You might also like
- Vitalive Hemp Cream CPSRDocument7 pagesVitalive Hemp Cream CPSRKamran AliNo ratings yet
- Evaluation of Sulforaphane Content in Sulforaphane-Enriched Broccoli During Tray DryingDocument8 pagesEvaluation of Sulforaphane Content in Sulforaphane-Enriched Broccoli During Tray DryingBrianNo ratings yet
- Enzyme and Microbial Technology: Long Sheng, Qunyi Tong, Meihu MaDocument7 pagesEnzyme and Microbial Technology: Long Sheng, Qunyi Tong, Meihu MaPedro Romel Nascimento HerbayNo ratings yet
- Fphar 12 641090Document13 pagesFphar 12 641090Chintia GautamaNo ratings yet
- Chapter 4Document39 pagesChapter 4Johnnie HarrisonNo ratings yet
- Alkaline PhosphataseDocument7 pagesAlkaline Phosphatasemostafa sheblNo ratings yet
- Enhanced Fructooligosaccharides and Inulinase Production by A Xanthomonas Campestris Pv. Phaseoli KM 24 MutantDocument8 pagesEnhanced Fructooligosaccharides and Inulinase Production by A Xanthomonas Campestris Pv. Phaseoli KM 24 MutantAdjieDarmawanNo ratings yet
- Scientia Horticulturae: A 1 A 1 A A A C BDocument10 pagesScientia Horticulturae: A 1 A 1 A A A C Bjose luisNo ratings yet
- Phenolic Compound of Fresh and Boiled Sea Grapes: (Caulerpa SP.) From Tual, MalukuDocument9 pagesPhenolic Compound of Fresh and Boiled Sea Grapes: (Caulerpa SP.) From Tual, Malukuhusnul ainiNo ratings yet
- Journal of Food Science - 2019 - Kang - Inactivation of Potato Polyphenol Oxidase Using Microwave Cold Plasma TreatmentDocument7 pagesJournal of Food Science - 2019 - Kang - Inactivation of Potato Polyphenol Oxidase Using Microwave Cold Plasma Treatmentkb12192127No ratings yet
- AplikasiDocument10 pagesAplikasiHalim MaylanoNo ratings yet
- Effects of Furfural On The Respiratory Metabolism of Saccharomyces Cerevisiae in Glucose Limited ChemostatsDocument11 pagesEffects of Furfural On The Respiratory Metabolism of Saccharomyces Cerevisiae in Glucose Limited ChemostatsRené MartínezNo ratings yet
- 1 s2.0 S1756464614001935 MainDocument7 pages1 s2.0 S1756464614001935 MainA'in Qurrota A'yuninNo ratings yet
- en Biological Pretreatment of Oil Palm FronDocument5 pagesen Biological Pretreatment of Oil Palm FronFahmi RamdhaniNo ratings yet
- Quantifica Composto Fenolico e VitaminasDocument9 pagesQuantifica Composto Fenolico e VitaminasBruna VieiraNo ratings yet
- Pi Is 0021925819649951Document6 pagesPi Is 0021925819649951Abas NjarkhatirNo ratings yet
- Compounds (Antioxidants) in Spirulina Plantensis Under Different Iaa Regimes "Document6 pagesCompounds (Antioxidants) in Spirulina Plantensis Under Different Iaa Regimes "Guhan KANo ratings yet
- (Fos) Hasil Isolasi Dari Kulit PisangDocument9 pages(Fos) Hasil Isolasi Dari Kulit PisangFX Alan DarmasaputraNo ratings yet
- Biosintesa GlukomananDocument12 pagesBiosintesa GlukomananDetya Pitaloka SariNo ratings yet
- Concentration by Membrane Separation Processes of A Medicinal Product Obtained From Pineapple PulpDocument8 pagesConcentration by Membrane Separation Processes of A Medicinal Product Obtained From Pineapple PulpMatheus CostaNo ratings yet
- The Content of Polyphenols in Coffee Beans As Roasting, Origin and Storage EffectDocument8 pagesThe Content of Polyphenols in Coffee Beans As Roasting, Origin and Storage EffectBrandon HeatNo ratings yet
- Paper TecnoDocument10 pagesPaper TecnoROXANA SARAVIA ORTIZNo ratings yet
- Antioxidants: Analysis of Popcorn (Zea Mays L. Var. Everta) For Antioxidant Capacity and Total Phenolic ContentDocument10 pagesAntioxidants: Analysis of Popcorn (Zea Mays L. Var. Everta) For Antioxidant Capacity and Total Phenolic ContentditaNo ratings yet
- 2011 Physicochemical Properties, Antioxidant ActivityDocument7 pages2011 Physicochemical Properties, Antioxidant Activityparlan13001No ratings yet
- Zhu 2017Document31 pagesZhu 2017Edwin RizoNo ratings yet
- (2016) - Flavonoid Production in Callus Cultures From Mesocarp of Stelecarpus Burahol - Sekar Liyundzira - 1308618069Document8 pages(2016) - Flavonoid Production in Callus Cultures From Mesocarp of Stelecarpus Burahol - Sekar Liyundzira - 1308618069Sekar LiyundziraNo ratings yet
- Synthesis of Fructooligosaccharides From Sucrose Using Inulinase From Kluyveromyces MarxianusDocument6 pagesSynthesis of Fructooligosaccharides From Sucrose Using Inulinase From Kluyveromyces MarxianusWellang AmboNo ratings yet
- Nutritional Composition of Sacha Inchi Plukenetia Volubilis L As Affected by Different Cooking MethodsDocument8 pagesNutritional Composition of Sacha Inchi Plukenetia Volubilis L As Affected by Different Cooking MethodsNutriOmega Sacha InchiNo ratings yet
- Essential Sulfhydryl Groups in The Active Site of Castor Bean (Ricinus Communis) Seed Acid PhosphataseDocument6 pagesEssential Sulfhydryl Groups in The Active Site of Castor Bean (Ricinus Communis) Seed Acid PhosphataseAndi DarmawanNo ratings yet
- Removal of Chlorophenols From Aquatic Systems Using The Dried and Dead Fungus Pleurotus Sajor CajuDocument4 pagesRemoval of Chlorophenols From Aquatic Systems Using The Dried and Dead Fungus Pleurotus Sajor CajuEng MohammedNo ratings yet
- Bioscience, Biotechnology, and BiochemistryDocument6 pagesBioscience, Biotechnology, and BiochemistryJoshua AnkesaNo ratings yet
- 1 s2.0 S0254629916002507 Main PDFDocument7 pages1 s2.0 S0254629916002507 Main PDFIonicNo ratings yet
- Food Chemistry: Thaisa Moro Cantu-Jungles, Marcello Iacomini, Thales R. Cipriani, Lucimara M.C. CordeiroDocument3 pagesFood Chemistry: Thaisa Moro Cantu-Jungles, Marcello Iacomini, Thales R. Cipriani, Lucimara M.C. CordeiroNormix Flowers100% (1)
- Rumen DDocument17 pagesRumen DnazkasihNo ratings yet
- 3496-Article Text-Jeruk Nipis Pada Bau Amis IkanDocument8 pages3496-Article Text-Jeruk Nipis Pada Bau Amis IkanJesiNo ratings yet
- Preliminary Study of The Production of Phycobiliproteins FromDocument6 pagesPreliminary Study of The Production of Phycobiliproteins FromRugi Vicente RubiNo ratings yet
- A Feasible Process For Furfural Production From The Pre-Hydrolysis Liquorof Corncob Via Biochar Catalysts in A New Biphasic SystemDocument7 pagesA Feasible Process For Furfural Production From The Pre-Hydrolysis Liquorof Corncob Via Biochar Catalysts in A New Biphasic SystemRokhain VilNo ratings yet
- UntitledDocument9 pagesUntitledASMA LAKSIRNo ratings yet
- RS - Volume 9 - Issue 4 - Pages 378-391Document14 pagesRS - Volume 9 - Issue 4 - Pages 378-391samirNo ratings yet
- Black Bean Protein HydrolysatesDocument8 pagesBlack Bean Protein HydrolysatesY Tran Trang MyNo ratings yet
- Surfactantes - Artigo 2Document8 pagesSurfactantes - Artigo 2barbarandrade1978No ratings yet
- Spirulina Maxima: Production of Phenolic Compounds From MicroalgaeDocument9 pagesSpirulina Maxima: Production of Phenolic Compounds From MicroalgaeMaita NouhaNo ratings yet
- Food Chemistry: E. Agcam, A. Akyıldız, G. Akdemir EvrendilekDocument8 pagesFood Chemistry: E. Agcam, A. Akyıldız, G. Akdemir EvrendilekCarolina Herrera CJNo ratings yet
- Exploring Phosphate-Solubilizing Aspergillus SP: Isolation and Optimization of Extracellular Acid Phosphatase ActivityDocument14 pagesExploring Phosphate-Solubilizing Aspergillus SP: Isolation and Optimization of Extracellular Acid Phosphatase Activityindex PubNo ratings yet
- Purification and Characterization of Cellulase From The Wild-Type and Two Improved Mutants ofDocument7 pagesPurification and Characterization of Cellulase From The Wild-Type and Two Improved Mutants ofAlonso PomaNo ratings yet
- Bioavailability of Glucoraphanin and Sulforaphane FromDocument10 pagesBioavailability of Glucoraphanin and Sulforaphane FromGiovanni Aleksey GuersonNo ratings yet
- The Effect of PH On Bromelain Partition From AnanaDocument9 pagesThe Effect of PH On Bromelain Partition From AnanaBruno PereiraNo ratings yet
- Watermelon 2Document24 pagesWatermelon 2nithingowda2206No ratings yet
- Okara Lên MenDocument13 pagesOkara Lên MenHIẾU VÕ MINHNo ratings yet
- Jurnal 15Document7 pagesJurnal 15Ari OktaviaNo ratings yet
- Extracellular Thermostable Proteolytic Activity of The Milk SpoilageDocument8 pagesExtracellular Thermostable Proteolytic Activity of The Milk SpoilageGenessis MolinaNo ratings yet
- Encapsulation of Lactobacillus Acidophilus in Moist-Heat-ResistantDocument8 pagesEncapsulation of Lactobacillus Acidophilus in Moist-Heat-ResistantMIRIAM CRISTINA DA SILVA GOMESNo ratings yet
- Sci - HubDocument7 pagesSci - HubVõ Hữu Hồng ChiNo ratings yet
- Microbial Enzymes and Their ApplicationsDocument4 pagesMicrobial Enzymes and Their Applicationsali abbasNo ratings yet
- Aparna 1999Document8 pagesAparna 1999Nur Ahmad HabibiNo ratings yet
- Philippine Yam Tubers Phenolic ContentDocument9 pagesPhilippine Yam Tubers Phenolic ContentIvanna GeronNo ratings yet
- Caffe Fisicoquimica PDFDocument9 pagesCaffe Fisicoquimica PDFYodiOlazaNo ratings yet
- 1-S2.0-S0141813023055484-Main Antioxidant of LP Xingjie WangDocument10 pages1-S2.0-S0141813023055484-Main Antioxidant of LP Xingjie Wangnur rohmanNo ratings yet
- Arya - 2015 - Fructooligosaccharides - Applications and Health BenefitsDocument5 pagesArya - 2015 - Fructooligosaccharides - Applications and Health BenefitsBruna ParenteNo ratings yet
- The Influence of Sucrose Addition and Bacterial Strains On The Production of Banana Peel-Based ExopolysaccharidesDocument6 pagesThe Influence of Sucrose Addition and Bacterial Strains On The Production of Banana Peel-Based ExopolysaccharidesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Compilation of Ligno-Cellulose Feedstock and Related Research for Feed, Food and EnergyFrom EverandA Compilation of Ligno-Cellulose Feedstock and Related Research for Feed, Food and EnergyNo ratings yet
- Air Pollution: Learning OutcomesDocument34 pagesAir Pollution: Learning Outcomesgita100% (1)
- PHYSIOTOXI ACTIVITIES To PrintDocument12 pagesPHYSIOTOXI ACTIVITIES To PrintJomari TawatNo ratings yet
- Science Ester Info 1Document10 pagesScience Ester Info 1Albert AntonioNo ratings yet
- Research Final Aquino and Laboga1Document30 pagesResearch Final Aquino and Laboga1Therese Gabrielle AquinoNo ratings yet
- Dimethyl Sulfoxide: A Solvent Safe For Man and The EnvironmentDocument6 pagesDimethyl Sulfoxide: A Solvent Safe For Man and The EnvironmentCampaign MediaNo ratings yet
- Liver Function Tests... ROHITDocument61 pagesLiver Function Tests... ROHITJr Jc Rohit SahNo ratings yet
- Organic Chemistry 3Document2 pagesOrganic Chemistry 3api-659209201No ratings yet
- Taro 20 Taro 30 DP 30Document6 pagesTaro 20 Taro 30 DP 30Om Prakash RajNo ratings yet
- 03-01-2021 - JR - IIT - CO-SUPER CHINA & SUPER CHAINA N120 - Jee-Adv - 2017-P2 - QP PDFDocument11 pages03-01-2021 - JR - IIT - CO-SUPER CHINA & SUPER CHAINA N120 - Jee-Adv - 2017-P2 - QP PDFYugandher Badana0% (1)
- Synthesis of MOF-808Document21 pagesSynthesis of MOF-808أبو البراء اليحيىNo ratings yet
- Usp-Nf - 661 - Sistemas de Envases Plasticos y Sus Materiales de Construcción PDFDocument9 pagesUsp-Nf - 661 - Sistemas de Envases Plasticos y Sus Materiales de Construcción PDFEliza LosadaNo ratings yet
- Activity No. 2 Qualitative Analysis of Carbohydrates: (Pilapil, Jean Diane Rose T. BS Chemistry 3)Document5 pagesActivity No. 2 Qualitative Analysis of Carbohydrates: (Pilapil, Jean Diane Rose T. BS Chemistry 3)Crisgel ParasNo ratings yet
- Acid Rain - Biological Effects and ImplicationsDocument15 pagesAcid Rain - Biological Effects and Implicationsamir sultanNo ratings yet
- Qualitative Analysis of Elements Organic LabDocument6 pagesQualitative Analysis of Elements Organic LabSophia ManzanoNo ratings yet
- Phloroglucinol in Tissue CultureDocument16 pagesPhloroglucinol in Tissue CultureRenato Fernandes Galdiano JúniorNo ratings yet
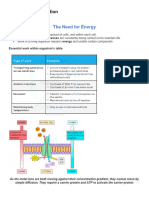
- Life Sciences Grade 12 Term 1 Week 1 - 2021Document4 pagesLife Sciences Grade 12 Term 1 Week 1 - 2021Lucky Jr MonobeNo ratings yet
- Chap 12 Energy and RespirationDocument34 pagesChap 12 Energy and RespirationGeorge ApidiNo ratings yet
- J. Biol. Chem.-1928-Luck-13-26Document15 pagesJ. Biol. Chem.-1928-Luck-13-26SASA / GAMESNo ratings yet
- Polymerase Chain Reaction (Autosaved)Document25 pagesPolymerase Chain Reaction (Autosaved)Subhan AliNo ratings yet
- Antimicrobial Activity of Sorbate: N. Sofos and F. F. BustaDocument10 pagesAntimicrobial Activity of Sorbate: N. Sofos and F. F. BustaMï MoNo ratings yet
- Savant Labs Test List by Category Overview Form No 19-2D PDFDocument38 pagesSavant Labs Test List by Category Overview Form No 19-2D PDFShaara NeyNo ratings yet
- Fitoremediasi LingkuganDocument32 pagesFitoremediasi LingkuganAhmad FauziNo ratings yet
- Chemistry of COMPOUND Lipids.Document60 pagesChemistry of COMPOUND Lipids.QueenNo ratings yet
- TerpenoidsDocument72 pagesTerpenoidsabrham sharewNo ratings yet
- Talusia Ls 25: Safety Data SheetDocument11 pagesTalusia Ls 25: Safety Data SheetJhay ReoNo ratings yet
- Chem 44.1 Special SynthesisDocument86 pagesChem 44.1 Special SynthesisCarlo Joseph Moskito100% (2)
- Synthetic Fibres and PlasticsDocument17 pagesSynthetic Fibres and PlasticsSakina ChechatwalaNo ratings yet
- 22 April GOC 2 CDE ACD SirDocument15 pages22 April GOC 2 CDE ACD SirAnish LahiriNo ratings yet
- Revision Test 3Document22 pagesRevision Test 3ASHWANI KUMARNo ratings yet