You might also like
- TTTDocument13 pagesTTTharitha gorijalaNo ratings yet
- TTT and CCT DiagramDocument24 pagesTTT and CCT DiagramArun Raj A C100% (2)
- Principles of Heat Treating of SteelsDocument30 pagesPrinciples of Heat Treating of Steelssatish_trivediNo ratings yet
- Transition From Diffusive To Displacive Austenite Reversion in Low-Alloy Steel Fig. 1 in The Form of A Continuous Heating Reversion DiaDocument3 pagesTransition From Diffusive To Displacive Austenite Reversion in Low-Alloy Steel Fig. 1 in The Form of A Continuous Heating Reversion DiaFernandoNo ratings yet
- Time Temperature TransformationDocument13 pagesTime Temperature Transformationdpk88No ratings yet
- Capili Jefferson 11Document16 pagesCapili Jefferson 11Christian Al EncarnacionNo ratings yet
- TTT & CCT Diagrams: Dr. K. Devendranath Ramkumar Assistant Professor (Senior)Document22 pagesTTT & CCT Diagrams: Dr. K. Devendranath Ramkumar Assistant Professor (Senior)joel jNo ratings yet
- 1 - Heat TreatmentDocument61 pages1 - Heat TreatmentMohamed Karim MohamedNo ratings yet
- Camurri (2008) PDFDocument7 pagesCamurri (2008) PDFMarcelo MamaniNo ratings yet
- 1 s2.0 1359645496000845 MainDocument11 pages1 s2.0 1359645496000845 MainRaseem AhmedNo ratings yet
- SM 5th-Sem Meta Heat-Treatment-TechnologyDocument37 pagesSM 5th-Sem Meta Heat-Treatment-TechnologyARINDAM SETTNo ratings yet
- Heat Treatment by Quenching - DiagramsDocument20 pagesHeat Treatment by Quenching - Diagramssunilmathew4477No ratings yet
- Publication 4 11889 199Document9 pagesPublication 4 11889 199Mulia AridhoNo ratings yet
- TTT Phase DiagramDocument9 pagesTTT Phase Diagramhari krishnaNo ratings yet
- Pearlite To AusteniteDocument11 pagesPearlite To AusteniteEnriqueMirandaGodoyNo ratings yet
- 1 - Heat TreatmentDocument61 pages1 - Heat TreatmentMohamed El SayadNo ratings yet
- Full Annealing and Normalizing of AISI 1045 and AISI 1080Document6 pagesFull Annealing and Normalizing of AISI 1045 and AISI 1080Sellina SyNo ratings yet
- Rohini 88980349004Document3 pagesRohini 88980349004shubhadipmondal2000No ratings yet
- Time Temperature Transformation (TTT) Diagrams PDFDocument108 pagesTime Temperature Transformation (TTT) Diagrams PDFSerkan Apay100% (1)
- Basicsof AustemperingDocument4 pagesBasicsof AustemperingSinan YILDIZNo ratings yet
- University of Kirkuk. Department of Mechanical Enginnering.: Name: Ahmed QaisDocument2 pagesUniversity of Kirkuk. Department of Mechanical Enginnering.: Name: Ahmed QaisMostafa HamawandyNo ratings yet
- EMAT 10 (2k21)Document41 pagesEMAT 10 (2k21)Kumail AbbasNo ratings yet
- TTT and CCT Continuous Cooling TransformationDocument6 pagesTTT and CCT Continuous Cooling TransformationurcojNo ratings yet
- Time-Temperature Relations in Tempering Steel: (New 1pqj1)Document27 pagesTime-Temperature Relations in Tempering Steel: (New 1pqj1)Alex100% (1)
- Time Temperature Transformation With ReferncesDocument12 pagesTime Temperature Transformation With ReferncesEllie BrooklynNo ratings yet
- Microstructural Changes in HSLA-100 Steel Thermally To Simulate The Heat-Affected Zone During Welding CycledDocument17 pagesMicrostructural Changes in HSLA-100 Steel Thermally To Simulate The Heat-Affected Zone During Welding CycledKay WhiteNo ratings yet
- Phase Transformation in Metals and AlloysDocument31 pagesPhase Transformation in Metals and AlloysSyafiqah RusdiNo ratings yet
- CCT Diagram For Steels PDFDocument33 pagesCCT Diagram For Steels PDFGuru SamyNo ratings yet
- Time Temperature Transformation With ReferncesDocument12 pagesTime Temperature Transformation With ReferncesEllie BrooklynNo ratings yet
- Engineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyDocument34 pagesEngineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyMD Al-AminNo ratings yet
- Ch-8 Compatibility ModeDocument58 pagesCh-8 Compatibility Modedreamgurl9011No ratings yet
- TTT DiagramDocument6 pagesTTT DiagramDeepa PujariNo ratings yet
- Bailey 2009Document10 pagesBailey 2009zidan ojaNo ratings yet
- Re Austenitisation MartensiteDocument4 pagesRe Austenitisation MartensiteAndress SsalomonnNo ratings yet
- The Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsDocument11 pagesThe Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- Trans FasesDocument6 pagesTrans FasesIveth Carmona GonzalezNo ratings yet
- Trans FasesDocument6 pagesTrans FasesIveth Carmona GonzalezNo ratings yet
- Phase Transformations: Ferrite - BCCDocument65 pagesPhase Transformations: Ferrite - BCCAhsan JunaidNo ratings yet
- Sudipta Nath: Materials EngineeringDocument19 pagesSudipta Nath: Materials EngineeringSudipta NathNo ratings yet
- TTT CurvesDocument4 pagesTTT Curvesmanas310jntuhNo ratings yet
- Heat Treatment Lecture NotesDocument48 pagesHeat Treatment Lecture Notes22210021 TANWADE RUTURAJ RAVINDRANo ratings yet
- Calculo de Dureza Del AceroDocument9 pagesCalculo de Dureza Del Acerojose.figueroa@foseco.comNo ratings yet
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanNo ratings yet
- Iron-Carbide DiagramDocument6 pagesIron-Carbide DiagramAbhijit GhanwatNo ratings yet
- Revisiting The Structure of Martensite in Iron-Carbon SteelsDocument12 pagesRevisiting The Structure of Martensite in Iron-Carbon SteelsKrishnanNo ratings yet
- Cast Steel: The Iron-Carbon Equilibrium Diagram: AbstractDocument5 pagesCast Steel: The Iron-Carbon Equilibrium Diagram: Abstractchacha4500No ratings yet
- MM: 304 Heat Treatment: Topic: Transformation DiagramsDocument13 pagesMM: 304 Heat Treatment: Topic: Transformation DiagramsHanif Azis BudiartoNo ratings yet
- 05 HeattreatmentDocument39 pages05 HeattreatmentHaerul AtamimiNo ratings yet
- 8.heat TreatmentDocument7 pages8.heat Treatmentrohan_n_desai100% (2)
- Prelims - PMD - Heat-Treatment-Principles-And-Techniques-Short-No-QDocument36 pagesPrelims - PMD - Heat-Treatment-Principles-And-Techniques-Short-No-Qkitolaw123No ratings yet
- TTT DiagramDocument26 pagesTTT Diagrammeckup123No ratings yet
- Thermodynamic TTT Metal Science 1982Document7 pagesThermodynamic TTT Metal Science 1982Vanina GiselaNo ratings yet
- ME 216 - Engineering Materials II: Heat Treatment (Part I)Document15 pagesME 216 - Engineering Materials II: Heat Treatment (Part I)ozanNo ratings yet
- Kuliah Diagram TTT Dan CCTDocument35 pagesKuliah Diagram TTT Dan CCTAlmanFikriyansyahNo ratings yet
- TTT DiagramDocument17 pagesTTT DiagramGAURAV SINGHNo ratings yet
- Vander Voort, George F. Eds. Atlas of Time-Temperature Diagrams For Nonferrous AlloysDocument783 pagesVander Voort, George F. Eds. Atlas of Time-Temperature Diagrams For Nonferrous AlloysDaniel Navarro100% (3)
- MT Ch5Document69 pagesMT Ch5Miras MuratbekovNo ratings yet
- Carbon EqDocument9 pagesCarbon EqSam ChristopherNo ratings yet
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- Dura. Cord & Dura. Sheet 40/100: Closed Cell Polyethylene Joint Formers & Back Up MaterialDocument2 pagesDura. Cord & Dura. Sheet 40/100: Closed Cell Polyethylene Joint Formers & Back Up Materialcremildo maetinhoNo ratings yet
- 1 s2.0 S0269749120361510 MainDocument15 pages1 s2.0 S0269749120361510 MainmuhammedNo ratings yet
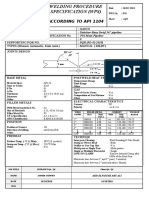
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- FG - BDER-78 Technical Catalogue - Technical - UNDocument8 pagesFG - BDER-78 Technical Catalogue - Technical - UNAnh Le NgocNo ratings yet
- Tire RecyclingDocument11 pagesTire RecyclingAadhithya RangaiyanNo ratings yet
- Aqua 1Document324 pagesAqua 1staryklt100% (1)
- BS EN 00003-3-1996 ScanDocument16 pagesBS EN 00003-3-1996 ScanRinu RavikumarNo ratings yet
- Thermodynamic Stream TrapDocument2 pagesThermodynamic Stream TrapMohammadAlAmeenNo ratings yet
- Small Bakery - OQ, Q, OW, OLSCDocument2 pagesSmall Bakery - OQ, Q, OW, OLSCIMRAN MASUDNo ratings yet
- Cons. Planning & Scheduling1Document2 pagesCons. Planning & Scheduling1Kimberley RamroopNo ratings yet
- Bipin PDFDocument12 pagesBipin PDFAr Jitendra KumarNo ratings yet
- WPS & PQR Training PDFDocument316 pagesWPS & PQR Training PDFamini_mohiNo ratings yet
- Evaluation - Scheme Mechanical Engg.Document2 pagesEvaluation - Scheme Mechanical Engg.Sudhir KushwahaNo ratings yet
- BearingDocument423 pagesBearingaubd100% (2)
- Percenta Nano Coatings Clean With EaseDocument11 pagesPercenta Nano Coatings Clean With EasexltechnologiesNo ratings yet
- White Topping: An Excellent Solution For Pavement RehabilitationDocument23 pagesWhite Topping: An Excellent Solution For Pavement RehabilitationLohith Kumar HPNo ratings yet
- Entrep ShetDocument92 pagesEntrep ShetDexterr DivinooNo ratings yet
- Tle 8 TaskDocument3 pagesTle 8 Taskdiane carol roseteNo ratings yet
- ASTM C33 11 Conc AggregatesDocument11 pagesASTM C33 11 Conc AggregatesLuis VelardeNo ratings yet
- Saehan Industries Inc. KoreaDocument13 pagesSaehan Industries Inc. Koreadalton2004No ratings yet
- Tiny 12 Dec 2021 1419Document201 pagesTiny 12 Dec 2021 1419RamaChandranANo ratings yet
- IRS T - 31 - Revision 4Document28 pagesIRS T - 31 - Revision 4priyaranjan kunwarNo ratings yet
- 4-نقشه خوانی PFD-P&ID PDFDocument254 pages4-نقشه خوانی PFD-P&ID PDFAntoNo ratings yet
- Master Catalog 2015Document231 pagesMaster Catalog 2015Ulfa HafizdyaNo ratings yet
- Geological Society, London, Engineering Geology Special Publications-1995-Bell-3-29Document27 pagesGeological Society, London, Engineering Geology Special Publications-1995-Bell-3-29Wildan KhoerulNo ratings yet
- Spinning CalculationDocument178 pagesSpinning Calculationamboklate69% (16)
- Glo Sikaplan WP WT TapesDocument8 pagesGlo Sikaplan WP WT Tapesahmedmido14No ratings yet
- Savage Hydraulic Presses Are Application-Specific and Job-EngineeredDocument1 pageSavage Hydraulic Presses Are Application-Specific and Job-EngineeredRajiv GandhiNo ratings yet