You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Creep of Outlet Pigtail Tubes of Steam Reformer and Grain Size Effect On Creep of An Incoloy 800H MaterialDocument12 pagesCreep of Outlet Pigtail Tubes of Steam Reformer and Grain Size Effect On Creep of An Incoloy 800H MaterialOwais Malik100% (1)
- TOTAL Angola Block 17 Pazflor Fields Development ProjectDocument26 pagesTOTAL Angola Block 17 Pazflor Fields Development ProjectYangNo ratings yet
- NACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelDocument13 pagesNACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelOwais MalikNo ratings yet
- PM - Phonon Diagnostic TechnologyDocument30 pagesPM - Phonon Diagnostic TechnologyOwais MalikNo ratings yet
- Meccoct18 12449Document15 pagesMeccoct18 12449Owais MalikNo ratings yet
- PetroMaster - Completed Projects List 2005-2018Document8 pagesPetroMaster - Completed Projects List 2005-2018Owais MalikNo ratings yet
- MECCOCT18-12374: Corrosion and Scaling Prediction Using Different Indices For Formation Water SamplesDocument9 pagesMECCOCT18-12374: Corrosion and Scaling Prediction Using Different Indices For Formation Water SamplesOwais MalikNo ratings yet
- MECCOCT18-12335: Risk Management of High Temperature Hydrogen Attack in RefineriesDocument9 pagesMECCOCT18-12335: Risk Management of High Temperature Hydrogen Attack in RefineriesOwais MalikNo ratings yet
- MECCOCT18-12629: Managing Corrosion in NGL Plant Through Establishment of IOWDocument8 pagesMECCOCT18-12629: Managing Corrosion in NGL Plant Through Establishment of IOWOwais MalikNo ratings yet
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDocument13 pagesMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikNo ratings yet
- Meccoct18 12555Document9 pagesMeccoct18 12555Owais MalikNo ratings yet
- MECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeDocument7 pagesMECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeOwais MalikNo ratings yet
- MECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsDocument10 pagesMECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsOwais MalikNo ratings yet
- MECCOCT18-12285: External Corrosion Investigation of 36 Inch Trunkline Case Study: A Possible AC/DC InterferenceDocument15 pagesMECCOCT18-12285: External Corrosion Investigation of 36 Inch Trunkline Case Study: A Possible AC/DC InterferenceOwais MalikNo ratings yet
- MECCOCT18-12339: Corrosion Protection in Amine Treating UnitsDocument13 pagesMECCOCT18-12339: Corrosion Protection in Amine Treating UnitsOwais MalikNo ratings yet
- MECCOCT18-12533: Influence of Film Thickness and Porosity On The Performance of The FBE CoatingDocument6 pagesMECCOCT18-12533: Influence of Film Thickness and Porosity On The Performance of The FBE CoatingOwais MalikNo ratings yet
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDocument6 pagesFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikNo ratings yet
- Microstructural Evolution and Change in Hardness in Type 304H Stainless Steel During Long-Term CreepDocument4 pagesMicrostructural Evolution and Change in Hardness in Type 304H Stainless Steel During Long-Term CreepOwais MalikNo ratings yet
- SRS 635Document62 pagesSRS 635Owais MalikNo ratings yet
- MECCOCT18-12292: NACE Paper NoDocument9 pagesMECCOCT18-12292: NACE Paper NoOwais MalikNo ratings yet
- Integrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramDocument96 pagesIntegrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramOwais MalikNo ratings yet
- Corrective/Preventive Action Report: Calibration Engineer Monitoring Records Are Not Available For All Technical StaffDocument1 pageCorrective/Preventive Action Report: Calibration Engineer Monitoring Records Are Not Available For All Technical StaffOwais MalikNo ratings yet
- Technology For The Examination of Boiler Tubing Dissimilar Metal Welds, Revision 1Document198 pagesTechnology For The Examination of Boiler Tubing Dissimilar Metal Welds, Revision 1Owais MalikNo ratings yet
- Centricast Materials For High-Temperature Service: J. H, D. JDocument5 pagesCentricast Materials For High-Temperature Service: J. H, D. JOwais MalikNo ratings yet
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDocument21 pagesFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikNo ratings yet
- A Method For Systematic Multicomp Distillation Systems With Less Than N-1 ColumnsDocument14 pagesA Method For Systematic Multicomp Distillation Systems With Less Than N-1 ColumnsKevin SalvatierraNo ratings yet
- Brittle CoatingDocument10 pagesBrittle CoatingM.Saravana Kumar..M.ENo ratings yet
- UntitledDocument50 pagesUntitledmmbNo ratings yet
- Fluent Theory ManualDocument816 pagesFluent Theory Manualkarthik_deven100% (2)
- B135M-10 Standard Specification For Seamless Brass Tube (Metric)Document6 pagesB135M-10 Standard Specification For Seamless Brass Tube (Metric)Salma FarooqNo ratings yet
- Aluminum Fluidity in Casting: Francois R. Mollard, Merton C. Flemings and Eisuke F. NiyamaDocument4 pagesAluminum Fluidity in Casting: Francois R. Mollard, Merton C. Flemings and Eisuke F. Niyamaamele25No ratings yet
- Marks and Spencer June07Document10 pagesMarks and Spencer June07AzizNo ratings yet
- Manejo Del Paciente ComprometidoDocument6 pagesManejo Del Paciente ComprometidoGaby OlmosNo ratings yet
- Page 1 of 5 Name: Section: Lecture 13. THERMOCHEMISTRY: Prepared By: Philip B. Pacot JR., Special Science Teacher 1Document5 pagesPage 1 of 5 Name: Section: Lecture 13. THERMOCHEMISTRY: Prepared By: Philip B. Pacot JR., Special Science Teacher 1Typical PiaNo ratings yet
- Multi Gas MetersDocument6 pagesMulti Gas MetersVitalijs AleksejevsNo ratings yet
- 9701 s10 QP 41Document20 pages9701 s10 QP 41Hubbak KhanNo ratings yet
- 9701 m17 Ms 33Document5 pages9701 m17 Ms 33R.SthNo ratings yet
- To Estimate Protein Content in Unknown Sample Using Bradford's Assay.Document3 pagesTo Estimate Protein Content in Unknown Sample Using Bradford's Assay.John kNo ratings yet
- Catalogue May Bom Tsurumi - Serial KTZ - KTZE - KTD - IB107-BDocument9 pagesCatalogue May Bom Tsurumi - Serial KTZ - KTZE - KTD - IB107-BchinhNo ratings yet
- Jips PDFDocument5 pagesJips PDFAkhil SharmaNo ratings yet
- Durable Modification of Segmented Polyurethane For Elastic Blood-Contacting Devices by Graft-Type 2-Methacryloyloxyethyl Phosphorylcholine CopolymerDocument17 pagesDurable Modification of Segmented Polyurethane For Elastic Blood-Contacting Devices by Graft-Type 2-Methacryloyloxyethyl Phosphorylcholine CopolymerDinca ValentinaNo ratings yet
- Plate Heat ExchangerDocument28 pagesPlate Heat ExchangerFRANCISCO JOSE GARCIA IBAÑEZ100% (1)
- MaintenanceDocument153 pagesMaintenanceRaj Patel100% (2)
- UV - Vis Spectroscopy: Mjla2015 - Spectrometric Methods 1Document15 pagesUV - Vis Spectroscopy: Mjla2015 - Spectrometric Methods 1Angeli Marie PadillaNo ratings yet
- Lect6 Inoculum Preparation and Development PDFDocument86 pagesLect6 Inoculum Preparation and Development PDFRanjitha Morigere0% (1)
- Starch Based Polymer PDFDocument10 pagesStarch Based Polymer PDFSachikanta PradhanNo ratings yet
- Unit V-Production Cost Estimation: Session 1 RecapDocument34 pagesUnit V-Production Cost Estimation: Session 1 RecapvengadeshNo ratings yet
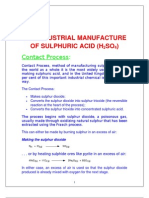
- The Industrial Manufacture of Sulphuric Acid (H SO) : Contact ProcessDocument7 pagesThe Industrial Manufacture of Sulphuric Acid (H SO) : Contact Processprinc123No ratings yet
- Dushman Carbogen AmicsDocument7 pagesDushman Carbogen Amicsswapnilssp2007No ratings yet
- Climate Responsive BuildingsDocument12 pagesClimate Responsive Buildingsmona100% (1)
- Bleaching3 Konser2Document3 pagesBleaching3 Konser2akmalsatibiNo ratings yet
- JSW Salem - 22-5-18 PDFDocument25 pagesJSW Salem - 22-5-18 PDFRyaz AhamedNo ratings yet
- Pharmaceutical Inorgcanic Chemistry: CHAPTER 1: Group Properties of ElementsDocument13 pagesPharmaceutical Inorgcanic Chemistry: CHAPTER 1: Group Properties of Elementsren100% (1)
- DR - Fixit PLUB BrochureDocument56 pagesDR - Fixit PLUB BrochureSenthilkumar Narayanan100% (1)