You might also like
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Mold & Die Knowlege: PathDocument7 pagesMold & Die Knowlege: PathKhabir IslamNo ratings yet
- Academic Project PresentationDocument20 pagesAcademic Project Presentationkishore pm100% (1)
- 9 Ejection System PDFDocument10 pages9 Ejection System PDFBa BuNo ratings yet
- K EjectionDocument21 pagesK EjectionAmolPagdalNo ratings yet
- MASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Document44 pagesMASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Sree RajNo ratings yet
- Injection MoldingDocument25 pagesInjection MoldingHarshadNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiNo ratings yet
- Classification of Polymers: 02 - Plastic Materials Mould Design ProjectDocument8 pagesClassification of Polymers: 02 - Plastic Materials Mould Design ProjectDaniAmdaniNo ratings yet
- Design Guide For RIM Reaction Injection Molded Plastic PartsDocument28 pagesDesign Guide For RIM Reaction Injection Molded Plastic Partsl_gasztoNo ratings yet
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- Injection Molding CycleDocument3 pagesInjection Molding CyclepavankumarsrsNo ratings yet
- 1 - Guidelines For The Injection Molding of SarlinkDocument15 pages1 - Guidelines For The Injection Molding of SarlinkMirka LukicNo ratings yet
- Moldflow Insight Detail Brochure1Document8 pagesMoldflow Insight Detail Brochure1antonkoenrNo ratings yet
- Troubleshooting Injection Molding FaultsDocument41 pagesTroubleshooting Injection Molding FaultsHicham AhmamsiNo ratings yet
- Mold Design Important Features Part 3Document21 pagesMold Design Important Features Part 3Jesus hernandez floresNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- Injection Moulding Defects GuideDocument10 pagesInjection Moulding Defects GuideAmith S KaratkarNo ratings yet
- (Text Eingeben) (Text Eingeben) (Text Eingeben)Document48 pages(Text Eingeben) (Text Eingeben) (Text Eingeben)Nikola Novakovic100% (1)
- Basic Gating and Runner DesignDocument66 pagesBasic Gating and Runner DesignRockfort HarshaNo ratings yet
- 18 Compression and Transfer MoldingDocument20 pages18 Compression and Transfer Moldingsuhas deshpande100% (2)
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Plastic Mould Technology Course 30 DaysDocument14 pagesPlastic Mould Technology Course 30 DaysAnkit NaphadeNo ratings yet
- Introduction to Thermforming and Injection MouldingDocument7 pagesIntroduction to Thermforming and Injection MouldingAzizol WahabNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- One CAM System, No Limits: Standardizing On NX CAM Saves Time, Lowers Costs and Improves QualityDocument2 pagesOne CAM System, No Limits: Standardizing On NX CAM Saves Time, Lowers Costs and Improves QualityrasgeetsinghNo ratings yet
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- Design of The Injection MouldDocument19 pagesDesign of The Injection MouldSiddhant Prakash GoyalNo ratings yet
- Defects in Injection MouldingDocument14 pagesDefects in Injection Mouldinghajarpaiman100% (1)
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Injection Molding Defect OzDocument12 pagesInjection Molding Defect Oztopkaya100% (1)
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- MoldDocument44 pagesMoldrohitNo ratings yet
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraNo ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Key Points To Specified A Injection Moulding MachineDocument2 pagesKey Points To Specified A Injection Moulding MachineNIKHIL PATHADENo ratings yet
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 pagesGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Get A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoDocument4 pagesGet A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoДушан ТомићNo ratings yet
- 02injection Moulding MachineDocument31 pages02injection Moulding MachineS Karthick KeyanNo ratings yet
- A RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESDocument9 pagesA RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESKetan ChhedaNo ratings yet
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Mould Design Part OneDocument15 pagesMould Design Part Oneazizmaarof100% (3)
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- How Plastic Bottles Are Made Through Blow Moulding ProcessesDocument3 pagesHow Plastic Bottles Are Made Through Blow Moulding ProcesseslumineurNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Advanced Injection Mould Split Design TechniquesDocument175 pagesAdvanced Injection Mould Split Design TechniquesŠetkić SemirNo ratings yet
- 4plas Troubleshooting GuideDocument12 pages4plas Troubleshooting GuidelolycanoNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Maximizing Copper Alloys Injection Mold PerformanceDocument3 pagesMaximizing Copper Alloys Injection Mold PerformancefunsukwandutoNo ratings yet
- Mold and Die - PPTDocument110 pagesMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- CDA Maximizes Mold Performance Using Copper AlloysDocument39 pagesCDA Maximizes Mold Performance Using Copper AlloysAjay RaiNo ratings yet
- Punctuation Song PostersDocument32 pagesPunctuation Song PostersFurqan AlamNo ratings yet
- Perform CNC Lathe OperationsDocument7 pagesPerform CNC Lathe OperationsFurqan AlamNo ratings yet
- 2-Full Stop PostersDocument4 pages2-Full Stop PostersFurqan AlamNo ratings yet
- Representation of Physical Quantities With Fundamental Quantities Is Called Dimension of Physical QuantitiesDocument10 pagesRepresentation of Physical Quantities With Fundamental Quantities Is Called Dimension of Physical QuantitiesFurqan AlamNo ratings yet
- Rubber MoldingDocument33 pagesRubber MoldingFurqan AlamNo ratings yet
- 2013 Forms Letter of Agency BlankDocument1 page2013 Forms Letter of Agency BlankFurqan AlamNo ratings yet
- Types of Files GuideDocument13 pagesTypes of Files GuideFurqan AlamNo ratings yet
- Difference BW Corrective and Preventive MaintenanceDocument2 pagesDifference BW Corrective and Preventive MaintenanceFurqan AlamNo ratings yet
- ShakirDocument1 pageShakirFurqan AlamNo ratings yet
- Difference BW Corrective and Preventive MaintenanceDocument2 pagesDifference BW Corrective and Preventive MaintenanceFurqan AlamNo ratings yet
- ShakirDocument1 pageShakirFurqan AlamNo ratings yet
- Radius Gaude Experiment No 21Document47 pagesRadius Gaude Experiment No 21Furqan AlamNo ratings yet
- You Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterDocument4 pagesYou Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterFurqan AlamNo ratings yet
- ShakirDocument1 pageShakirFurqan AlamNo ratings yet
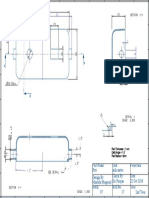
- Part Name: Box Unit: Mili Meter Projection: Design By: Mustafa Maqsood Check By: Sir Furqan Date: 22 Oct 2019 Batch: 07 Roll No.: 17 Year: 2nd YearDocument1 pagePart Name: Box Unit: Mili Meter Projection: Design By: Mustafa Maqsood Check By: Sir Furqan Date: 22 Oct 2019 Batch: 07 Roll No.: 17 Year: 2nd YearFurqan AlamNo ratings yet
- CATIA ProjectDocument20 pagesCATIA Projectmhuzaimi77No ratings yet
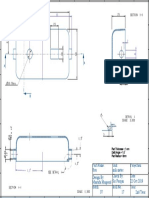
- Part Name: Box Unit: Mili Meter Projection: Design By: Mustafa Maqsood Check By: Sir Furqan Date: 22 Oct 2019 Batch: 07 Roll No.: 17 Year: 2nd YearDocument1 pagePart Name: Box Unit: Mili Meter Projection: Design By: Mustafa Maqsood Check By: Sir Furqan Date: 22 Oct 2019 Batch: 07 Roll No.: 17 Year: 2nd YearFurqan AlamNo ratings yet
- Manufacturing Processes PresentationDocument62 pagesManufacturing Processes PresentationFurqan AlamNo ratings yet
- Quad TdsDocument3 pagesQuad TdsJalil TahirNo ratings yet
- Item No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color MinimumDocument20 pagesItem No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color Minimumrobiyanto wandooNo ratings yet
- En 14758-1Document35 pagesEn 14758-1Attef BedaweNo ratings yet
- 150506T01 PVC NIC GMBHDocument15 pages150506T01 PVC NIC GMBHAthonioMourinhoNo ratings yet
- Nystrom Expansion Joint System CatalogDocument48 pagesNystrom Expansion Joint System CatalogRonnie1478No ratings yet
- Characterization of Refractory Behaviour of Complex Gold/silver Ore by Diagnostic LeachingDocument7 pagesCharacterization of Refractory Behaviour of Complex Gold/silver Ore by Diagnostic Leachingdavid mNo ratings yet
- Deco CrystalDocument30 pagesDeco CrystalKanishk Singh BharadwajNo ratings yet
- Sunwave™ Prismatic Skylights: Product InformationDocument9 pagesSunwave™ Prismatic Skylights: Product InformationAduanas 1No ratings yet
- 6824 g2 Planet PDB enDocument2 pages6824 g2 Planet PDB enDuta kadayanNo ratings yet
- Cotton FabricDocument42 pagesCotton FabricBonie Labadan50% (2)
- 10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsDocument5 pages10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsarslanNo ratings yet
- Saf-T-Vanish #25 VOC free synthetic metalworking fluidDocument1 pageSaf-T-Vanish #25 VOC free synthetic metalworking fluidedgar rdzNo ratings yet
- Aromatics UnitsDocument5 pagesAromatics UnitsAbraham Juarez LuisNo ratings yet
- Omega Secondary School Form Three Holiday Package - May 2010 Chemistry Set 01Document3 pagesOmega Secondary School Form Three Holiday Package - May 2010 Chemistry Set 01umuchero danielNo ratings yet
- Schindler 3300 INDocument13 pagesSchindler 3300 INUzair AhmedNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Ocean Circulation Lab GuideDocument15 pagesOcean Circulation Lab GuidesamNo ratings yet
- N-Propanol M5579 2016 05Document4 pagesN-Propanol M5579 2016 05Syukri ZainuddinNo ratings yet
- 53 CC District Jail at ShaheraDocument9 pages53 CC District Jail at ShaheraPratik DiyoraNo ratings yet
- Fire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)Document2 pagesFire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)มิตร อันมาNo ratings yet
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForDocument4 pagesCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForNour MasmoudiNo ratings yet
- Repair Pocket Guide B31Document2 pagesRepair Pocket Guide B31Adolfo Israel Ayuso SaezNo ratings yet
- Architectural Specifications PlycemDocument4 pagesArchitectural Specifications PlycemZenon PruszaNo ratings yet
- Standard Test Methods For Physical TestiDocument8 pagesStandard Test Methods For Physical TestiAidonNo ratings yet
- Grade 310S PDFDocument6 pagesGrade 310S PDFpktienNo ratings yet
- Full Report Vacuum CastingDocument18 pagesFull Report Vacuum CastingAE GNo ratings yet
- Rigid PavementDocument55 pagesRigid PavementRamakrishna Ramakrishna100% (1)
- Astm B695 - 2021Document6 pagesAstm B695 - 2021Danny TriwibowoNo ratings yet
- Mto Civil ArsitekturDocument1 pageMto Civil Arsitekturkoko srihandokoNo ratings yet
- Dow Chelating AgentsDocument12 pagesDow Chelating Agentsfshirani7619No ratings yet