You might also like
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- In TodayDocument8 pagesIn Todayshaim mahamudNo ratings yet
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementFrom EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument12 pagesInternational Journal of Industrial Engineering ComputationsVarun Tech-GeekNo ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- Vplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchDocument4 pagesVplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchZimekNo ratings yet
- WWW_ijrea_comDocument8 pagesWWW_ijrea_comudataashutoshNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- A Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsDocument11 pagesA Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsVikram KedambadiNo ratings yet
- Optimization of Hardfacing Inconel for Maximum StrengthDocument5 pagesOptimization of Hardfacing Inconel for Maximum StrengthGohar ZamanNo ratings yet
- Multi Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR MethodologyDocument7 pagesMulti Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR Methodologybharath ramNo ratings yet
- Effect of Die Radius on Deep Drawing Process SimulationDocument6 pagesEffect of Die Radius on Deep Drawing Process SimulationSac ChoNo ratings yet
- Ijmer 46064551 PDFDocument7 pagesIjmer 46064551 PDFIJMERNo ratings yet
- Preliminary Study On Rapid Prototyping TechnologyDocument11 pagesPreliminary Study On Rapid Prototyping Technology开始关心你No ratings yet
- SCI Volume 29 Issue 1 Pages 53-69Document17 pagesSCI Volume 29 Issue 1 Pages 53-69green layssNo ratings yet
- Analysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsDocument18 pagesAnalysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsAnya CooperNo ratings yet
- Optimization of The Dynamic Blanking Process: Lukasz BohdalDocument2 pagesOptimization of The Dynamic Blanking Process: Lukasz BohdalAndi Nak SriwijayaNo ratings yet
- 2009 (Nun-Ming Liu DKK) The Method of Grey-Fuzzy Logic For Optimizing Multi-Response Problems During The Manufacturing PR 1 PDFDocument11 pages2009 (Nun-Ming Liu DKK) The Method of Grey-Fuzzy Logic For Optimizing Multi-Response Problems During The Manufacturing PR 1 PDFFikri SiplhoNo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Parametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionDocument5 pagesParametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionAbbas KhanNo ratings yet
- A Case Study On Quality and ProductivityDocument10 pagesA Case Study On Quality and ProductivityG Hitesh ReddyNo ratings yet
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationDocument9 pagesDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminNo ratings yet
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisDocument7 pagesDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeNo ratings yet
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDocument6 pagesA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoNo ratings yet
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDocument6 pagesSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliNo ratings yet
- A Six-Sigma Approach For Benchmarking of RP&M Processes: OriginalarticleDocument14 pagesA Six-Sigma Approach For Benchmarking of RP&M Processes: OriginalarticleIshan ShahNo ratings yet
- WB2006 15 Fabian Hloch PDFDocument7 pagesWB2006 15 Fabian Hloch PDFAnonymous Zx7EG1PaNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- Original ResearchDocument6 pagesOriginal ResearchbalajimetturNo ratings yet
- Optimization of Cutting Parameters in High Speed TurningDocument8 pagesOptimization of Cutting Parameters in High Speed TurningcevherimNo ratings yet
- Optimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodDocument7 pagesOptimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodMostafa AdilNo ratings yet
- Article 27Document13 pagesArticle 27ዘረአዳም ዘመንቆረርNo ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 pagesApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- Acayaba 2015Document6 pagesAcayaba 2015Azaath AzuNo ratings yet
- Ijamev4n6spl 01Document6 pagesIjamev4n6spl 01ahmed titoNo ratings yet
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationNo ratings yet
- Kilickap2011 Article OptimizationOfDrillingParamete PDFDocument10 pagesKilickap2011 Article OptimizationOfDrillingParamete PDFmy dreamNo ratings yet
- Che Do Cat1Document7 pagesChe Do Cat1Giang Hoai VuNo ratings yet
- Die Casting Process Optimization Using Taguchi Methods: G.P. SyrcosDocument7 pagesDie Casting Process Optimization Using Taguchi Methods: G.P. SyrcosfaisalNo ratings yet
- Optimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodDocument6 pagesOptimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodpunggawaNo ratings yet
- 10.1016@j.jmapro.2020.04.014 Important 1Document6 pages10.1016@j.jmapro.2020.04.014 Important 1Arul KirubakaranNo ratings yet
- Evaluation of Machinability Characteristics of Industrial Ceramic Coatings Using Genetic Programming Based ApproachDocument12 pagesEvaluation of Machinability Characteristics of Industrial Ceramic Coatings Using Genetic Programming Based ApproachIAEME PublicationNo ratings yet
- Masiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10MgDocument24 pagesMasiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10Mgfrankypanky123No ratings yet
- IRJET Paper-3Document8 pagesIRJET Paper-3Vashishth KushwahaNo ratings yet
- Parametric Study Along With Selection of Optimal Solutions in Wire Cut Machining of Titanium (Gr2)Document4 pagesParametric Study Along With Selection of Optimal Solutions in Wire Cut Machining of Titanium (Gr2)SundaraPandiyanNo ratings yet
- Optimization of Process Parameters To Improve Dimensional Accuracy of Investment Casting Using Taguchi ApproachDocument12 pagesOptimization of Process Parameters To Improve Dimensional Accuracy of Investment Casting Using Taguchi Approachamirkhakzad498No ratings yet
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalNo ratings yet
- Archive of SID: Process Capability Improvement of An Engine Connecting Rod Machining ProcessDocument9 pagesArchive of SID: Process Capability Improvement of An Engine Connecting Rod Machining ProcessnkchandruNo ratings yet
- Comparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining ParametersDocument7 pagesComparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining Parametersmanhtuankt90No ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Plateau-Honing Semi-Empirical ModelDocument4 pagesPlateau-Honing Semi-Empirical ModelmiltoncobaNo ratings yet
- 1 s2.0 S2214785322037427 MainDocument6 pages1 s2.0 S2214785322037427 MainTayyab AliNo ratings yet
- Investigation of Post Processing Techniques To Reduce The Surface Roughness of Fused Deposition Modeled PartsDocument14 pagesInvestigation of Post Processing Techniques To Reduce The Surface Roughness of Fused Deposition Modeled PartsIAEME PublicationNo ratings yet
- Optimizing green sand casting process parameters using Taguchi's methodDocument6 pagesOptimizing green sand casting process parameters using Taguchi's methodpsprajkotNo ratings yet
- Optimization of EDM Process Parameters in Machining of 17-4 PH Steel Using Taguchi MethodDocument8 pagesOptimization of EDM Process Parameters in Machining of 17-4 PH Steel Using Taguchi Method317-Darpan SatijaNo ratings yet
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsNo ratings yet
- IC-TEAM AgreementDocument2 pagesIC-TEAM AgreementjanakNo ratings yet
- EPPM-Journal Paper Template: (Reserved Space) (Reserved Space)Document2 pagesEPPM-Journal Paper Template: (Reserved Space) (Reserved Space)janakNo ratings yet
- Knowledge-Based Systems: Jiunn-I Shieh, Hsin-Hung Wu, Kuan-Kai HuangDocument6 pagesKnowledge-Based Systems: Jiunn-I Shieh, Hsin-Hung Wu, Kuan-Kai HuangprasannaNo ratings yet
- MECH SEM-III Roll ListDocument2 pagesMECH SEM-III Roll ListjanakNo ratings yet
- Lecture Notes: Financial Modeling: Session 4Document3 pagesLecture Notes: Financial Modeling: Session 4janakNo ratings yet
- GATE 2022 General Aptitude (GA)Document36 pagesGATE 2022 General Aptitude (GA)janakNo ratings yet
- API 510 Final Model Exam-Open Book Page 1 of 6Document6 pagesAPI 510 Final Model Exam-Open Book Page 1 of 6jay2kay5793No ratings yet
- Api 510 MCQDocument126 pagesApi 510 MCQShanmuga Navaneethan100% (1)
- Document TemplateDocument1 pageDocument TemplatejanakNo ratings yet
- Productivity Improvement High Pressure Die Casting: Presentation byDocument26 pagesProductivity Improvement High Pressure Die Casting: Presentation byNIMISHNo ratings yet
- GATE 2022 General Aptitude (GA)Document36 pagesGATE 2022 General Aptitude (GA)janakNo ratings yet
- Book IRCTC ticket onlineDocument2 pagesBook IRCTC ticket onlineHimanshu GuptaNo ratings yet
- Exhaust Gas Analysis of CI Engine With Co-GeneratiDocument10 pagesExhaust Gas Analysis of CI Engine With Co-GeneratijanakNo ratings yet
- 510 Open ExamDocument17 pages510 Open Examariyamanjula2914100% (1)
- Dynamic Foundry Group PresentsDocument5 pagesDynamic Foundry Group Presentsjanak100% (1)
- Project ManagmentDocument7 pagesProject ManagmentjanakNo ratings yet
- Dynamic Foundry Group PresentsDocument5 pagesDynamic Foundry Group Presentsjanak100% (1)
- Material Today ElsevierDocument9 pagesMaterial Today ElsevierjanakNo ratings yet
- Design and Fabrication of Compact Heat Exchanger for Co-GenerationDocument7 pagesDesign and Fabrication of Compact Heat Exchanger for Co-GenerationjanakNo ratings yet
- Application of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)Document5 pagesApplication of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)janakNo ratings yet
- Material Today ElsevierDocument9 pagesMaterial Today ElsevierjanakNo ratings yet
- MCQ For PM Unit Test-1Document2 pagesMCQ For PM Unit Test-1janakNo ratings yet
- Review of Machining On Composite and Connected Optimisation TechniquesDocument4 pagesReview of Machining On Composite and Connected Optimisation TechniquesjanakNo ratings yet
- VOMGE Press Tool Design Course OverviewDocument11 pagesVOMGE Press Tool Design Course OverviewjanakNo ratings yet
- Mom - 04 March 2021Document1 pageMom - 04 March 2021janakNo ratings yet
- Drilling Process Quality Improvementby Grey Relation AnalysisDocument9 pagesDrilling Process Quality Improvementby Grey Relation AnalysisjanakNo ratings yet
- Outcome Based Education July 20Document1 pageOutcome Based Education July 20janakNo ratings yet
- Mom - 04 March 2021Document1 pageMom - 04 March 2021janakNo ratings yet
- Scholarship Apttitude TestDocument1 pageScholarship Apttitude TestjanakNo ratings yet
- or - Introduction - 7julyDocument10 pagesor - Introduction - 7julyjanakNo ratings yet
- Perturbation Theory SlidesDocument18 pagesPerturbation Theory SlidesKarencita MartínezNo ratings yet
- Grade VI - Budget of Work 1stDocument4 pagesGrade VI - Budget of Work 1stMelinda RafaelNo ratings yet
- BA 424 Chapter 1 NotesDocument6 pagesBA 424 Chapter 1 Notesel jiNo ratings yet
- Engineering Mathematics-I MCQ Question BankDocument94 pagesEngineering Mathematics-I MCQ Question BankKIRUTHIKA V UCS20443No ratings yet
- Trigonometry Ratios Right TrianglesDocument1 pageTrigonometry Ratios Right TrianglesAnnie Glen LovesParamore CanilaoNo ratings yet
- 1 Statement and Notations 14 Jul 2020material I 14 Jul 2020 Day 1Document7 pages1 Statement and Notations 14 Jul 2020material I 14 Jul 2020 Day 1khushboo kanwar rajawatNo ratings yet
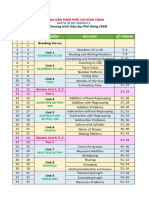
- Math in My World 3 - Phân Phối Chương Trình (Syllabus)Document2 pagesMath in My World 3 - Phân Phối Chương Trình (Syllabus)Luân Đỗ Thành LuânNo ratings yet
- Dmoi TabletDocument345 pagesDmoi TabletRinesa RamaNo ratings yet
- All 1314 Chap10-Grand Canonical EnsembleDocument9 pagesAll 1314 Chap10-Grand Canonical Ensemblegiovanny_francisNo ratings yet
- Solutions To IIT JAM For Mathematical Statistics: December 2018Document21 pagesSolutions To IIT JAM For Mathematical Statistics: December 2018Ankush Kumar YedeNo ratings yet
- Math IA DraftDocument12 pagesMath IA DraftShantanu JareNo ratings yet
- ILUGIN ELEMENTARY SCHOOL Summative Test in Math 4Document4 pagesILUGIN ELEMENTARY SCHOOL Summative Test in Math 4Sassa IndominationNo ratings yet
- Dominican College of Tarlac: A Descriptive StudyDocument13 pagesDominican College of Tarlac: A Descriptive StudyLea Lyn AquinoNo ratings yet
- Lecture 4Document8 pagesLecture 4engrhamayun06No ratings yet
- Year 9 Autumn Foundation ADocument16 pagesYear 9 Autumn Foundation AScoop DoogNo ratings yet
- General Aptitude Reasoning GATE PSUsDocument17 pagesGeneral Aptitude Reasoning GATE PSUsasif shaikhNo ratings yet
- Stability Analysis of Systems Using Routh-Hurwitz CriterionDocument32 pagesStability Analysis of Systems Using Routh-Hurwitz CriterionUmer AbbasNo ratings yet
- Recurrence Relations: Aaa A A A A A A ADocument6 pagesRecurrence Relations: Aaa A A A A A A AGodz lupetNo ratings yet
- Pre Final Round Problems 2018 x3285s7f2Document11 pagesPre Final Round Problems 2018 x3285s7f2Daniel Sugihantoro0% (1)
- Taguchi's Design of Experiments and Selection of Orthogonal ArrayDocument22 pagesTaguchi's Design of Experiments and Selection of Orthogonal ArrayBhavin DesaiNo ratings yet
- Linear Programming Simplex MethodDocument62 pagesLinear Programming Simplex Methodasd100% (1)
- Magicsqaure 1Document5 pagesMagicsqaure 1api-360674086No ratings yet
- Chapter 7 Algebraaic ExpressionsDocument33 pagesChapter 7 Algebraaic Expressionsnaza9775100% (2)
- SYLLABUS For MAT091 Basic Math SkillsDocument9 pagesSYLLABUS For MAT091 Basic Math SkillsIan Bernales OrigNo ratings yet
- 2019 Maths Olympiad School Round QuestionsDocument10 pages2019 Maths Olympiad School Round QuestionsanthonyNo ratings yet
- Big O Notation in MathematicsDocument5 pagesBig O Notation in MathematicsrodwellheadNo ratings yet
- Design and Implement Combinational Logic CircuitsDocument2 pagesDesign and Implement Combinational Logic CircuitsEU JUN HONGNo ratings yet
- A Brief History of MathematicsDocument351 pagesA Brief History of MathematicsBranko Nikolic100% (1)
- Python Lab Programs 1. To Write A Python Program To Find GCD of Two NumbersDocument12 pagesPython Lab Programs 1. To Write A Python Program To Find GCD of Two NumbersAYUSHI DEOTARENo ratings yet
- l3 TrigonometryDocument4 pagesl3 Trigonometryapi-287224366No ratings yet
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (55)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyFrom EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyRating: 3.5 out of 5 stars3.5/5 (111)
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideFrom EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideRating: 5 out of 5 stars5/5 (2)
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesFrom EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesRating: 4.5 out of 5 stars4.5/5 (13)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- Dark Data: Why What You Don’t Know MattersFrom EverandDark Data: Why What You Don’t Know MattersRating: 4.5 out of 5 stars4.5/5 (3)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- Everybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreFrom EverandEverybody Lies: Big Data, New Data, and What the Internet Can Tell Us About Who We Really AreRating: 4.5 out of 5 stars4.5/5 (911)
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- Designing Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsFrom EverandDesigning Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsRating: 5 out of 5 stars5/5 (6)
- The Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectFrom EverandThe Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectRating: 4.5 out of 5 stars4.5/5 (20)
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceFrom EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo ratings yet
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewFrom EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (104)
- Midjourney Mastery - The Ultimate Handbook of PromptsFrom EverandMidjourney Mastery - The Ultimate Handbook of PromptsRating: 4.5 out of 5 stars4.5/5 (2)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- Machine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepFrom EverandMachine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepRating: 4.5 out of 5 stars4.5/5 (19)
- Demystifying Prompt Engineering: AI Prompts at Your Fingertips (A Step-By-Step Guide)From EverandDemystifying Prompt Engineering: AI Prompts at Your Fingertips (A Step-By-Step Guide)Rating: 4 out of 5 stars4/5 (1)