You might also like
- Final Report of Heat TransferDocument25 pagesFinal Report of Heat Transferimdian0582090No ratings yet
- FurnaceDocument3 pagesFurnaceAshish ThakurNo ratings yet
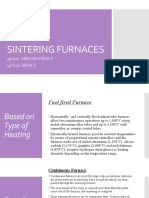
- Sintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA EDocument10 pagesSintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA E19Y210 - JEEVA ENo ratings yet
- MP-1 (13Th Lecture)Document29 pagesMP-1 (13Th Lecture)muhammad tariqNo ratings yet
- Electric Heating&weldingDocument28 pagesElectric Heating&weldingChiranjeevi PithaniNo ratings yet
- Literature Survey: 2.1 Study of Furnace 2.1.1 FURNACEDocument9 pagesLiterature Survey: 2.1 Study of Furnace 2.1.1 FURNACESrenii VasanNo ratings yet
- Metallurgical Industrial Furnaces 2Document5 pagesMetallurgical Industrial Furnaces 2Mining ReviewNo ratings yet
- 4.12.1 Types and Classification of Different FurnacesDocument7 pages4.12.1 Types and Classification of Different FurnacesSheikh Muhammad Sikandar100% (1)
- WWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4Document31 pagesWWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4samcat2009No ratings yet
- Muffle FurnaceDocument31 pagesMuffle FurnaceVignesh NayakNo ratings yet
- Heat Treating FurnacesDocument63 pagesHeat Treating FurnacesNawaz KhanNo ratings yet
- Furnace PresentationDocument60 pagesFurnace PresentationTONY TONYNo ratings yet
- Operation Manual: DK-98 - 1kw Series Electronic Temperature Regulating Resistance FurnaceDocument2 pagesOperation Manual: DK-98 - 1kw Series Electronic Temperature Regulating Resistance Furnacescribd birdNo ratings yet
- Furnaces ReportDocument10 pagesFurnaces ReportMay FadlNo ratings yet
- Mechanical Engineering Book#3Document19 pagesMechanical Engineering Book#3Yuvraj SinghNo ratings yet
- Indirect HeatingDocument4 pagesIndirect HeatingYogesh BadheNo ratings yet
- Kilns and Furnaces Used in Ceramic and Refractory IndustriesDocument4 pagesKilns and Furnaces Used in Ceramic and Refractory IndustriesDwiky SuryaNo ratings yet
- Furnaces and Furnace ReactorsDocument33 pagesFurnaces and Furnace ReactorsSamyak JainNo ratings yet
- A Thorough Examination of The Many Types 1 1 1Document23 pagesA Thorough Examination of The Many Types 1 1 1Haid AshfaqueNo ratings yet
- Furnaces and Refractories: 6. WorksheetsDocument36 pagesFurnaces and Refractories: 6. WorksheetsDHSanjNo ratings yet
- Chapter - Furnaces and RefractoriesDocument36 pagesChapter - Furnaces and Refractorieshasan_waqar2004No ratings yet
- 1metallurgical Industrial FurnacesDocument5 pages1metallurgical Industrial FurnacesMining ReviewNo ratings yet
- 4 Furnaces: 4.1 Types and Classification of Different FurnacesDocument31 pages4 Furnaces: 4.1 Types and Classification of Different FurnacesloqNo ratings yet
- Lec 05Document10 pagesLec 05aditya20012003No ratings yet
- Boilers: Vividha DhapteDocument18 pagesBoilers: Vividha DhapteAdinath ShirsatNo ratings yet
- Furnaces and Equipment Used in The Manufacture and Heat Treatment of Alloy SteelsDocument9 pagesFurnaces and Equipment Used in The Manufacture and Heat Treatment of Alloy SteelsChinmoyMondal0% (1)
- Furnace and Rferactory CalculationsDocument210 pagesFurnace and Rferactory Calculationsfsijest100% (2)
- Muffle Furnaces For Temperatures From 200-1200 C With Controlled Atmospheres and VacuumDocument6 pagesMuffle Furnaces For Temperatures From 200-1200 C With Controlled Atmospheres and VacuumKarthick KumaresanNo ratings yet
- Lec 11 The Evolution of HeatDocument18 pagesLec 11 The Evolution of HeatSakunaPappuNo ratings yet
- Fired Heaters Working Components Types Function Sections Maintenance PDFDocument17 pagesFired Heaters Working Components Types Function Sections Maintenance PDFSharad IvneNo ratings yet
- Lec 9 Introduction To FurnacesDocument18 pagesLec 9 Introduction To FurnacesSakunaPappuNo ratings yet
- Modern Melting and Holding Furnaces For Light Metals: F. OstlerDocument8 pagesModern Melting and Holding Furnaces For Light Metals: F. OstlerRaj Kumar GiriNo ratings yet
- Electric HeatingDocument42 pagesElectric HeatingPankaj JorwalNo ratings yet
- Energies 13 03655 PDFDocument22 pagesEnergies 13 03655 PDFNavamani PrakashNo ratings yet
- Primer On Heat Treating Furnaces: Box FurnaceDocument13 pagesPrimer On Heat Treating Furnaces: Box Furnacetanzil10No ratings yet
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Ductie PipeDocument16 pagesDuctie PipeGond AbhishekNo ratings yet
- Unit Ii Boilers 2.1BOILER:: 2.2 ComparisonDocument32 pagesUnit Ii Boilers 2.1BOILER:: 2.2 Comparisonmohan velNo ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Induction FurnaceDocument29 pagesInduction Furnaceadelina ednandaNo ratings yet
- BLR - Operation & Maintenance Q&A - 2017Document50 pagesBLR - Operation & Maintenance Q&A - 2017RAJKUMARNo ratings yet
- 2.4 FurnacesDocument29 pages2.4 Furnacessridharan govidasamyNo ratings yet
- 2.4 Furnaces PDFDocument29 pages2.4 Furnaces PDFOmarNo ratings yet
- Mini bf3Document5 pagesMini bf3Maheswar SethiNo ratings yet
- Metallurgical Industrial Furnaces 3Document6 pagesMetallurgical Industrial Furnaces 3Mining ReviewNo ratings yet
- Thermal Power PlantDocument44 pagesThermal Power PlantArun kumar rouniyarNo ratings yet
- 3.0 FurnacesDocument46 pages3.0 FurnacesGH Eco RJNo ratings yet
- Muhammad Rafa Athallah - 2106729064 - Tugas Proses Manufaktur LogamDocument17 pagesMuhammad Rafa Athallah - 2106729064 - Tugas Proses Manufaktur LogamM RafaNo ratings yet
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara Saeed0% (1)
- Literature ReviewDocument19 pagesLiterature ReviewManjari Jha0% (1)
- Lecture 4-Combustion and Boilers PDFDocument39 pagesLecture 4-Combustion and Boilers PDFjuan maganNo ratings yet
- Salt Bath FurnaceDocument7 pagesSalt Bath FurnacehavejsnjNo ratings yet
- Furnace PDFDocument75 pagesFurnace PDFNiladri BiswasNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Thermodynamic analysis of geothermal heat pumps for civil air-conditioningFrom EverandThermodynamic analysis of geothermal heat pumps for civil air-conditioningRating: 5 out of 5 stars5/5 (2)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Background Story Pipeline Construction en 1Document22 pagesBackground Story Pipeline Construction en 1miteshNo ratings yet
- Offer Letter McDermott Onshore - Nitin Kumar PatelDocument3 pagesOffer Letter McDermott Onshore - Nitin Kumar PatelmiteshNo ratings yet
- The Process of Fatigue Analysis On Fixed Metal Offshore PlatformsDocument7 pagesThe Process of Fatigue Analysis On Fixed Metal Offshore PlatformsmiteshNo ratings yet
- Split Type Room Air Conditioner Operation ManualDocument8 pagesSplit Type Room Air Conditioner Operation ManualmiteshNo ratings yet
- Haier Controller HBS01 ManualDocument2 pagesHaier Controller HBS01 ManualmiteshNo ratings yet
- Boiler SafetyDocument23 pagesBoiler SafetymiteshNo ratings yet
- API 571 SummaryDocument17 pagesAPI 571 Summarymitesh100% (2)
- SPEC CHECK Checklist-LanglaDocument7 pagesSPEC CHECK Checklist-LanglamiteshNo ratings yet
- PID A Specs: 'S Ttention To & SPEC-CheckDocument1 pagePID A Specs: 'S Ttention To & SPEC-CheckmiteshNo ratings yet
- Qa-Rkm-Techdoc-Ht-A6 - PreheatDocument3 pagesQa-Rkm-Techdoc-Ht-A6 - PreheatmiteshNo ratings yet
- Support DetailsDocument1 pageSupport DetailsmiteshNo ratings yet
- Test Pack Format: Contents of Hydrostatic Test PackagesDocument2 pagesTest Pack Format: Contents of Hydrostatic Test PackagesmiteshNo ratings yet
- Heat Treatment and Related Processes: AnnealingDocument24 pagesHeat Treatment and Related Processes: AnnealingmiteshNo ratings yet
- Cab o SilDocument8 pagesCab o SilmiteshNo ratings yet
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshNo ratings yet
- CCGT BookDocument14 pagesCCGT BookmiteshNo ratings yet
- 26feb05 Wps PQR OpenDocument3 pages26feb05 Wps PQR OpenmiteshNo ratings yet
- HW 5 HTDocument26 pagesHW 5 HTMelkysedec Sierra SandovalNo ratings yet
- Furnaces, Electric, Induction FurnacesDocument11 pagesFurnaces, Electric, Induction FurnaceshavejsnjNo ratings yet
- Carrier 59SC2A 100 Series Installation ManualDocument84 pagesCarrier 59SC2A 100 Series Installation ManualJessica BoneNo ratings yet
- Bhel TG RollingDocument26 pagesBhel TG RollingAnand Swami100% (2)
- 04 - FFS - TRG - SC2 PDFDocument65 pages04 - FFS - TRG - SC2 PDFLakshmi NarayanNo ratings yet
- Brochure PWHT PDFDocument8 pagesBrochure PWHT PDFMohamed Diaa MortadaNo ratings yet
- HVAC Terms McQuayDocument47 pagesHVAC Terms McQuayStephen Philip Schwanbeck100% (1)
- Biomass For H&P - Lecture 2-2006Document51 pagesBiomass For H&P - Lecture 2-2006Leonardo Nanjar100% (1)
- Risk Based SafetyDocument6 pagesRisk Based Safetysalman ahmedNo ratings yet
- Oil Fired LPDocument2 pagesOil Fired LPluxraam100% (2)
- Home Improvement and Repair Cost Guide: Cooling & Heating PumpsDocument6 pagesHome Improvement and Repair Cost Guide: Cooling & Heating Pumpssteve_be100% (1)
- DYNSIM Best Practices 3 - FurnaceDocument56 pagesDYNSIM Best Practices 3 - FurnaceJorge Luis HernándezNo ratings yet
- Aspentech Course Catalog Fy18Document27 pagesAspentech Course Catalog Fy18Ritik ChaudharyNo ratings yet
- Once Through BoilerDocument8 pagesOnce Through BoilerRamalingam PrabhakaranNo ratings yet
- Thermal Power Plant Lay OutDocument8 pagesThermal Power Plant Lay OutSaheli ChoudhuriNo ratings yet
- Philippine Standard Occupational Classification: 2002 UpdateDocument294 pagesPhilippine Standard Occupational Classification: 2002 Updateleina madridNo ratings yet
- GPCB GuidelinesDocument24 pagesGPCB GuidelinesdurgamadhabaNo ratings yet
- Duct PDFDocument12 pagesDuct PDFroshan jaiswalNo ratings yet
- Bituminous and Subbituminous CoalDocument328 pagesBituminous and Subbituminous Coaltarek ali ahmedNo ratings yet
- HAZOP WorksheetDocument8 pagesHAZOP Worksheetxiaoyii9707No ratings yet
- Eis Fareast Fuel PDFDocument50 pagesEis Fareast Fuel PDFricchrist dela cruzNo ratings yet
- Checal2 LauritoDocument1 pageChecal2 LauritoGarcia RaphNo ratings yet
- Boiler ControlDocument38 pagesBoiler ControlTharun JagadeeshNo ratings yet
- P 501eDocument47 pagesP 501eSAFETY FIRST100% (1)
- Fluidised 20bed 20combustion 20boilersDocument146 pagesFluidised 20bed 20combustion 20boilersjkhan_724384No ratings yet
- Carac Biogas FlamelessDocument7 pagesCarac Biogas FlamelessTaine EstevesNo ratings yet
- CMCDocument7 pagesCMCwasim_scribed100% (3)
- AA12 - Experience With Particle Breakdown in Gas Suspension CalcinersDocument10 pagesAA12 - Experience With Particle Breakdown in Gas Suspension CalcinerskalaiNo ratings yet
- InterlocksDocument26 pagesInterlocksFelipe SandovalNo ratings yet
- Iron Production - BFDocument7 pagesIron Production - BFTiara MarseliaNo ratings yet