You might also like
- Suburban RV FURNACES SERVICE MANUALDocument40 pagesSuburban RV FURNACES SERVICE MANUALCheryl Ray95% (41)
- Training BHSDocument222 pagesTraining BHSmurali03692% (13)
- ZF EcolifeDocument38 pagesZF EcolifeAzizi Abdullah100% (8)
- FMC HY Hydraulic Actuators for Gate ValvesDocument2 pagesFMC HY Hydraulic Actuators for Gate ValvesLuciano Fucello57% (7)
- Powermatic 58480438-Millrite-Mvn-Manual PDFDocument54 pagesPowermatic 58480438-Millrite-Mvn-Manual PDFJason Willis75% (4)
- Bosch Guide To Flow WrappingDocument30 pagesBosch Guide To Flow WrappingHanis Ainurokhmi100% (1)
- Instruction Manual for Semi-Automatic Dough Divider RoundersDocument20 pagesInstruction Manual for Semi-Automatic Dough Divider Roundershugo_1990No ratings yet
- Pfaff 130-6 Sewing Machine Instruction ManualDocument43 pagesPfaff 130-6 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Nip UniformityDocument13 pagesNip Uniformityductoan32No ratings yet
- Pocket Guide For PavingDocument48 pagesPocket Guide For PavingТракия Билд100% (1)
- Manual Plotter COLETECHDocument16 pagesManual Plotter COLETECHJuan Carlos CosmeNo ratings yet
- WPR NipandcrownDocument18 pagesWPR NipandcrownronaldsacsNo ratings yet
- Rewinding Paper Safely: Safe Use of Reeling and Slitting MachinesDocument25 pagesRewinding Paper Safely: Safe Use of Reeling and Slitting MachinesRiandrika Iman SetyonoNo ratings yet
- Pulling Pipe (Driller) : Cormorant Alpha Drilling Operations GuideDocument10 pagesPulling Pipe (Driller) : Cormorant Alpha Drilling Operations GuidealiNo ratings yet
- MPD LIBRA PROJECT ADVANCE TRAINING: FINGERPRINTING FOR MPD OPERATIONSDocument187 pagesMPD LIBRA PROJECT ADVANCE TRAINING: FINGERPRINTING FOR MPD OPERATIONSGabrielNo ratings yet
- Bosch Guide To Flow Wrapping enDocument30 pagesBosch Guide To Flow Wrapping engherla_bogdanNo ratings yet
- D203050-11 RollHolderUnitDocument12 pagesD203050-11 RollHolderUnitMulya WijayaNo ratings yet
- Artcut Bridge ManualDocument25 pagesArtcut Bridge Manualjosemijosemi100% (1)
- Q800 Sop PDFDocument4 pagesQ800 Sop PDFSheikh ShoaibNo ratings yet
- Dxdf-40vi ManualDocument25 pagesDxdf-40vi ManualCarlos RamirezNo ratings yet
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 pagesHot Splicing of Rubber Conveyor Belts With Fabric PliesMahmoud Nael100% (3)
- Universal Manual 01012010 PDFDocument42 pagesUniversal Manual 01012010 PDFMike DonnellyNo ratings yet
- Icopress: MODEL 5606 Battery Powered Compression ToolDocument10 pagesIcopress: MODEL 5606 Battery Powered Compression ToolSatyam KumarNo ratings yet
- Index: 1. Acknowledgement 3. CardingDocument21 pagesIndex: 1. Acknowledgement 3. CardingJuhi singhNo ratings yet
- Mitsubishi LS2-1130 Instruction ManualDocument12 pagesMitsubishi LS2-1130 Instruction ManualinspiraNo ratings yet
- SpheroCompact ManualDocument23 pagesSpheroCompact ManualaeroueenNo ratings yet
- Richards Bay Minerals: General RBM ProcedureDocument7 pagesRichards Bay Minerals: General RBM ProcedureHuzaifa KtkNo ratings yet
- 6036 Printing Blankets - Handling and MaintenanceDocument24 pages6036 Printing Blankets - Handling and MaintenanceM Aamir AsgharNo ratings yet
- TT 601practicalsDocument18 pagesTT 601practicalsHiba EjazNo ratings yet
- Ilam PRO Auto - EngDocument39 pagesIlam PRO Auto - EngeurocopiaserviziNo ratings yet
- YD-315 Rotary Microtome Service Manual GuideDocument17 pagesYD-315 Rotary Microtome Service Manual GuideYohn CanoNo ratings yet
- Braden PD Series Hydraulic WinchDocument39 pagesBraden PD Series Hydraulic WinchKOKNo ratings yet
- CORMORANT ALPHA BHA HANDLING GUIDEDocument17 pagesCORMORANT ALPHA BHA HANDLING GUIDEaliNo ratings yet
- Do's & Don't - Belt ConveyorDocument3 pagesDo's & Don't - Belt ConveyorHimanshu AgarwalNo ratings yet
- BMC CalibrationADocument10 pagesBMC CalibrationAAngel DlsgNo ratings yet
- Press Operator TMDocument5 pagesPress Operator TMjaypasaoaNo ratings yet
- Sops For IndustryDocument30 pagesSops For IndustryAli HussnainNo ratings yet
- Samsung ML-1610 Service Manual - 06 - TroubleshootingDocument23 pagesSamsung ML-1610 Service Manual - 06 - Troubleshootingiraklitosp100% (2)
- GB de FR Ita NL PL Es CZDocument25 pagesGB de FR Ita NL PL Es CZserginho_vlNo ratings yet
- D203480-12 MLTiger-1800BMKII CleanMaintenance eDocument16 pagesD203480-12 MLTiger-1800BMKII CleanMaintenance eDanNo ratings yet
- Reeve Up or Change Out A Winch Line (Tugger Line) : Cormorant Alpha Drilling Operations GuideDocument5 pagesReeve Up or Change Out A Winch Line (Tugger Line) : Cormorant Alpha Drilling Operations GuidealiNo ratings yet
- Concrete Cutter Procedure Rev.2Document9 pagesConcrete Cutter Procedure Rev.2Jennifer JavierNo ratings yet
- Phoenix Edge 540 - ManualDocument16 pagesPhoenix Edge 540 - ManualfrancNo ratings yet
- 9852 1398 01a Maintenance Instructions COP 1532Document18 pages9852 1398 01a Maintenance Instructions COP 1532Helver Mauricio Valbuena FarfanNo ratings yet
- Manual for sandblasting machineDocument9 pagesManual for sandblasting machineKamel NaitNo ratings yet
- TM 9-1425-380-24-2Document239 pagesTM 9-1425-380-24-2Ed PalmerNo ratings yet
- PROFAB ESR 1580X2.0 Manual - 2017Document16 pagesPROFAB ESR 1580X2.0 Manual - 2017Kevin VargheseNo ratings yet
- 5200079_10A_04_web_qsg_b79_EN_2023-01Document20 pages5200079_10A_04_web_qsg_b79_EN_2023-01elmapotNo ratings yet
- Operations Manual: The Universal™ Envelope FeederDocument42 pagesOperations Manual: The Universal™ Envelope FeederMike DonnellyNo ratings yet
- Manual For Wear Measurement of HPGR RollersDocument3 pagesManual For Wear Measurement of HPGR RollersRAVINo ratings yet
- 5-694.522 Testing Beams For Flexural Strength (Intro)Document4 pages5-694.522 Testing Beams For Flexural Strength (Intro)Eufemia Baruis TaezaNo ratings yet
- Hapasato Machines TrainingDocument20 pagesHapasato Machines TrainingRossano BernabeNo ratings yet
- Operation Manual - YX51 Decking - FINAL PDFDocument16 pagesOperation Manual - YX51 Decking - FINAL PDFAl Haba Ahmad Zaki Abdul HamidNo ratings yet
- Bo5030 Bo5031Document32 pagesBo5030 Bo50317013131870131318No ratings yet
- Autoprep Operators Manual: Release 7Document12 pagesAutoprep Operators Manual: Release 7albeerttoo08No ratings yet
- Lapping ProceduresDocument3 pagesLapping ProceduresHamza NoumanNo ratings yet
- Manual RolleiDocument39 pagesManual RolleicrialfischmanNo ratings yet
- Complete Book of Sewing Techniques: More Than 30 Essential Sewing Techniques for You to MasterFrom EverandComplete Book of Sewing Techniques: More Than 30 Essential Sewing Techniques for You to MasterNo ratings yet
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Complete Book of Sewing Techniques, New 2nd Edition: More Than 30 Essential Sewing Techniques for You to MasterFrom EverandComplete Book of Sewing Techniques, New 2nd Edition: More Than 30 Essential Sewing Techniques for You to MasterRating: 4 out of 5 stars4/5 (3)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Section Cutting and Staining: A practical introduction to histological methods for students and practitionersFrom EverandSection Cutting and Staining: A practical introduction to histological methods for students and practitionersNo ratings yet
- Nip and Crown Testing KitDocument2 pagesNip and Crown Testing KitRahmat SalehNo ratings yet
- PM2 Nip Test 1672&1140 1 July 2020 Closed Beam - Sample 1-4Document4 pagesPM2 Nip Test 1672&1140 1 July 2020 Closed Beam - Sample 1-4Rahmat SalehNo ratings yet
- PM2 Nip Test 1672&1140 1 July 2020 Without Closed Beam - Sample 4Document3 pagesPM2 Nip Test 1672&1140 1 July 2020 Without Closed Beam - Sample 4Rahmat SalehNo ratings yet
- PM2 Nip Test 1672&1140 1 July 2020 Without Closed Beam - Sample 1-3Document4 pagesPM2 Nip Test 1672&1140 1 July 2020 Without Closed Beam - Sample 1-3Rahmat SalehNo ratings yet
- Canon Finisher-J1 Parts CatalogDocument42 pagesCanon Finisher-J1 Parts Catalogjovan_vukajlovic2No ratings yet
- Rocket Sprocket InstallDocument18 pagesRocket Sprocket InstallJulio AlarconNo ratings yet
- 12-Strand Class II Eye Splice: Samson Splicing InstructionsDocument2 pages12-Strand Class II Eye Splice: Samson Splicing Instructionsmario etsaNo ratings yet
- Avk Control Valve, One Way Altitude, Pn10/16 859/2031-001: Reduced Bore, SS 304 Trim, WRAS Rubber, 300 M Blue EPDocument4 pagesAvk Control Valve, One Way Altitude, Pn10/16 859/2031-001: Reduced Bore, SS 304 Trim, WRAS Rubber, 300 M Blue EPindra putraNo ratings yet
- QoutationDocument6 pagesQoutationreandy2000No ratings yet
- Ideal Tridon TestDocument5 pagesIdeal Tridon Testabhijit.ghotaneNo ratings yet
- Thread Types - James Glen PDFDocument7 pagesThread Types - James Glen PDFVikranth ReddyNo ratings yet
- Lineas HidraulicasDocument5 pagesLineas HidraulicasJesus BombasNo ratings yet
- Concrete Formwork Removal TimeDocument9 pagesConcrete Formwork Removal TimedrfkamalodeenNo ratings yet
- JK Cement EngDocument20 pagesJK Cement EngAlvaroNo ratings yet
- FANS, MOTORS, GEARS & PULLEYS GUIDEDocument8 pagesFANS, MOTORS, GEARS & PULLEYS GUIDEBee Mah LessNo ratings yet
- Crosby G416 MetricDocument1 pageCrosby G416 MetricRobby VillenaNo ratings yet
- Unit Task 5: Vibration EngineeringDocument4 pagesUnit Task 5: Vibration EngineeringPaul BalondoNo ratings yet
- Landmark Towers 7-8 Cooling Load SummaryDocument17 pagesLandmark Towers 7-8 Cooling Load SummaryAdnan AttishNo ratings yet
- Plant Visits and Seminar MEGAWIDEDocument5 pagesPlant Visits and Seminar MEGAWIDEEngr SantosNo ratings yet
- Storz ManualDocument7 pagesStorz Manualhijodebudas100% (1)
- Smit Singapore Pte LTD: Free Standing Padeye - Peter Zhang 19-Jan-08 - 0Document8 pagesSmit Singapore Pte LTD: Free Standing Padeye - Peter Zhang 19-Jan-08 - 0Myatmyat SwewinNo ratings yet
- Work Flow ProcessDocument1 pageWork Flow ProcessKedabu tarulukNo ratings yet
- Amphenol: Advanced SensorsDocument1 pageAmphenol: Advanced SensorsTesoro HonNo ratings yet
- LGMG CMT96 Transmission Parts CatalogDocument84 pagesLGMG CMT96 Transmission Parts CatalogShaneNo ratings yet
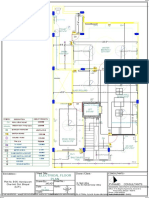
- Design floor plan for a two-story homeDocument1 pageDesign floor plan for a two-story homeJasjot SinghNo ratings yet
- Structural design analysis of residential buildingDocument32 pagesStructural design analysis of residential buildingJayson PagalNo ratings yet
- Parts List: TMFD-CDocument71 pagesParts List: TMFD-CFredy MartinezNo ratings yet
- OFFSET TABLEDocument1 pageOFFSET TABLEdavid burianNo ratings yet
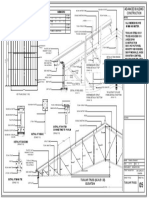
- Advanced Building Construction: Tubular Truss (Scale 1:20) ElevationDocument1 pageAdvanced Building Construction: Tubular Truss (Scale 1:20) ElevationPankaj DhakedNo ratings yet
- Skills: Aug 2014 Jun 2019Document2 pagesSkills: Aug 2014 Jun 2019Tamer Abdel MaboudNo ratings yet
- Pending List of Secondary Drawing Upto 26-10 - 2023Document5 pagesPending List of Secondary Drawing Upto 26-10 - 2023Zahidul zahidNo ratings yet