You might also like
- D B I C: Clean Air Technology, Inc. Esigns, Uilds and Nstalls LeanroomsDocument2 pagesD B I C: Clean Air Technology, Inc. Esigns, Uilds and Nstalls LeanroomsRajeshNo ratings yet
- HVAC Facility in Pharmaceutical Industry by Tomal GoshwamiDocument36 pagesHVAC Facility in Pharmaceutical Industry by Tomal GoshwamiMd. JewelNo ratings yet
- Biosafety Cabinet Manual 2Document4 pagesBiosafety Cabinet Manual 2Kate EtienamNo ratings yet
- Understanding CleanroomDocument10 pagesUnderstanding CleanroommarkNo ratings yet
- Cleanroom Flow ChartDocument1 pageCleanroom Flow Chartjirt2011No ratings yet
- What Is A Cleanroom - Cleanroom ClassificationsDocument2 pagesWhat Is A Cleanroom - Cleanroom ClassificationsMai Phuong Phan TranNo ratings yet
- Introduction To Pharmaceutical Clean Room 1Document61 pagesIntroduction To Pharmaceutical Clean Room 1Abdul KalimNo ratings yet
- Vice President Engineering in San Antonio TX Resume David LingreyDocument4 pagesVice President Engineering in San Antonio TX Resume David LingreyDavidLingreyNo ratings yet
- Introduction To Clean-Room Software EngineeringDocument3 pagesIntroduction To Clean-Room Software EngineeringRupali ChawlaNo ratings yet
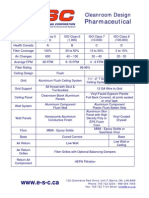
- Cleanroom Design Criteria PharmaceuticalDocument1 pageCleanroom Design Criteria PharmaceuticalNabil RamNo ratings yet
- Waterproof and Cleanroom Luminaires PDFDocument13 pagesWaterproof and Cleanroom Luminaires PDFdwi wahyu sugiartoNo ratings yet
- Cleanroom Classifications: US FED STD 209E Cleanroom StandardsDocument2 pagesCleanroom Classifications: US FED STD 209E Cleanroom StandardsJulianna BakerNo ratings yet
- Myfab Cleanroom Introduction Course PDFDocument67 pagesMyfab Cleanroom Introduction Course PDFTanim MoniruzzamanNo ratings yet
- NAM CEO Letter To Mexican President Lopez ObradorDocument15 pagesNAM CEO Letter To Mexican President Lopez ObradorPedro MentadoNo ratings yet
- Mexican Halal StandardDocument89 pagesMexican Halal StandardYaisa Marrugo JimenezNo ratings yet
- 2 Understanding Cleanroom Classification PDFDocument22 pages2 Understanding Cleanroom Classification PDFTECHNO DATENo ratings yet
- Usp 797GCDocument61 pagesUsp 797GCAwni1989No ratings yet
- Air-Handling Concepts For CleanroomsDocument8 pagesAir-Handling Concepts For Cleanroomsmanoj_sitecNo ratings yet
- Mexico Enviroment... RetailingDocument3 pagesMexico Enviroment... RetailingCarlos Javier Alvarado Vargas100% (3)
- HEPA Cleanroom Filter Testing PDFDocument4 pagesHEPA Cleanroom Filter Testing PDFprovaoralNo ratings yet
- Excel Clean Room TechnologiesDocument9 pagesExcel Clean Room Technologiesxlcleantech100% (2)
- Airborne Particulate Cleanliness ClassesDocument4 pagesAirborne Particulate Cleanliness ClassesaKureishiNo ratings yet
- HVAC Design For Cleanroom FacilitiesDocument48 pagesHVAC Design For Cleanroom FacilitiesSNMNo ratings yet
- Knauf Metal Catalogue 2020 PDFDocument19 pagesKnauf Metal Catalogue 2020 PDFScott FullerNo ratings yet
- AirlocksDocument75 pagesAirlocksmarkieboy3650% (2)
- Ashrae Filtration Disinfection c19 GuidanceDocument38 pagesAshrae Filtration Disinfection c19 GuidanceVishal JainNo ratings yet
- Cleanroom Safety ManualDocument35 pagesCleanroom Safety Manualarora_mitu5299No ratings yet
- Biosafety Cabinet (BSC) Placement Requirements For New Buildings and RenovationsDocument18 pagesBiosafety Cabinet (BSC) Placement Requirements For New Buildings and Renovationsniluh suwasantiNo ratings yet
- Basic Requirements For Clean RoomDocument6 pagesBasic Requirements For Clean Roomsamuel debebeNo ratings yet
- TC (Cleanroom Precision Positioning Table)Document28 pagesTC (Cleanroom Precision Positioning Table)chidambaram kasiNo ratings yet
- EU GMP Annex 1 - Sterile Medicinal Product - 2008Document16 pagesEU GMP Annex 1 - Sterile Medicinal Product - 2008tungquacert100% (1)
- Pharm Life SciencesDocument93 pagesPharm Life Sciencesdavincicode888No ratings yet
- Pharmacy DesignDocument16 pagesPharmacy DesignRami GhanemNo ratings yet
- Cleanroom Air ChangeDocument2 pagesCleanroom Air ChangeFlu PlantNo ratings yet
- Mexicos New Energy ReformDocument174 pagesMexicos New Energy ReformNoel MaurerNo ratings yet
- VAL - 170401 - BMAA VAL Activity 3 URS - Template PDFDocument10 pagesVAL - 170401 - BMAA VAL Activity 3 URS - Template PDFDineshNo ratings yet
- TechTalk Updated IEST-RP-CC012 A Must ReadDocument4 pagesTechTalk Updated IEST-RP-CC012 A Must ReadShivkumar Sharma100% (1)
- Microsoft PowerPoint - Environmemtal Monitoring of Clean Rooms WEB PAGEDocument44 pagesMicrosoft PowerPoint - Environmemtal Monitoring of Clean Rooms WEB PAGEmadosb5133No ratings yet
- Cleanroom Design in 10 Easy StepsDocument10 pagesCleanroom Design in 10 Easy StepsNEDALNo ratings yet
- Cleanroom Construction and MaterialsDocument24 pagesCleanroom Construction and MaterialsMohsinShaikhNo ratings yet
- Australian/New Zealand StandardDocument8 pagesAustralian/New Zealand Standardquimica 2117No ratings yet
- Cleanrooms and HVAC Systems Design FundamentalsDocument39 pagesCleanrooms and HVAC Systems Design FundamentalsAhmad Ramahi100% (3)
- US Cons Req Mexico Energy - 072022Document5 pagesUS Cons Req Mexico Energy - 072022Marco Mares RedacciónNo ratings yet
- Cleanroom PresentationDocument30 pagesCleanroom Presentationjonh366No ratings yet
- Clean RoomDocument23 pagesClean RoomHumaid Shaikh100% (1)
- Clean RoomDocument11 pagesClean Roomshamu081No ratings yet
- Air Handling UnitDocument3 pagesAir Handling UnitPrince Moni100% (2)
- Simplified Laboratory Room Data Sheet R1Document8 pagesSimplified Laboratory Room Data Sheet R1SamNo ratings yet
- Cleanroom WelderDocument6 pagesCleanroom WelderYoNo ratings yet
- GMP For Bioprocess Industries: Dr. Huzairy Hassan School of Bioprocess Engineering, Unimap Semester 1 2018/2019Document42 pagesGMP For Bioprocess Industries: Dr. Huzairy Hassan School of Bioprocess Engineering, Unimap Semester 1 2018/2019Nasirah RadziNo ratings yet
- Classification of Cleanrooms and Cleanroom Standards: The Scottish Society For Contamination ControlDocument4 pagesClassification of Cleanrooms and Cleanroom Standards: The Scottish Society For Contamination ControlMohsinShaikhNo ratings yet
- Cleanroom Design That Terra Recommends: Cost vs. Coverage: Evaluating FFU PlacementDocument3 pagesCleanroom Design That Terra Recommends: Cost vs. Coverage: Evaluating FFU PlacementdesignselvaNo ratings yet
- Cleanroom A Complete Guide - 2021 EditionFrom EverandCleanroom A Complete Guide - 2021 EditionRating: 5 out of 5 stars5/5 (2)
- Pharmaceutical Quality Management System (QMS) Questions and AnswersFrom EverandPharmaceutical Quality Management System (QMS) Questions and AnswersNo ratings yet
- NH 48024947A PreviewDocument51 pagesNH 48024947A PreviewJosé Maria SouzaNo ratings yet
- Hong Kong KalachuchiDocument3 pagesHong Kong KalachuchigAARaNo ratings yet
- Jewish Standard, February 26, 1016Document56 pagesJewish Standard, February 26, 1016New Jersey Jewish StandardNo ratings yet
- Ati AtihanDocument13 pagesAti AtihanMary grace S. MuyonNo ratings yet
- Test Bank For Anatomy and Physiology: An Integrative Approach 3Rd Edition, by Mckinley DR., Michael, Valerie Oâ ™loughlin, Theresa BidleDocument36 pagesTest Bank For Anatomy and Physiology: An Integrative Approach 3Rd Edition, by Mckinley DR., Michael, Valerie Oâ ™loughlin, Theresa Bidlesublunardisbench.2jz85100% (19)
- MMT8 Testing ProceduresDocument17 pagesMMT8 Testing ProceduresTafzz SailoNo ratings yet
- 01 Rev C Brochure Tissue Tek Cryo3 Flex CryostatDocument5 pages01 Rev C Brochure Tissue Tek Cryo3 Flex CryostatRuben ArismendiNo ratings yet
- Stated ModulDocument3 pagesStated Modulweldy kurniawanNo ratings yet
- Elegance Secrets and Techniques That Happen To Be Concealed in Your Homejmeeq PDFDocument3 pagesElegance Secrets and Techniques That Happen To Be Concealed in Your Homejmeeq PDFnicmeter6No ratings yet
- ICSE Class 10 English 1998 PDFDocument12 pagesICSE Class 10 English 1998 PDFSumitNo ratings yet
- Nycocard Brochure 01 PDFDocument2 pagesNycocard Brochure 01 PDFelfarik sulistonNo ratings yet
- Biochemistry: Topic-Wise QuestionsDocument11 pagesBiochemistry: Topic-Wise QuestionsvkNo ratings yet
- CV GULFAM (Safety Trainer)Document3 pagesCV GULFAM (Safety Trainer)Gulfam ShahzadNo ratings yet
- ASSIGNMENT CHM557-mergedDocument3 pagesASSIGNMENT CHM557-mergedAhmad ZakwanNo ratings yet
- Physical Science (Specialization) Reviewer 494 Items With Rationalization PDFDocument118 pagesPhysical Science (Specialization) Reviewer 494 Items With Rationalization PDFKaren DellatanNo ratings yet
- Amino AcidsDocument65 pagesAmino AcidsEmmanuel Chang100% (1)
- HANDLING OF IDLE AND STANDBY STEAM GENERATING SYSTEMS 27 Jan 2014Document9 pagesHANDLING OF IDLE AND STANDBY STEAM GENERATING SYSTEMS 27 Jan 2014kleber17100No ratings yet
- Physiotherapy As An Initial Treatment Option For Femoroacetabular ImpingementDocument9 pagesPhysiotherapy As An Initial Treatment Option For Femoroacetabular ImpingementNicolas ParejaNo ratings yet
- Wika Thermowell DS PDFDocument4 pagesWika Thermowell DS PDFaspdNo ratings yet
- One Point Acupressure Treatment - Acupressure Research, Training and Treatment Sansthan - AllahabadDocument22 pagesOne Point Acupressure Treatment - Acupressure Research, Training and Treatment Sansthan - AllahabadShrini100083% (24)
- Ethnopharmacology - Level 2Document20 pagesEthnopharmacology - Level 2kavindukarunarathna67% (3)
- Should The Age of Driving Be RaisedDocument2 pagesShould The Age of Driving Be RaisedhakimNo ratings yet
- Torrent Pumps: 7 KNB/K 2900 7 - 0211 6 " K 3,2Document4 pagesTorrent Pumps: 7 KNB/K 2900 7 - 0211 6 " K 3,2Yiannis KontominasNo ratings yet
- Detailed Lesson Plan in Health Grade 1Document12 pagesDetailed Lesson Plan in Health Grade 1Grace Ma AyNo ratings yet
- TDS - Paper WS - Lecta Creaset HWS - ENDocument2 pagesTDS - Paper WS - Lecta Creaset HWS - ENSundar MoorthiNo ratings yet
- Radius of Circular Base of Cylindrical Bowl CM: Material Downloaded From - 1 / 23Document23 pagesRadius of Circular Base of Cylindrical Bowl CM: Material Downloaded From - 1 / 23Shiv Ram YadavNo ratings yet
- Unistrut P2072A SubmittalDocument1 pageUnistrut P2072A SubmittalPaing Phyo AungNo ratings yet
- 1why Safety Is Needed in The Work Shop?: What Does Safety Mean?Document4 pages1why Safety Is Needed in The Work Shop?: What Does Safety Mean?Bebi WakaNo ratings yet
- Scuba: Database Vulnerability ScannerDocument13 pagesScuba: Database Vulnerability ScannerNIVEDITA RNo ratings yet
- SimulationDocument2 pagesSimulationVin Mamuric Meneses100% (1)