You might also like
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Steel DeoxidationDocument10 pagesSteel DeoxidationitiseasyNo ratings yet
- Steel DeoxidationDocument12 pagesSteel DeoxidationUlises Quintana CarhuanchoNo ratings yet
- Lecture 7Document5 pagesLecture 7Abhijeet BhagavatulaNo ratings yet
- Industrial Metallurgy: Bsc. (H) Chemistry Semester-ViDocument15 pagesIndustrial Metallurgy: Bsc. (H) Chemistry Semester-Vikhaled merashliNo ratings yet
- 12th Chemistry CH-6NotesDocument6 pages12th Chemistry CH-6NotesAyesha QureshiNo ratings yet
- W The Rate in Weight Gain or Loss (G/CM I Current DensityDocument12 pagesW The Rate in Weight Gain or Loss (G/CM I Current Densityهدوء السماءNo ratings yet
- Lesson 1Document21 pagesLesson 1Durairaj RagupathikumarNo ratings yet
- General Principles and Process of Isolation of Elements-1st DraftDocument43 pagesGeneral Principles and Process of Isolation of Elements-1st DraftKunalWadhawanNo ratings yet
- Chemistry Both VolumeDocument293 pagesChemistry Both VolumeHa- -riNo ratings yet
- General Principles and Processes of Isolation of ElementsDocument39 pagesGeneral Principles and Processes of Isolation of ElementsAditya PandeyNo ratings yet
- CH 6Document11 pagesCH 6Tr Mazhar PunjabiNo ratings yet
- Che Vol1Document139 pagesChe Vol1abiramanNo ratings yet
- Edited Namma Kalvi 12th Chemistry Unit 1267 Study Material em 215233Document53 pagesEdited Namma Kalvi 12th Chemistry Unit 1267 Study Material em 215233Aakaash C.K.No ratings yet
- Edited Namma Kalvi 12th Chemistry Unit 1267 Study Material em 215233 PDFDocument53 pagesEdited Namma Kalvi 12th Chemistry Unit 1267 Study Material em 215233 PDFAakaash C.K.No ratings yet
- Extraction of Metals NotesDocument6 pagesExtraction of Metals NotesAyush JadiaNo ratings yet
- Chemistry Form 5 Chapter 3 Oxidation and Reduction 2014Document97 pagesChemistry Form 5 Chapter 3 Oxidation and Reduction 2014Cheah Foo Kit33% (3)
- Extraction MetallurgyDocument23 pagesExtraction MetallurgyChima C. UgwuegbuNo ratings yet
- Lecture 11Document7 pagesLecture 11Abhijeet BhagavatulaNo ratings yet
- General Principles and Processes of Isolation of ElementsDocument17 pagesGeneral Principles and Processes of Isolation of ElementsAnonymous 8VJhV1eI2y100% (1)
- General Principles ProcessesDocument19 pagesGeneral Principles ProcessesAnand MurugananthamNo ratings yet
- Cy6152 QBDocument10 pagesCy6152 QBYuvanManiNo ratings yet
- REDOX Reaction: CombustionDocument13 pagesREDOX Reaction: Combustionanwar9602020No ratings yet
- Xii em 2022 - 23Document89 pagesXii em 2022 - 23Karan MishraNo ratings yet
- Corrosion 1Document29 pagesCorrosion 1shaileshpathakNo ratings yet
- Isolation and Purification of Metals Easy NotesDocument4 pagesIsolation and Purification of Metals Easy NotesYogesh PatilNo ratings yet
- Iron Making PPT Notes 2Document49 pagesIron Making PPT Notes 2SHUBHAM VERMANo ratings yet
- Chapter 3 Science 10Document12 pagesChapter 3 Science 10RAHUL SHARMANo ratings yet
- Copper Ion-Exchanged Zeolite Catalysts in Deno Reaction: Hidenori Yahiro, Masakazu IwamotoDocument19 pagesCopper Ion-Exchanged Zeolite Catalysts in Deno Reaction: Hidenori Yahiro, Masakazu IwamotoborgiamatriceNo ratings yet
- CY6251-Engg Chemistry-II 2marksDocument9 pagesCY6251-Engg Chemistry-II 2markssunil1237No ratings yet
- Material Downloaded From - 1 / 6Document6 pagesMaterial Downloaded From - 1 / 6Gaming AddictedNo ratings yet
- General PrinciplesDocument14 pagesGeneral PrinciplesRaena SwamiNo ratings yet
- Study Material 6: Concentration of OresDocument15 pagesStudy Material 6: Concentration of OresitishaNo ratings yet
- Chapter 6 General Principles and Processes of Isolation of ElementsDocument11 pagesChapter 6 General Principles and Processes of Isolation of ElementsNAVEEN BUNKARNo ratings yet
- ASSIGNMENT 3, OLeitch & JJarvis Mec 3206Document25 pagesASSIGNMENT 3, OLeitch & JJarvis Mec 3206Oneil Prettyboyswagg LeitchNo ratings yet
- Engineering Material LEC#2Document42 pagesEngineering Material LEC#2Sharjeel FaisalNo ratings yet
- Pyrometallurgy 2Document14 pagesPyrometallurgy 2Athlur Sai KiranNo ratings yet
- Chemistry General Principles and Processes of Isolation of Elements Q&A 5marksDocument6 pagesChemistry General Principles and Processes of Isolation of Elements Q&A 5marksPramit RanjanNo ratings yet
- 3 - Demir Ve Celik Uretimi - 2021 - 3Document52 pages3 - Demir Ve Celik Uretimi - 2021 - 3atilla kayangilNo ratings yet
- The Uses of AmmoniaDocument24 pagesThe Uses of AmmoniaRaja Rose NanieNo ratings yet
- Metals and PolymersDocument37 pagesMetals and PolymerscharlotteconsigoNo ratings yet
- Lecture 6Document4 pagesLecture 6Abhijeet BhagavatulaNo ratings yet
- D-& F Block ElementsDocument46 pagesD-& F Block ElementsdetectionisimpressionNo ratings yet
- Lec-02 PyrometallurgyDocument21 pagesLec-02 PyrometallurgyTanvir HossainNo ratings yet
- Application of ZrO2 As A Catalyst and A Catalyst Support Catalysis Today Volume 20 Issue 2 1994 (Doi 10p1016 - 0920-5861 (94) 80003-0)Document19 pagesApplication of ZrO2 As A Catalyst and A Catalyst Support Catalysis Today Volume 20 Issue 2 1994 (Doi 10p1016 - 0920-5861 (94) 80003-0)Santiago FerraezNo ratings yet
- CO2 Corrosion NotesDocument9 pagesCO2 Corrosion NotesRony MayrizalNo ratings yet
- Conversion of Chromium Ore Processing Residue To Chrome OreDocument49 pagesConversion of Chromium Ore Processing Residue To Chrome OreMohammad Rizwan KhanNo ratings yet
- Solutions of Practice Questions 5Document6 pagesSolutions of Practice Questions 5kshitij90100% (1)
- ElectroplatingDocument12 pagesElectroplatingVishal SNo ratings yet
- Swinbourne12 AOD Mpm289Document10 pagesSwinbourne12 AOD Mpm289ramizNo ratings yet
- SlagDocument7 pagesSlagOUSSAMA BEN OMARNo ratings yet
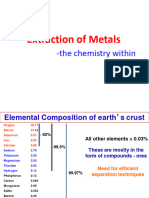
- Extraction of Metals: - The Chemistry WithinDocument32 pagesExtraction of Metals: - The Chemistry WithinkeshnathjnpNo ratings yet
- Chapter 20 Oxidation-Reduction ReactionsDocument43 pagesChapter 20 Oxidation-Reduction ReactionsTegar MaulanaNo ratings yet
- Surface Treatment of AlloysDocument6 pagesSurface Treatment of AlloysGAURAV GOPAKUMAR 1940705No ratings yet
- Reduction of Molybdenum Oxide From Steelmaking Slags by Pure Liquid IronDocument12 pagesReduction of Molybdenum Oxide From Steelmaking Slags by Pure Liquid IronJaime MoralesNo ratings yet
- Explanation Text: By: Dwiyanti Octaviani Farrah Nabila F Malik Farhan Nazhara Ardhan Roikhan Azhari Syifa FauziahDocument28 pagesExplanation Text: By: Dwiyanti Octaviani Farrah Nabila F Malik Farhan Nazhara Ardhan Roikhan Azhari Syifa Fauziahsyifa fauziahNo ratings yet
- Inorganic ChemistryDocument14 pagesInorganic Chemistryguruuniversity818No ratings yet
- Chemical Reactions and Equations Class 10 NotesDocument6 pagesChemical Reactions and Equations Class 10 Notesashlyyyyyy33No ratings yet
- Thermal, Physical and Chemical: Profiles in Blast FurnaceDocument14 pagesThermal, Physical and Chemical: Profiles in Blast FurnaceAbdul AuwalNo ratings yet
- Further ElectrochemistryDocument31 pagesFurther ElectrochemistryleanneNo ratings yet
- Candidate Application Process - iCIMSDocument5 pagesCandidate Application Process - iCIMSSonu MishraNo ratings yet
- ZS Technology QuestionsDocument18 pagesZS Technology QuestionsSonu MishraNo ratings yet
- National Institute of Technology, Durgapur: Campus Placement Information: 2021-22Document2 pagesNational Institute of Technology, Durgapur: Campus Placement Information: 2021-22Sonu MishraNo ratings yet
- NotificationDocument19 pagesNotificationSonu MishraNo ratings yet
- Lab Deliverables: Percentage Change in Cross-Sectional Area and LengthDocument3 pagesLab Deliverables: Percentage Change in Cross-Sectional Area and LengthSonu MishraNo ratings yet
- Graphs of Experiment 01Document5 pagesGraphs of Experiment 01Sonu MishraNo ratings yet
- Seat Lightweighting ProjectDocument14 pagesSeat Lightweighting ProjectSonu MishraNo ratings yet
- Questions On Steel Making (Slag)Document1 pageQuestions On Steel Making (Slag)Sonu MishraNo ratings yet
- 3 KGFDocument4 pages3 KGFSonu MishraNo ratings yet
- Hardness Vs Plastic Strain MMG 03Document5 pagesHardness Vs Plastic Strain MMG 03Sonu MishraNo ratings yet
- Lecture 4: Slag in Steelmaking ContentsDocument10 pagesLecture 4: Slag in Steelmaking ContentsSonu MishraNo ratings yet
- Advances in Continuous Casting of SteelDocument9 pagesAdvances in Continuous Casting of SteelSonu MishraNo ratings yet
- 4 AodDocument5 pages4 AodSonu MishraNo ratings yet
- ResumaiDocument3 pagesResumaiFollowerNo ratings yet
- Heap SortDocument2 pagesHeap SortSonu Kumar MishraNo ratings yet
- Material Science and Engineering V Raghavan PDFDocument461 pagesMaterial Science and Engineering V Raghavan PDFSunav Vidhyarthi68% (31)
- 27.3 The Mechanical Energy Balance: Basic Principle II Second Class Dr. Arkan Jasim HadiDocument8 pages27.3 The Mechanical Energy Balance: Basic Principle II Second Class Dr. Arkan Jasim HadiSonu MishraNo ratings yet
- Tailieuxanh Asn Xuat Etylen 4131Document65 pagesTailieuxanh Asn Xuat Etylen 4131Minh HoàngNo ratings yet
- Practical 27 EsterificationDocument2 pagesPractical 27 EsterificationDavid LuNo ratings yet
- Nyambung KabelDocument3 pagesNyambung KabelNoeRtjahya AhmadNo ratings yet
- Astm A 827Document3 pagesAstm A 827BillNo ratings yet
- High-Performance Longboard DesignDocument8 pagesHigh-Performance Longboard DesignFilippo ZapataNo ratings yet
- Laminar Lab Manual - SimpleDocument5 pagesLaminar Lab Manual - SimpleDinesh VermaNo ratings yet
- Running Projects in NPD (New Product Development) Area CTQ (Critical To Quality)Document5 pagesRunning Projects in NPD (New Product Development) Area CTQ (Critical To Quality)Mohammad AdilNo ratings yet
- Requirement - Cladding Sheet-12062017Document1 pageRequirement - Cladding Sheet-12062017Pushp RanjanNo ratings yet
- Standards For Pipes and Fittings PDF FreeDocument13 pagesStandards For Pipes and Fittings PDF Freeuonoi0% (1)
- Ma'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresDocument35 pagesMa'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresMuhammad Najam AbbasNo ratings yet
- InoxDocument19 pagesInoxvalla_67No ratings yet
- Enhanced Sintering, Microstructure Evolution and Mechanical Properties of 316LDocument4 pagesEnhanced Sintering, Microstructure Evolution and Mechanical Properties of 316LDaniel SolesNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- Edexcel - IAS - Organic Chemistry - 1Document27 pagesEdexcel - IAS - Organic Chemistry - 1mostafa barakatNo ratings yet
- Expt 3 Bioplastic From Plant Starch Lab Data SheetDocument9 pagesExpt 3 Bioplastic From Plant Starch Lab Data SheetjanaNo ratings yet
- G-Tex PCF Range Geotextiles: Soil Seperation & Drainage & Filtration NonwovensDocument1 pageG-Tex PCF Range Geotextiles: Soil Seperation & Drainage & Filtration Nonwovensfer17165No ratings yet
- Hydrogel Formation From Poly (NIPAAm-co-BIS)Document9 pagesHydrogel Formation From Poly (NIPAAm-co-BIS)Adrian SödergrenNo ratings yet
- Cosmetic Raw Material 82dd39abDocument4 pagesCosmetic Raw Material 82dd39abABDULRAHMAN ALSAHARNo ratings yet
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Document108 pagesAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- DN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged AdaptorDocument4 pagesDN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged Adaptorpablo gerardo gil cocaNo ratings yet
- P10Document12 pagesP10techbhazNo ratings yet
- Timesaver Cast Iron Drainage SystemsDocument22 pagesTimesaver Cast Iron Drainage SystemsNaveen DiggaiNo ratings yet
- Medieval Copper Alloy Production and West African Bronze Analyses Part 2Document30 pagesMedieval Copper Alloy Production and West African Bronze Analyses Part 2STNo ratings yet
- D PPT 1Document9 pagesD PPT 1Pavan PavanNo ratings yet
- Estimate-Csg For Slab and Walls Per Square MetersDocument2 pagesEstimate-Csg For Slab and Walls Per Square MetersRoland CepedaNo ratings yet
- Diesel Usado AnfoDocument8 pagesDiesel Usado AnfochoqolloNo ratings yet
- Informa Es T Cnicas - Tinopal CBS-XDocument4 pagesInforma Es T Cnicas - Tinopal CBS-XAlexandre FernandoNo ratings yet
- Pipe CalculationDocument10 pagesPipe CalculationTrishul Nath PallayNo ratings yet
- Heat Shrink Sleeves Install Manual 2005 PDFDocument3 pagesHeat Shrink Sleeves Install Manual 2005 PDFkalai0% (1)
- Politeknik - Fan Coil Orgulu Esnek Baglanti HortumlariDocument1 pagePoliteknik - Fan Coil Orgulu Esnek Baglanti HortumlariFunda HandasNo ratings yet