 pagesPQMRahul SoniNo ratings yet
- Implement Total Quality Management Key Performance Indicators (KPIs)Document6 pagesImplement Total Quality Management Key Performance Indicators (KPIs)Amish DebNo ratings yet
- Managing Accounting Solutions ManualDocument21 pagesManaging Accounting Solutions ManualAnonymous CuUAaRSNNo ratings yet
- Chapter 27 - AnswerDocument23 pagesChapter 27 - AnswerMA ValdezNo ratings yet
- Chapter 27 - Answer PDFDocument22 pagesChapter 27 - Answer PDFRafael Renz DayaoNo ratings yet
- Managing Accounting in a Changing EnvironmentDocument22 pagesManaging Accounting in a Changing EnvironmentBianca LizardoNo ratings yet
- Chapter 06 Organizational Innovations TQM JIT Productive SystemDocument11 pagesChapter 06 Organizational Innovations TQM JIT Productive SystemsoleilNo ratings yet
- Procurement & Material Management Assignment - 3Document6 pagesProcurement & Material Management Assignment - 3Hemant Kumar SinghNo ratings yet
- Cost and Management Accounting TechniquesDocument20 pagesCost and Management Accounting TechniquesAsem ShabanNo ratings yet
- Best Practices in Supplier Quality ManagementDocument4 pagesBest Practices in Supplier Quality ManagementAnonymous 3tOWlL6L0UNo ratings yet
- Accounting Lag PDFDocument27 pagesAccounting Lag PDFPallavi KapoorNo ratings yet
- Prevention Costs Are All Costs Incurred in The Process of Preventing Poor Quality From Occurring. They Include QualityDocument7 pagesPrevention Costs Are All Costs Incurred in The Process of Preventing Poor Quality From Occurring. They Include Qualitymreenal kalitaNo ratings yet
- New Roles for Management AccountantsDocument9 pagesNew Roles for Management AccountantsanxiaaNo ratings yet
- Supplier Charge Back PDFDocument4 pagesSupplier Charge Back PDFKhtb AshrafNo ratings yet
- Strat Man Q and ADocument105 pagesStrat Man Q and APrimrose ChisungaNo ratings yet
- TQM - Case StudyDocument3 pagesTQM - Case StudyLiza AlobaNo ratings yet
- Maf 635 Q&ADocument19 pagesMaf 635 Q&Atia87No ratings yet
- Total quality management with ERP for operationsDocument7 pagesTotal quality management with ERP for operationsTrisha Mae Mendoza MacalinoNo ratings yet
- Quality and Cost 7-8Document29 pagesQuality and Cost 7-8Geetika GulyaniNo ratings yet
- 10 Activity 1Document3 pages10 Activity 1Hanna LyNo ratings yet
- Production and Operations ManagementDocument9 pagesProduction and Operations Managementaryanboxer786No ratings yet
- Assignment DCC40132Document6 pagesAssignment DCC40132Ammar ZikryNo ratings yet
- Business Process Re-EngineeringDocument109 pagesBusiness Process Re-EngineeringShambhavi SinghNo ratings yet
- Cost of Quality (Coq) : Which Collection System Should Be Used?Document7 pagesCost of Quality (Coq) : Which Collection System Should Be Used?Muhammad NasrullahNo ratings yet
- Unit Code: Bbm3216 Unit Title: Supplies Quality Management CAT 1& 2Document4 pagesUnit Code: Bbm3216 Unit Title: Supplies Quality Management CAT 1& 2Abdiladif DahirNo ratings yet
- Quality-Plan - Marraf.2022-2023 Raouf Taha FINALDocument49 pagesQuality-Plan - Marraf.2022-2023 Raouf Taha FINALRaouf AbdelmonemNo ratings yet
- MAS Handout - Cost Management PDFDocument4 pagesMAS Handout - Cost Management PDFDivine VictoriaNo ratings yet
- Activity-Based Costing and Management: Key ConceptsDocument27 pagesActivity-Based Costing and Management: Key ConceptsJason MablesNo ratings yet
- Complete Semister 2nd 1 SetDocument90 pagesComplete Semister 2nd 1 SetNavin JalwaniaNo ratings yet
- Outsourced ProcessDocument3 pagesOutsourced ProcessJohn RajeshNo ratings yet
- Name: Christine Ndanu ADMISSION NO: BBM/2041 /18 Unit: Total Quality in Supply Chain Management Unit Code: BBM 445 Assignment: CatDocument4 pagesName: Christine Ndanu ADMISSION NO: BBM/2041 /18 Unit: Total Quality in Supply Chain Management Unit Code: BBM 445 Assignment: CatHashi MohamedNo ratings yet
- Measuring Performance & Quality CostsDocument23 pagesMeasuring Performance & Quality Costsshasan247100% (5)
- 12 Steps To Implementing A Quality Management SystemDocument18 pages12 Steps To Implementing A Quality Management Systempatricia navasNo ratings yet
- Terotechnology SummaryDocument9 pagesTerotechnology SummaryWichard BendixNo ratings yet
- Role of QC & QA in OperationsDocument6 pagesRole of QC & QA in OperationsmaheshNo ratings yet
- Understanding Quality Function Deployment (QFDDocument10 pagesUnderstanding Quality Function Deployment (QFDAkshatNo ratings yet
- 9 Ways To Measure A Business ProcessDocument3 pages9 Ways To Measure A Business ProcessJoseph Roland HernandezNo ratings yet
- CAD-CIM Systems Improve Productivity Through AutomationDocument15 pagesCAD-CIM Systems Improve Productivity Through AutomationSatprit SinghNo ratings yet
- Reasons for implementing management accountingDocument10 pagesReasons for implementing management accountingPakeeza JavedNo ratings yet
- Quality Control & Assurance SystemsDocument42 pagesQuality Control & Assurance Systemssurender20111991No ratings yet
- POMADocument4 pagesPOMAMuhammad Umer Anjum MirzaNo ratings yet
- Performance Measures - Quality CostDocument7 pagesPerformance Measures - Quality Costgemma rose magbanuaNo ratings yet
- QM Small TopicsDocument10 pagesQM Small TopicsRisha RehanNo ratings yet
- Quality system audits ensure complianceDocument10 pagesQuality system audits ensure compliancetrungthanhnguyen_83No ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- of AbbuDocument10 pagesof AbbuMohan VeerabomalaNo ratings yet
- 8051 Atmel DatasheetDocument12 pages8051 Atmel Datasheetpranav_c22100% (3)
- BTECDocument11 pagesBTECRini SandeepNo ratings yet
- Schwartz Space and Fourier AnalysisDocument10 pagesSchwartz Space and Fourier AnalysiseducatedyaserNo ratings yet
- Cinchoo ETL - Parquet Writer - CodeProjectDocument35 pagesCinchoo ETL - Parquet Writer - CodeProjectgfgomesNo ratings yet
- Power Off Reset Reason BackupDocument4 pagesPower Off Reset Reason BackupCristhofer DiazNo ratings yet
- Basic Calculus Q4 Week 2 Module 10 CathDocument12 pagesBasic Calculus Q4 Week 2 Module 10 CathLee Marck SeriosNo ratings yet
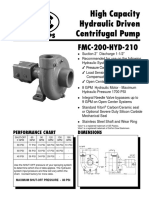
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- CCFMDocument8 pagesCCFMnagarjunaNo ratings yet
- Find the Best Travel Package with a Single ClickDocument101 pagesFind the Best Travel Package with a Single ClickPallavi PalluNo ratings yet
- Ip Half Yearly Exam 1 - 2022Document7 pagesIp Half Yearly Exam 1 - 2022Ayushmaan MaithaniNo ratings yet
- umati@EMO Hannover 2019Document8 pagesumati@EMO Hannover 2019frasorNo ratings yet
- M5A78L-M PLUS-USB3 Devices ReportDocument21 pagesM5A78L-M PLUS-USB3 Devices ReportDante MoretaNo ratings yet
- 18CSC207J APP Lab ManualDocument89 pages18CSC207J APP Lab Manualshivani sankarNo ratings yet
- Harmonic Patterns: Guides To Profitable TradingDocument7 pagesHarmonic Patterns: Guides To Profitable TradingalokNo ratings yet
- Dual-Phase PWM Controller With PWM-VID Reference: General Description FeaturesDocument21 pagesDual-Phase PWM Controller With PWM-VID Reference: General Description FeaturesДмитрий НичипоровичNo ratings yet
- Tire Thread Machine Learning ModelDocument12 pagesTire Thread Machine Learning ModelMarcos CostaNo ratings yet
- DS3 QueuesDocument38 pagesDS3 QueuesHabib ur rehmanNo ratings yet
- SM - Project Report - Group-11Document15 pagesSM - Project Report - Group-110463SanjanaNo ratings yet
- Oferta Bodor: Model (E) Pret ( Fara TVA) Garantie Modele CO2Document3 pagesOferta Bodor: Model (E) Pret ( Fara TVA) Garantie Modele CO2Librarie PapetarieNo ratings yet
- SG110CXPV Grid-Connected Inverter User ManualDocument101 pagesSG110CXPV Grid-Connected Inverter User ManualAizat AlongNo ratings yet
- Finlatics NotesDocument48 pagesFinlatics NotesShailesh TirkeyNo ratings yet
- How VFDs Improve Cane Mill Efficiency and Reduce Energy CostsDocument5 pagesHow VFDs Improve Cane Mill Efficiency and Reduce Energy CostsEdison EstrellaNo ratings yet
- Finding The Right International MixDocument3 pagesFinding The Right International MixКсения БорисоваNo ratings yet
- STS New OBE SyllabusDocument14 pagesSTS New OBE Syllabusgalileo jr roma100% (4)
- 056-123 Simulation Injection TestingDocument6 pages056-123 Simulation Injection TestingRoxanneNo ratings yet
- Jadenlimkaijie w1Document4 pagesJadenlimkaijie w1api-518329636No ratings yet