You might also like
- 6th STDDocument130 pages6th STDSiddi AadiNo ratings yet
- Final Year Project ProposalDocument27 pagesFinal Year Project ProposalJohn0% (1)
- Mechanical data sheet for diesel storage tankDocument2 pagesMechanical data sheet for diesel storage tankrifkynetNo ratings yet
- Geochemical Analytical TechniquesDocument8 pagesGeochemical Analytical Techniquesapi-367976522No ratings yet
- Quarrying and Its Environmental EffectsDocument61 pagesQuarrying and Its Environmental EffectsSarah Mae Ajon94% (18)
- Background of The StudyDocument11 pagesBackground of The StudyErviNo ratings yet
- Mass Transfer MaterialDocument133 pagesMass Transfer MaterialYumnaNo ratings yet
- 9.2 Electrochemical CellsDocument39 pages9.2 Electrochemical CellsRose ChanNo ratings yet
- Ometric Design of Highway PDFDocument48 pagesOmetric Design of Highway PDFTadi Fresco Royce75% (4)
- The Ghyt Motor - Hefferlin ManuscriptDocument3 pagesThe Ghyt Motor - Hefferlin ManuscriptmaltyNo ratings yet
- NORSOK M-630 Edition 6 Draft For HearingDocument146 pagesNORSOK M-630 Edition 6 Draft For Hearingcaod1712100% (1)
- Introduction To Traffic EngineeringDocument36 pagesIntroduction To Traffic EngineeringzakeriyaNo ratings yet
- Final Year ProjectDocument16 pagesFinal Year Projectkennedy100% (3)
- Impact of Cement Manufacturing On Human Health and The EnvironmentDocument8 pagesImpact of Cement Manufacturing On Human Health and The Environmentmartin ngwenya100% (1)
- Green energy? Get ready to dig.: Environmental and social costs of renewable energies.From EverandGreen energy? Get ready to dig.: Environmental and social costs of renewable energies.Rating: 5 out of 5 stars5/5 (1)
- JudeDocument54 pagesJudeBranchi IkyureNo ratings yet
- 06 ThesisDocument258 pages06 ThesisNarasimhaReddy PangaNo ratings yet
- Cement IntrooductionDocument4 pagesCement Introoductiondigvijay singhNo ratings yet
- Stabilization of Expansive Soils Using Stone Waste Materials: A ReviewDocument7 pagesStabilization of Expansive Soils Using Stone Waste Materials: A Reviewal.baidhani7471No ratings yet
- Ijaar Ste v5n8 Aug19 p20Document19 pagesIjaar Ste v5n8 Aug19 p20samuel danladiNo ratings yet
- The Study On Strength and Durability Properties of Flyash GGBS Based Geopolymer Concrete Incorporating CopperslagDocument68 pagesThe Study On Strength and Durability Properties of Flyash GGBS Based Geopolymer Concrete Incorporating CopperslagB VAMSI KRISHNANo ratings yet
- Bricks: An Excellent Building Material For Recycling Wastes - A ReviewDocument8 pagesBricks: An Excellent Building Material For Recycling Wastes - A ReviewMuhammadFakhrulIQhmalNo ratings yet
- FPM 08 Negm AbouzeidDocument12 pagesFPM 08 Negm AbouzeidNoor KhreisatNo ratings yet
- Factors Affecting The Shear Strength of Mine Tailings PDFDocument15 pagesFactors Affecting The Shear Strength of Mine Tailings PDFchapuchinoNo ratings yet
- Ulubeyli 2015Document8 pagesUlubeyli 2015Mohamed BelmokaddemNo ratings yet
- Sustainability 08 00251Document23 pagesSustainability 08 00251Hanumantha Rao BNo ratings yet
- Environmental Hazards of Limestone Mining and Adaptive Practices For Environment Management PlanDocument15 pagesEnvironmental Hazards of Limestone Mining and Adaptive Practices For Environment Management PlanAziz JuhanNo ratings yet
- Cap Carte BarbutaDocument16 pagesCap Carte BarbutaCosmin TanasaNo ratings yet
- Chapter 1Document13 pagesChapter 1Ronelyn Hachaso BonNo ratings yet
- 1 PBDocument8 pages1 PBArkadha BurkaNo ratings yet
- 04 - The Production of Synthetic Aggregate From A Quarry Waste Using An Innovative Style Rotary Kiln - 2002Document11 pages04 - The Production of Synthetic Aggregate From A Quarry Waste Using An Innovative Style Rotary Kiln - 2002TRAN Viet CuongNo ratings yet
- Utilization of Fly Ash For Stabilization/solidification of Heavy Metal Contaminated SoilsDocument19 pagesUtilization of Fly Ash For Stabilization/solidification of Heavy Metal Contaminated SoilsnevenkanikNo ratings yet
- Synopsis MSC Civil EngineeringDocument23 pagesSynopsis MSC Civil EngineeringarslanNo ratings yet
- Coal Mine Wastes Recycling For Coal Recovery and Eco-Friendly BricksDocument16 pagesCoal Mine Wastes Recycling For Coal Recovery and Eco-Friendly BricksJosé Daniel Marañón MolinaNo ratings yet
- Coarse and Fine Aggregates: Future of KeralaDocument11 pagesCoarse and Fine Aggregates: Future of KeralaDrThrivikramji KythNo ratings yet
- Environmental Impact Assessment of Open Pit Copper Mining in IranDocument12 pagesEnvironmental Impact Assessment of Open Pit Copper Mining in IranAlonso ValerianoNo ratings yet
- Artigo 1 - Minerio Na PavimentacaoDocument12 pagesArtigo 1 - Minerio Na PavimentacaoJuliana SilvaNo ratings yet
- Lamba WorkDocument37 pagesLamba WorkChristopher JohnNo ratings yet
- 3699Document16 pages3699Mariateresa DelgadocaballeroNo ratings yet
- Project Report PDFDocument23 pagesProject Report PDFGadige ChandraNo ratings yet
- Untreated Sugarcane Ash - Mr. MoshoodDocument9 pagesUntreated Sugarcane Ash - Mr. MoshoodsamuelNo ratings yet
- Unconfined Compressive Strength Test of A Fly Ash Stabilized SoilDocument5 pagesUnconfined Compressive Strength Test of A Fly Ash Stabilized SoilRajat KotwalNo ratings yet
- Journal of Environmental Management: Amjad Tariq, Ernest K. YanfulDocument12 pagesJournal of Environmental Management: Amjad Tariq, Ernest K. YanfulVanco AdziskiNo ratings yet
- Impact of RHA For Bearing Capacity in Organic SoilDocument13 pagesImpact of RHA For Bearing Capacity in Organic SoilArdi PratamaNo ratings yet
- Global Energy Consumption Due To Friction and Wear in The Mining IndustryDocument65 pagesGlobal Energy Consumption Due To Friction and Wear in The Mining IndustryJuan Carlos MioNo ratings yet
- Cofee Husk AshDocument12 pagesCofee Husk AshElaMazlanNo ratings yet
- Snelling S 2012Document68 pagesSnelling S 2012Carlos AldanaNo ratings yet
- Fly Ash Based Geopolymer MortarDocument9 pagesFly Ash Based Geopolymer MortarRama Arul SakthiNo ratings yet
- Periwinkle Shell As Mixing Ingredient in Concrete: A Review: e-ISSN: 2785-8731Document10 pagesPeriwinkle Shell As Mixing Ingredient in Concrete: A Review: e-ISSN: 2785-8731Albert MutaviNo ratings yet
- Ceramic Tile Wastes As Partial Substitution To Aggregates in Concrete The Problem and Its BackgroundDocument8 pagesCeramic Tile Wastes As Partial Substitution To Aggregates in Concrete The Problem and Its BackgroundJesselle CelestialNo ratings yet
- Flyash ConcreteDocument43 pagesFlyash ConcreteYashodhar SrbNo ratings yet
- Concrete Te12Document8 pagesConcrete Te12Yogendra Patil100% (1)
- Nuruddin 2011Document13 pagesNuruddin 2011shwetkatiyarNo ratings yet
- Construction Aggregate Uses and Production MethodsDocument5 pagesConstruction Aggregate Uses and Production Methodsdwarika2006No ratings yet
- Kavyashree Pawar Technical Seminar Report .Document15 pagesKavyashree Pawar Technical Seminar Report .Kavya R PawarNo ratings yet
- Using Industrial Wastes in ConcreteDocument30 pagesUsing Industrial Wastes in ConcreteAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- 287 303Document17 pages287 303Ehsan GhaffariNo ratings yet
- Effects of Gemstone Mining on Soil and Water QualityDocument23 pagesEffects of Gemstone Mining on Soil and Water QualityYemi AladejareNo ratings yet
- Utilizing Industrial Waste in Road ConstructionDocument9 pagesUtilizing Industrial Waste in Road ConstructionFarhan AsifNo ratings yet
- Mining: Name: Sampetua Anju Putra Sinaga NIM: DBD 115 030Document7 pagesMining: Name: Sampetua Anju Putra Sinaga NIM: DBD 115 030sam sinagaNo ratings yet
- User Guideline For Foundry Sand in Green Infrastructure ConstructionDocument17 pagesUser Guideline For Foundry Sand in Green Infrastructure Constructionhans_conanNo ratings yet
- Coal Combustion Residues Valorisation Research and DevelopmentDocument9 pagesCoal Combustion Residues Valorisation Research and DevelopmentValeriaSchiavoNo ratings yet
- Reuse and Stabilization of Sulphide MineDocument9 pagesReuse and Stabilization of Sulphide MinecivildepartmentmycemNo ratings yet
- 10.1007@s12517 019 4635 2Document11 pages10.1007@s12517 019 4635 2Alejandro MerinoNo ratings yet
- Pre - SubmissionDocument39 pagesPre - SubmissionBustan ShahNo ratings yet
- Impact of Mining Activity On Environment An OverviDocument8 pagesImpact of Mining Activity On Environment An OverviLekshmy BNo ratings yet
- Chapter 18 Emerging Technologies Trends and Materials - 2015 - Soil Improvement and Ground Modification MethodsDocument6 pagesChapter 18 Emerging Technologies Trends and Materials - 2015 - Soil Improvement and Ground Modification MethodsMarianne Kriscel Jean DejarloNo ratings yet
- Use of Recycled Materials in Road ConstructionDocument8 pagesUse of Recycled Materials in Road ConstructionLaoye Abdulrahman AdewaleNo ratings yet
- This Will Be Better Than GoogleDocument1 pageThis Will Be Better Than GoogleLaoye Abdulrahman AdewaleNo ratings yet
- Time Headway AnalysisDocument9 pagesTime Headway AnalysisLaoye Abdulrahman AdewaleNo ratings yet
- Time Headway AnalysisDocument9 pagesTime Headway AnalysisLaoye Abdulrahman AdewaleNo ratings yet
- Analysis of Time Headway Distribution On Korean Multilane HighwayDocument11 pagesAnalysis of Time Headway Distribution On Korean Multilane HighwayLaoye Abdulrahman AdewaleNo ratings yet
- Abdulraheem Et AlDocument10 pagesAbdulraheem Et AlLaoye Abdulrahman AdewaleNo ratings yet
- Informed Consent Essentials for Healthcare SettingsDocument45 pagesInformed Consent Essentials for Healthcare SettingsLaoye Abdulrahman AdewaleNo ratings yet
- Igbagbo's M. Eng. Final Seminar PowerpointDocument39 pagesIgbagbo's M. Eng. Final Seminar PowerpointLaoye Abdulrahman AdewaleNo ratings yet
- Manual On Uniform Traffic Studies-Intersection Delay Chapter 7Document4 pagesManual On Uniform Traffic Studies-Intersection Delay Chapter 7KkrNo ratings yet
- 5.2 Travel Time: Transportation Cost and Benefit Analysis II - Travel Time CostsDocument23 pages5.2 Travel Time: Transportation Cost and Benefit Analysis II - Travel Time Costsfaaderinto5964No ratings yet
- 5.2 Travel Time: Transportation Cost and Benefit Analysis II - Travel Time CostsDocument23 pages5.2 Travel Time: Transportation Cost and Benefit Analysis II - Travel Time Costsfaaderinto5964No ratings yet
- Chapter 4 Spot Speed, Travel Time, and Delay StudiesDocument8 pagesChapter 4 Spot Speed, Travel Time, and Delay StudiesLaoye Abdulrahman Adewale100% (1)
- Traffic Data Collection ProceduresDocument18 pagesTraffic Data Collection ProceduresparbabaNo ratings yet
- General Traffic Engineering StudiesDocument38 pagesGeneral Traffic Engineering StudiesLaoye Abdulrahman AdewaleNo ratings yet
- 3 Effects of Congestion and Travel TimeDocument9 pages3 Effects of Congestion and Travel TimeLaoye Abdulrahman AdewaleNo ratings yet
- Indices of Traffic Congestion On Major Roads in Akure A Developing City in Nigeria PDFDocument10 pagesIndices of Traffic Congestion On Major Roads in Akure A Developing City in Nigeria PDFLaoye Abdulrahman AdewaleNo ratings yet
- Congestion SummaryDocument31 pagesCongestion SummaryMotor OrangeNo ratings yet
- Delay and Queue Size Analysis of TDMA Wi PDFDocument9 pagesDelay and Queue Size Analysis of TDMA Wi PDFLaoye Abdulrahman AdewaleNo ratings yet
- Sources of Water On Concrete StrengthDocument5 pagesSources of Water On Concrete StrengthAmadu FarrowNo ratings yet
- MSDS SampelDocument5 pagesMSDS SampelAnanda SatriaNo ratings yet
- EBME 306-Course Syllabus and Schedule - Fall 2020Document12 pagesEBME 306-Course Syllabus and Schedule - Fall 2020Shyam PolacondaNo ratings yet
- KCC DataSheet EH3150 (Eng)Document2 pagesKCC DataSheet EH3150 (Eng)Trịnh Minh KhoaNo ratings yet
- Terman - WTI - MSRT150-WDocument9 pagesTerman - WTI - MSRT150-Waimiza100% (2)
- TDSDocument8 pagesTDSMohammad MoosaNo ratings yet
- C31J OrganometalsDocument48 pagesC31J OrganometalsParas AliNo ratings yet
- The Liquid-Liquid Extraction of Toxic Metals (CD, HG and PB) by CalixarenesDocument13 pagesThe Liquid-Liquid Extraction of Toxic Metals (CD, HG and PB) by CalixarenesZaid A. AlalawiNo ratings yet
- N 252Document34 pagesN 252miguelgg78No ratings yet
- Ger Eng 2013Document1 pageGer Eng 2013Vijaya AcharNo ratings yet
- Forensic BallisticsDocument34 pagesForensic BallisticsNURUL A'TIKAHNo ratings yet
- Polane T, Polyurethane Enamel ADocument2 pagesPolane T, Polyurethane Enamel A김도균No ratings yet
- MasterFormat - Wikipedia, The Free EncyclopediaDocument3 pagesMasterFormat - Wikipedia, The Free EncyclopediaMartin SabahNo ratings yet
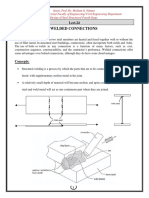
- Welded Connections: Lect.24Document15 pagesWelded Connections: Lect.24sanketNo ratings yet
- PDFQ0A202Document12 pagesPDFQ0A202LucioRimacNo ratings yet
- Solvoya® CP6202-XSM: Technical DatasheetDocument1 pageSolvoya® CP6202-XSM: Technical DatasheetI Love MusicNo ratings yet
- History: Paint Is Any PigmentedDocument10 pagesHistory: Paint Is Any PigmentedGaurav KumarNo ratings yet
- Artcles AP Kharif 05Document33 pagesArtcles AP Kharif 05api-3833893No ratings yet
- Basic Concepts of Superconductivity-1Document9 pagesBasic Concepts of Superconductivity-1Srikanth BatnaNo ratings yet
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameDocument8 pagesMDS Report Substances of Assemblies and Materials: 1. Company and Product Namejavier ortizNo ratings yet
- Structural Design - 2 CE 524: Engr. Christopher S. PaladioDocument35 pagesStructural Design - 2 CE 524: Engr. Christopher S. PaladioChristopher PaladioNo ratings yet
- Opioid AnalgesicsDocument38 pagesOpioid AnalgesicslinggarNo ratings yet
- AFCAT GK General ScienceDocument53 pagesAFCAT GK General Sciencerustam1rioNo ratings yet
- Blushing of Amine-Cured Epoxy ResinsDocument17 pagesBlushing of Amine-Cured Epoxy ResinsNaresh SharmaNo ratings yet