0% found this document useful (0 votes)
677 views14 pagesCNC Programming and Simulation Guide
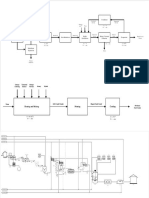
The document discusses various topics related to computer numerical control (CNC) including:
1. CNC involves replacing conventional controllers with a small computer to perform basic NC functions via stored programs.
2. Direct numerical control (DNC) uses a larger computer to control multiple machine tools in real time through direct connection.
3. Adaptive control (AC) machining measures process variables like cutting force and temperature and adjusts feed/speed to compensate for changes.
Uploaded by
suswagatCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
677 views14 pagesCNC Programming and Simulation Guide
The document discusses various topics related to computer numerical control (CNC) including:
1. CNC involves replacing conventional controllers with a small computer to perform basic NC functions via stored programs.
2. Direct numerical control (DNC) uses a larger computer to control multiple machine tools in real time through direct connection.
3. Adaptive control (AC) machining measures process variables like cutting force and temperature and adjusts feed/speed to compensate for changes.
Uploaded by
suswagatCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd