You might also like
- Saep 1150Document50 pagesSaep 1150abidch14383% (54)
- Aiag SPC Manual 3rd Edition PDFDocument4 pagesAiag SPC Manual 3rd Edition PDFAnika Mishra0% (1)
- GP 12Document2 pagesGP 12Antonio Lara100% (8)
- New IATF 16949 Audit (MAQMSR SUPPLIER AUDIT)Document33 pagesNew IATF 16949 Audit (MAQMSR SUPPLIER AUDIT)SKS eswaran67% (3)
- ISO 9001 Processes, Procedures and Work InstructionsDocument13 pagesISO 9001 Processes, Procedures and Work InstructionsGvdB75No ratings yet
- Previews AIAG SPC 3 Pre PDFDocument6 pagesPreviews AIAG SPC 3 Pre PDFnadeemkarimiNo ratings yet
- VDA OverviewDocument18 pagesVDA OverviewdavidNo ratings yet
- CQI 10 Effective Problem Solving GuidelineDocument208 pagesCQI 10 Effective Problem Solving Guidelinehenrycht100% (4)
- Early Production ContainmentDocument2 pagesEarly Production Containmenttravi9580% (5)
- GM 1927 Supplier Quality Manual PDFDocument109 pagesGM 1927 Supplier Quality Manual PDFYaisa Marrugo JimenezNo ratings yet
- Formel Q Quality Capability Supplier Assessment Guidelines 2005 PDFDocument152 pagesFormel Q Quality Capability Supplier Assessment Guidelines 2005 PDFAntonioNo ratings yet
- Quality ManualDocument114 pagesQuality Manualazis_fatimNo ratings yet
- CQI 9 4th EditionDocument1 pageCQI 9 4th Editionmirosek100% (1)
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- 0 GM 1927 Supplier Quality Manual 2020 Rev. 27.0Document73 pages0 GM 1927 Supplier Quality Manual 2020 Rev. 27.0Reverson Santos100% (5)
- Special Process: Heat Treat System Assessment: 2 EditionDocument70 pagesSpecial Process: Heat Treat System Assessment: 2 Editionelectro242No ratings yet
- Production Part Approval Process A Complete Guide - 2019 EditionFrom EverandProduction Part Approval Process A Complete Guide - 2019 EditionNo ratings yet
- Faurecia Supplier Requirements ManualDocument39 pagesFaurecia Supplier Requirements ManualJuan Egara100% (1)
- ISO 9001 Auditor Training Q&ADocument10 pagesISO 9001 Auditor Training Q&AAli Zafar71% (7)
- Q1 Rules Ref CardDocument10 pagesQ1 Rules Ref Cardparigomo2No ratings yet
- Aqap2131e PDFDocument9 pagesAqap2131e PDFmaccione4311No ratings yet
- Daimler Process Signoff DocumentDocument228 pagesDaimler Process Signoff DocumentWolf Villarin100% (1)
- 2b AIAG CQI 12 Coating System AssessmentDocument69 pages2b AIAG CQI 12 Coating System AssessmentAngie GuerreroNo ratings yet
- Manual Gp12 InglesDocument3 pagesManual Gp12 InglesdyolotzinNo ratings yet
- CQI-14 Assessment Tool FinalDocument40 pagesCQI-14 Assessment Tool FinalJose Cepeda100% (4)
- CQI-12v2: Special Process: Coating System AssessmentDocument36 pagesCQI-12v2: Special Process: Coating System AssessmentHoang TanNo ratings yet
- Pass Through CharacteristicsDocument10 pagesPass Through CharacteristicsmirosekNo ratings yet
- Audit Opening Meeting GuideDocument3 pagesAudit Opening Meeting GuideAjo VargheseNo ratings yet
- GM 1927 36 Group C Elements BIQSDocument52 pagesGM 1927 36 Group C Elements BIQSVanessa GurrolaNo ratings yet
- VDA Flyer - 6 5 Product AuditDocument2 pagesVDA Flyer - 6 5 Product AuditEdwin Osogo100% (1)
- Questionnaire - Pre Internal Audit IATF 16949 TrainingDocument2 pagesQuestionnaire - Pre Internal Audit IATF 16949 TrainingRajeshLSNo ratings yet
- AIAG Subtier ChecklistDocument6 pagesAIAG Subtier ChecklistukavathekarNo ratings yet
- Iatf Sanctioned Interpretations Nov 2023 Applicable From December 2023Document31 pagesIatf Sanctioned Interpretations Nov 2023 Applicable From December 2023AnkurNo ratings yet
- VDA Volume 4 8D-MethodDocument23 pagesVDA Volume 4 8D-MethodJuan Egara100% (8)
- IATF 16949 Frequently Asked Questions October 2017Document12 pagesIATF 16949 Frequently Asked Questions October 2017Armando FloresNo ratings yet
- AIAG-CQI-27 Casting - Stakeholder Commenting SheetDocument5 pagesAIAG-CQI-27 Casting - Stakeholder Commenting SheetSelvaraj SimiyonNo ratings yet
- CQI 11 Master Finish CompanyDocument68 pagesCQI 11 Master Finish CompanyAbdullah Ansari100% (1)
- Supplier Quality ToolkitDocument5 pagesSupplier Quality ToolkitJosué PérezNo ratings yet
- GM 1960 - GP9 Procedure March 2005Document10 pagesGM 1960 - GP9 Procedure March 2005vladameerNo ratings yet
- Msa4 Vda5 EaDocument6 pagesMsa4 Vda5 EaAderitoef100% (1)
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- Performance Management and ISO 9001Document188 pagesPerformance Management and ISO 9001mazheroe100% (6)
- GM SQD Bulletin 1927 36 2018Document3 pagesGM SQD Bulletin 1927 36 2018Oscar DiazNo ratings yet
- Cqi 10Document208 pagesCqi 10DearRed FrankNo ratings yet
- What Is ISO 27001 - 2003 - TestDocument8 pagesWhat Is ISO 27001 - 2003 - Testvladislav2902No ratings yet
- Escalation ProcedureDocument5 pagesEscalation ProcedureJuan EgaraNo ratings yet
- GM 1927 36 Group D Elements BIQSDocument41 pagesGM 1927 36 Group D Elements BIQSVanessa GurrolaNo ratings yet
- IATF 16949 - 2016-Exam Paper With AnswersDocument11 pagesIATF 16949 - 2016-Exam Paper With Answersrashwin singhNo ratings yet
- Vda 2 PDFDocument159 pagesVda 2 PDFFernandoNo ratings yet
- Bosch - Supplier-Quality-RequirementsDocument55 pagesBosch - Supplier-Quality-RequirementsumtNo ratings yet
- BIQ-S AuditDocument13 pagesBIQ-S AuditAngie Guerrero100% (1)
- CQI-11 - Special Process Plating System Assessment 2nd Edition 2012 PDFDocument82 pagesCQI-11 - Special Process Plating System Assessment 2nd Edition 2012 PDFwrr19067% (3)
- Cqi 20 Summary PDFDocument30 pagesCqi 20 Summary PDFR J100% (1)
- GM 1927 08 Potential Supplier Assessment (PSA)Document12 pagesGM 1927 08 Potential Supplier Assessment (PSA)Juan Carlos Murillo Larrota100% (1)
- VDA SC - CC - enDocument97 pagesVDA SC - CC - enMonica Avanu100% (1)
- Core Tool Self AssessmentDocument1 pageCore Tool Self AssessmentNagarajanNo ratings yet
- Automotive Iatf 16949Document51 pagesAutomotive Iatf 16949sumit_saraf_5100% (2)
- Automotive Warranty Management: A Guideline For Industry Best PracticesDocument14 pagesAutomotive Warranty Management: A Guideline For Industry Best PracticesRobert Silaghi0% (1)
- Cqi - 9Document63 pagesCqi - 9karina medi100% (2)
- Process Audit VDA 6.3Document9 pagesProcess Audit VDA 6.3Mike Paruszkiewicz100% (1)
- Cqi 12 PDFDocument61 pagesCqi 12 PDFedgarinho753642100% (8)
- GM1927Document127 pagesGM1927hmp90No ratings yet
- Cqi 8 Layered Process Audits GuidelineDocument2 pagesCqi 8 Layered Process Audits GuidelinePraveen Malavae33% (3)
- AIAG Cqi 14 Warranty Key TermsDocument13 pagesAIAG Cqi 14 Warranty Key TermsLipeca75% (8)
- Advanced Product Quality Planning and Control Plan: Second EditionDocument5 pagesAdvanced Product Quality Planning and Control Plan: Second EditionRenata Codruta0% (2)
- Customer Specific Requirements - PPAP (2014!03!05)Document7 pagesCustomer Specific Requirements - PPAP (2014!03!05)diablo2250No ratings yet
- ISO 3834 Guife For Implementation IIW SC Qual 145r4-10 Final 2011-03-13Document52 pagesISO 3834 Guife For Implementation IIW SC Qual 145r4-10 Final 2011-03-13adenilsonboasNo ratings yet
- CQI-14, How To Perfom The AssesmentDocument4 pagesCQI-14, How To Perfom The AssesmentJose Cepeda50% (2)
- Terminations For Steel Wireropes-Safety - Thimbles For Steel Wire Rope Slings BS EN 13411-1 PDFDocument14 pagesTerminations For Steel Wireropes-Safety - Thimbles For Steel Wire Rope Slings BS EN 13411-1 PDFMaazARazaNo ratings yet
- BIQS TrainingMaterial 2015Document115 pagesBIQS TrainingMaterial 2015jd4u100% (7)
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
- Vda 4 - Fmea (2012) PDFDocument126 pagesVda 4 - Fmea (2012) PDFLukas63283% (6)
- Ece R46 - 10.7.2010Document52 pagesEce R46 - 10.7.2010Juan EgaraNo ratings yet
- Transition 16949 April 2016Document11 pagesTransition 16949 April 2016Juan EgaraNo ratings yet
- TS16949 2ndDocument46 pagesTS16949 2ndJuan EgaraNo ratings yet
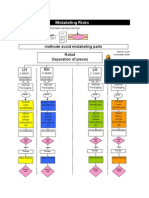
- Methode Avoid Mislabeling Parts Robot Separation of Pieces LH RH LH RHDocument1 pageMethode Avoid Mislabeling Parts Robot Separation of Pieces LH RH LH RHJuan EgaraNo ratings yet
- PesDocument4 pagesPesJuan EgaraNo ratings yet
- Iso 9001-2008Document15 pagesIso 9001-2008admincostraNo ratings yet
- Catalogue: Power SolutionsDocument42 pagesCatalogue: Power SolutionsMazen OudNo ratings yet
- Development of 18M DP Road From Moshi Alandi Road To Indrayani River (Kelgaon Bridge) in Prabhag No.6 Moshi. Chapter-1Document38 pagesDevelopment of 18M DP Road From Moshi Alandi Road To Indrayani River (Kelgaon Bridge) in Prabhag No.6 Moshi. Chapter-1AkshayNo ratings yet
- Furniture Brochure 2021Document8 pagesFurniture Brochure 2021Haider QadriNo ratings yet
- Sample Quality Assurance ResumeDocument2 pagesSample Quality Assurance ResumeProbal SilNo ratings yet
- Quality Reqs Insulation for Piping and Equipment S 738Qv2020!12!2Document11 pagesQuality Reqs Insulation for Piping and Equipment S 738Qv2020!12!2daus nasNo ratings yet
- Astm E1212-99Document5 pagesAstm E1212-99Carlos Raul Caballero LeonNo ratings yet
- Mg1401 TQM (Unit V Iso)Document20 pagesMg1401 TQM (Unit V Iso)Dr. N.ShanmugasundaramNo ratings yet
- 4 Certified Qa QC Engineer Civil 2019Document6 pages4 Certified Qa QC Engineer Civil 2019Arbaj KhanNo ratings yet
- Mo2vate Issue 05: February 2021Document56 pagesMo2vate Issue 05: February 2021Mo2vate MagazineNo ratings yet
- eTIMS Paypoint Windows User Guide Final 2023Document32 pageseTIMS Paypoint Windows User Guide Final 2023adukejyme1990No ratings yet
- Graboplast ENG PDFDocument11 pagesGraboplast ENG PDFDurban Chamber of Commerce and IndustryNo ratings yet
- Supplier - Quality - Manual - F4033735-Jan 2021Document31 pagesSupplier - Quality - Manual - F4033735-Jan 2021Ritesh DevrajNo ratings yet
- Iso9001 Iqa EtaDocument171 pagesIso9001 Iqa EtaKanan AgarwalNo ratings yet
- Roland C230Document9 pagesRoland C230Anonymous pMgjvHvC41No ratings yet
- Effective Management Review Training (For Sharing)Document11 pagesEffective Management Review Training (For Sharing)limkeanjinNo ratings yet
- Self Assessment Capability SurveyDocument3 pagesSelf Assessment Capability SurveyAnbuNo ratings yet
- Comparison of Iso 9001 and Iso 22000Document4 pagesComparison of Iso 9001 and Iso 22000AngelNo ratings yet