You might also like
- Fusion Welding Processes2011Document33 pagesFusion Welding Processes2011Anish Chakrabarti100% (1)
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet
- Introduction to SS Welding and Tig Welding TechniquesDocument41 pagesIntroduction to SS Welding and Tig Welding TechniquesaravindanNo ratings yet
- Plasma Arc WeldingDocument30 pagesPlasma Arc WeldingKanak SharmaNo ratings yet
- Class 11 GMAWDocument39 pagesClass 11 GMAWSaurabh TripathiNo ratings yet
- 20 Welding RevisedDocument104 pages20 Welding Revisedravi00098No ratings yet
- Tungsten Inert Gas Welding (TIG)Document22 pagesTungsten Inert Gas Welding (TIG)Consultant MigasNo ratings yet
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsShantha Kumar G C50% (2)
- Welding BasicDocument88 pagesWelding BasicMoneragala WorkshopNo ratings yet
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsRaj singhNo ratings yet
- TIG Welding GuideDocument20 pagesTIG Welding GuideAyat KursiNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- ARC-2 - CopyDocument59 pagesARC-2 - CopyMay FadlNo ratings yet
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsweldmindNo ratings yet
- Tungsten Inert Gas WeldingDocument47 pagesTungsten Inert Gas Weldingravi00098No ratings yet
- Types: - Plastic Welding or Pressure WeldingDocument23 pagesTypes: - Plastic Welding or Pressure WeldinglpusatishNo ratings yet
- Tig WeldingDocument12 pagesTig WeldingSridhar ChowdaryNo ratings yet
- Arc Welding Techniques and Processes ExplainedDocument30 pagesArc Welding Techniques and Processes ExplainedDanem HalasNo ratings yet
- Arc WeldingDocument29 pagesArc WeldinguditNo ratings yet
- TIG WeldingDocument42 pagesTIG WeldingDesperado870100% (1)
- 4 GmawDocument41 pages4 GmawPutra Daha PratamaNo ratings yet
- GMAW GuideDocument21 pagesGMAW GuidewhoopsoopsNo ratings yet
- Welding (Cadet Training)Document41 pagesWelding (Cadet Training)Kyaw Bhone WinNo ratings yet
- Consumable Electrode: GMAW - Gas Metal Arc Welding SMAW - Shielded Metal Arc WeldingDocument12 pagesConsumable Electrode: GMAW - Gas Metal Arc Welding SMAW - Shielded Metal Arc Weldingamit somwanshiNo ratings yet
- Overview of Advanced Welding ProcessesDocument55 pagesOverview of Advanced Welding ProcessesSaravanan RajendranNo ratings yet
- GMAW Guide - Gas Metal Arc Welding Process ExplainedDocument24 pagesGMAW Guide - Gas Metal Arc Welding Process ExplainedkristianNo ratings yet
- Module-1: Electric Welding byDocument17 pagesModule-1: Electric Welding byveena bhatNo ratings yet
- Unit-2 Part-5Document9 pagesUnit-2 Part-5Tisha MishraNo ratings yet
- Metal Inert Gas and Metal Active Gas Welding-Ir FazrulDocument9 pagesMetal Inert Gas and Metal Active Gas Welding-Ir FazrulEmmy NadiaNo ratings yet
- PRT (IC141) - Lecture 12-13 WeldingDocument38 pagesPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaNo ratings yet
- CH 5 WeldingDocument71 pagesCH 5 WeldingnunuNo ratings yet
- 3 TigDocument40 pages3 TigKartik BhararaNo ratings yet
- Introduction to WeldingDocument17 pagesIntroduction to WeldingSK WritersNo ratings yet
- Arc WeldingDocument33 pagesArc WeldingRakha DhaniwijayaNo ratings yet
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- General 4 AnsDocument7 pagesGeneral 4 AnsSobia KalsoomNo ratings yet
- ATOMIC HYDROGEN WELDING PROCESSDocument56 pagesATOMIC HYDROGEN WELDING PROCESSsbs271187No ratings yet
- TIG Welding ProcessDocument11 pagesTIG Welding ProcessAnes RamicNo ratings yet
- UnitDocument41 pagesUnitsawravkblNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- Online GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Document53 pagesOnline GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Md. Zishanur RahmanNo ratings yet
- Top 7 Welding and Metal Joining ProcessesDocument20 pagesTop 7 Welding and Metal Joining Processesvikasbhadoria9894No ratings yet
- BrazingDocument115 pagesBrazingcheveresan123No ratings yet
- 6 GmawDocument19 pages6 Gmawalinader20022No ratings yet
- Tig or Gtaw Process: Ume 505: Manufacturing TechnologyDocument9 pagesTig or Gtaw Process: Ume 505: Manufacturing TechnologyVINAYAK SHARMANo ratings yet
- Plasma Arc Machining - Lect 2Document17 pagesPlasma Arc Machining - Lect 2sachhpNo ratings yet
- Unit-V: Metal Joining ProcessesDocument110 pagesUnit-V: Metal Joining ProcessesSubbu AynavillyNo ratings yet
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarNo ratings yet
- 2.welding ProcessesDocument81 pages2.welding ProcessesP. M. ISAI VISAAHANNo ratings yet
- Submerged Arc Welding-SAWDocument64 pagesSubmerged Arc Welding-SAWjhas988No ratings yet
- Arc WeldingDocument40 pagesArc Welding20G062 NALVETHA BNo ratings yet
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- 2 GmawDocument28 pages2 Gmaweqho_soesantoNo ratings yet
- TIG Welding Guide for BeginnersDocument17 pagesTIG Welding Guide for BeginnerslastjohnNo ratings yet
- New Microsoft Office Power Point PresentationDocument17 pagesNew Microsoft Office Power Point Presentationrahulm135100% (1)
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- PAM Process Parameters and ApplicationsDocument10 pagesPAM Process Parameters and ApplicationsLalaine EspiniliNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Stefan/Arnold Diffusion ExperimentDocument6 pagesStefan/Arnold Diffusion Experimentnmhatitye100% (2)
- Excessive PWHTDocument8 pagesExcessive PWHTnvc_vishwanathanNo ratings yet
- Spe1334521Well Productivity Index DegradationDocument1 pageSpe1334521Well Productivity Index Degradationabnou_223943920No ratings yet
- Contoh Second Law of ThermodynamicsDocument34 pagesContoh Second Law of ThermodynamicsBaihaqi Bahrin100% (2)
- 15 - High Mast Light Pole Foundation DesignDocument20 pages15 - High Mast Light Pole Foundation DesignHamOdy SadeqNo ratings yet
- 509 Light Planning en 12464-1Document1 page509 Light Planning en 12464-1Ko NandaNo ratings yet
- 20ft T75 Spec 18barDocument6 pages20ft T75 Spec 18barlucholadeNo ratings yet
- Simulation of Shell and Helical Coil Heat Exchanger For Hot and Cold Fluid Flowing Fe2O3 Nanofluid With Water As Its Base by Using CFDDocument5 pagesSimulation of Shell and Helical Coil Heat Exchanger For Hot and Cold Fluid Flowing Fe2O3 Nanofluid With Water As Its Base by Using CFDBhukya Naveen kumarNo ratings yet
- 8.method Pressure-Temperature RatingsDocument2 pages8.method Pressure-Temperature RatingsEDISON JAIRO DAVID GOMEZNo ratings yet
- Astm D1599 PDFDocument3 pagesAstm D1599 PDFChemical Engineer100% (3)
- Structural Masangkay ExamDocument34 pagesStructural Masangkay ExamMary Lenilie Candare VenganoNo ratings yet
- Analysis of Beams Prestressed With Unbonded Internal or External Tendons 1Document21 pagesAnalysis of Beams Prestressed With Unbonded Internal or External Tendons 1Amin ZuraiqiNo ratings yet
- Calculation and Specification of Engine Lubricating Oil SystemDocument34 pagesCalculation and Specification of Engine Lubricating Oil SystemM Taufiq Khan100% (1)
- Retentor Din 3760Document13 pagesRetentor Din 3760Marcelo Godinho BatistaNo ratings yet
- CFX Particle TransportDocument3 pagesCFX Particle Transportirsalan_shahidNo ratings yet
- Course Info FSPC0014 Chemistry 1 - RevisedDocument8 pagesCourse Info FSPC0014 Chemistry 1 - RevisedShamalen RajanNo ratings yet
- 9 Science Exemplar Chapter 9Document3 pages9 Science Exemplar Chapter 9Dev RajuNo ratings yet
- Trapezoidal Sheet Design CalculationsDocument5 pagesTrapezoidal Sheet Design CalculationsDragan Madalin CosminNo ratings yet
- API 2000 TurboIonSpray Ion Source Manual Table of ContentsDocument20 pagesAPI 2000 TurboIonSpray Ion Source Manual Table of ContentsJhodi Irawan0% (1)
- Pile Bearing Capacily (Beta Method) (By Mujab)Document19 pagesPile Bearing Capacily (Beta Method) (By Mujab)Mujab Abd ElganiNo ratings yet
- PDFDocument2 pagesPDFbhavesh patelNo ratings yet
- Comprehensive Exam InformationDocument8 pagesComprehensive Exam InformationMultiNo ratings yet
- RAU Split System Condensing Units PDFDocument48 pagesRAU Split System Condensing Units PDFVirgilio Jr ArtajoNo ratings yet
- Case Study On The Optimum Cold Forging PDocument72 pagesCase Study On The Optimum Cold Forging PSa RaNo ratings yet
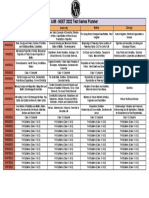
- AIM - NEET 2022 Test Series PlannerDocument1 pageAIM - NEET 2022 Test Series Planner6 months AgoNo ratings yet
- Design and Analysis of Tension MembersDocument31 pagesDesign and Analysis of Tension MembersYashu HandaNo ratings yet
- Excellent 1Document39 pagesExcellent 1John TauloNo ratings yet
- Calculation of Corrosion RateDocument2 pagesCalculation of Corrosion RateVũ Phi YếnNo ratings yet
- Flashcards - CP14 Preparation of A Transition Metal Complex - Edexcel IAL Chemistry A-LevelDocument31 pagesFlashcards - CP14 Preparation of A Transition Metal Complex - Edexcel IAL Chemistry A-LevelHussain NvNo ratings yet
- Military Aircraft Oxygen System: Sathiyaseelan. ADocument5 pagesMilitary Aircraft Oxygen System: Sathiyaseelan. Abhavin178No ratings yet