You might also like
- Airguns and Airgun DIYDocument6 pagesAirguns and Airgun DIYgorlanNo ratings yet
- Adderini Pistol PDFDocument108 pagesAdderini Pistol PDFpabloNo ratings yet
- A Do-It-Yourself Manual Tire ChangerDocument4 pagesA Do-It-Yourself Manual Tire ChangerHamzaNouman50% (2)
- COVID-22 Build GuideDocument21 pagesCOVID-22 Build GuideGrant MarkumNo ratings yet
- GG3 Operators Manual Quickstart PDFDocument5 pagesGG3 Operators Manual Quickstart PDFRebecca MathewsNo ratings yet
- Print Page - Welrod B - A Pistols - Toward A Scratch BuildDocument58 pagesPrint Page - Welrod B - A Pistols - Toward A Scratch BuildAndrew MichaelsNo ratings yet
- Getting Started with 3D Printing on a BudgetDocument9 pagesGetting Started with 3D Printing on a BudgetManuel MarengoNo ratings yet
- Air Hydrilic PumpDocument6 pagesAir Hydrilic Pumpcampa150No ratings yet
- Spring RatingDocument6 pagesSpring Ratingbrowar444No ratings yet
- DIY Sheet Metal BenderDocument6 pagesDIY Sheet Metal Benderlondemon100% (1)
- How To Build A Fuel LineDocument15 pagesHow To Build A Fuel LineMech EngrNo ratings yet
- Sent in To TFB Is Another Concept Design For AnDocument5 pagesSent in To TFB Is Another Concept Design For Aneduar laraNo ratings yet
- Easy Jig Information - 80% ArmsDocument2 pagesEasy Jig Information - 80% Arms9fakeemailNo ratings yet
- MachinaDocument2 pagesMachinaruber730% (1)
- V3 ECM Tutorial v1.0Document40 pagesV3 ECM Tutorial v1.0lmkkilo3No ratings yet
- PG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonDocument8 pagesPG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonZarcano Farias100% (3)
- CZ 452 Benchrest Custom TriggerDocument9 pagesCZ 452 Benchrest Custom Triggerernst1978No ratings yet
- DIY Cold Heat Soldering IronDocument13 pagesDIY Cold Heat Soldering IronM.Faizan.NasirNo ratings yet
- Tubing BenderDocument9 pagesTubing BenderAdam Rath50% (2)
- Building a Bronze Casting Furnace for Under $150Document12 pagesBuilding a Bronze Casting Furnace for Under $150willchamNo ratings yet
- Post 4 23085 M6 Scout InfoDocument32 pagesPost 4 23085 M6 Scout InfoMike Nichlos100% (2)
- Hacksaw PDFDocument40 pagesHacksaw PDFturuceluNo ratings yet
- DIY Cheap and Sturdy Laser EngraverDocument28 pagesDIY Cheap and Sturdy Laser EngraverAnimatronic sonoroNo ratings yet
- DIY Bench Top Tubing BenderDocument17 pagesDIY Bench Top Tubing BenderMalcolm DiamondNo ratings yet
- Homemade Paintball GunDocument8 pagesHomemade Paintball GunAinis Štelemėkas0% (1)
- Af WF Doc 001 PDFDocument19 pagesAf WF Doc 001 PDFArjun S RanaNo ratings yet
- DIY PVC Crossbow: Technology Workshop Craft Home Food Play Outside CostumesDocument14 pagesDIY PVC Crossbow: Technology Workshop Craft Home Food Play Outside CostumesToe100% (1)
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew NelsonNo ratings yet
- StenDocument13 pagesStendinosauro007100% (2)
- PEP22 Trigger dimensionsDocument1 pagePEP22 Trigger dimensionskolas hernandezNo ratings yet
- The DIY Gun Vise ProjectDocument4 pagesThe DIY Gun Vise ProjectShawn Armstrong100% (2)
- SAS Report Europe ConversionDocument70 pagesSAS Report Europe ConversionJairo Navarro DiasNo ratings yet
- Hobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STDocument9 pagesHobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STFernando SotoNo ratings yet
- Casted Lathe PDFDocument27 pagesCasted Lathe PDFFIREREALM66100% (1)
- HTI Manual PDFDocument70 pagesHTI Manual PDFRazza Willi0% (1)
- Sas12 Shotgun ExplodedDocument8 pagesSas12 Shotgun Explodedsjdarkman1930No ratings yet
- US20080086926A1Document19 pagesUS20080086926A1ProfessorNo ratings yet
- CZAR V2 Build TutorialDocument20 pagesCZAR V2 Build Tutorialgretschguy7081100% (1)
- Reinforced PVC Crossbow With Laminated StockDocument22 pagesReinforced PVC Crossbow With Laminated Stockmarius_danila8736No ratings yet
- Homemade Cannon FuseDocument9 pagesHomemade Cannon FuseKo Pyae SoneNo ratings yet
- Sheet Metal Bench Shear PDFDocument14 pagesSheet Metal Bench Shear PDFmarianrkw100% (1)
- Tools, Plans, and DIY Projects Index PDFDocument5 pagesTools, Plans, and DIY Projects Index PDFCivil War75% (4)
- Home Made Metal Spinning LatheDocument7 pagesHome Made Metal Spinning Latheuragunbaga75% (4)
- Eng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFDocument4 pagesEng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFlogostar5No ratings yet
- Introduction to 3-Gun Shooting at Rio Salado Sportsman's ClubDocument30 pagesIntroduction to 3-Gun Shooting at Rio Salado Sportsman's ClubDUXLEXNo ratings yet
- MAC DB9 Build GuideDocument11 pagesMAC DB9 Build GuideJessie Radicke0% (1)
- TM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part2Document18 pagesTM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part2browar444No ratings yet
- Brun-Latrige Model 1900 Pocket Pistol (Video)Document5 pagesBrun-Latrige Model 1900 Pocket Pistol (Video)Roddy PfeifferNo ratings yet
- 3D Printed CETME/HK Receiver Bending JigDocument13 pages3D Printed CETME/HK Receiver Bending Jigrand0No ratings yet
- 12 Silencers - HTMDocument4 pages12 Silencers - HTMreeder45960No ratings yet
- HK94, MP5, Parts KitsDocument6 pagesHK94, MP5, Parts KitsDavid BumbaloughNo ratings yet
- @VLNNR:: Beretta 3,021,763Document8 pages@VLNNR:: Beretta 3,021,763wererNo ratings yet
- Three Trailers in One - Box, Car and Flat Top. The Box Top TrailerDocument10 pagesThree Trailers in One - Box, Car and Flat Top. The Box Top TrailerDavidNo ratings yet
- The Mac 10 Cookbook PDFDocument3 pagesThe Mac 10 Cookbook PDFCali Fornia0% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Trijicon RECOIL TargetDocument1 pageTrijicon RECOIL TargetK Scott WyattNo ratings yet
- Building This Gun If You Have Not Already Purchased Parts For A +bow. in The Parts List, The Cost IsDocument30 pagesBuilding This Gun If You Have Not Already Purchased Parts For A +bow. in The Parts List, The Cost IsA side of nerfNo ratings yet
- DIY - Metal Roller Bender: InstructablesDocument8 pagesDIY - Metal Roller Bender: Instructablesafrica schoolNo ratings yet
- DIY Acrylic Router Base PlateDocument9 pagesDIY Acrylic Router Base Plateafrica schoolNo ratings yet
- The Gambon Stowaway Dining Set Is Perfect For Those Short On SpaceDocument2 pagesThe Gambon Stowaway Dining Set Is Perfect For Those Short On Spaceafrica schoolNo ratings yet
- FreeFurnitureMakingTips PDFDocument13 pagesFreeFurnitureMakingTips PDFJeroen Matthee JayNo ratings yet
- DIY Acrylic Router Base PlateDocument9 pagesDIY Acrylic Router Base Plateafrica schoolNo ratings yet
- DIY Acrylic Router Base PlateDocument9 pagesDIY Acrylic Router Base Plateafrica schoolNo ratings yet
- Add A Router Table To A Table Saw: Step 1: Tools and MaterialsDocument8 pagesAdd A Router Table To A Table Saw: Step 1: Tools and Materialsafrica schoolNo ratings yet
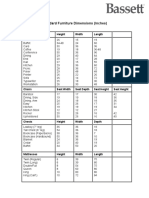
- StandardfurnituredimensionsDocument1 pageStandardfurnituredimensionsAngel De GuzmanNo ratings yet
- Automatic Tubing Drain Installation GuideDocument8 pagesAutomatic Tubing Drain Installation GuideCae IndruNo ratings yet
- ULCI4+ 14000XTB: An in-depth technical reviewDocument1 pageULCI4+ 14000XTB: An in-depth technical reviewjori ahuefafreeNo ratings yet
- Manual Beretta M92FS enDocument18 pagesManual Beretta M92FS enaurel90No ratings yet
- Wolouf CatalogueDocument3 pagesWolouf CatalogueJawad AbusamhaNo ratings yet
- Hdpe QuotationDocument3 pagesHdpe Quotationnachiketa99mithaiwalaNo ratings yet
- Spur Gear: GearsDocument6 pagesSpur Gear: GearsJayson cheekNo ratings yet
- t69 1u PDFDocument1 paget69 1u PDFRenny DevassyNo ratings yet
- Document revision and assembly drawingDocument1 pageDocument revision and assembly drawingKarikalan JayNo ratings yet
- Horizontal Pump Components ListDocument2 pagesHorizontal Pump Components Listdragos manoleNo ratings yet
- 11制动配件 brake partsDocument11 pages11制动配件 brake partsكلاركات أوناشNo ratings yet
- Seminar Report On Disc Brake: Submitted byDocument34 pagesSeminar Report On Disc Brake: Submitted bySouraj PatelNo ratings yet
- Advanced Mortar Fuze for NATO ForcesDocument2 pagesAdvanced Mortar Fuze for NATO Forcesnikilazar1No ratings yet
- Com Ref Catalogue July 2018 v1 en SG 5074710Document6 pagesCom Ref Catalogue July 2018 v1 en SG 5074710Md. Matiur RahmanNo ratings yet
- Hand Tools and Power Tools: Lesson OutcomesDocument17 pagesHand Tools and Power Tools: Lesson OutcomesAlfan FuadiNo ratings yet
- SMG Intratec Manual - Pesquisa GoogleDocument2 pagesSMG Intratec Manual - Pesquisa Googleruber73100% (1)
- Customer New Type Electric LeverDocument6 pagesCustomer New Type Electric Leverardan fadilahNo ratings yet
- Features: TC-MS 2112 TDocument2 pagesFeatures: TC-MS 2112 TAlain Alcázar GarcíaNo ratings yet
- Safe Working Practices: Wood Turning LathesDocument7 pagesSafe Working Practices: Wood Turning LathesCamilo CubidesNo ratings yet
- DIRECTIONAL CONTROL VALVES Part-A Question and AnswersDocument5 pagesDIRECTIONAL CONTROL VALVES Part-A Question and Answerssar_tpgitNo ratings yet
- Equipment List for Construction ProjectDocument1 pageEquipment List for Construction ProjectAriel AbastillasNo ratings yet
- Tle - Cookery 7 - Q2 - W2Document10 pagesTle - Cookery 7 - Q2 - W2LUCILLE ANDREA DAUIS100% (1)
- SP42Document10 pagesSP42Susavan MandalNo ratings yet
- Arrow 270 400 16 Inch MAXI FanDocument45 pagesArrow 270 400 16 Inch MAXI FanÖnder BüyükişcanNo ratings yet
- Reading Piping and Instrumentation DiagramsDocument18 pagesReading Piping and Instrumentation DiagramsErra ShafiraNo ratings yet
- ShopNotes 23dfggghDocument32 pagesShopNotes 23dfggghAR Rms100% (1)
- Install Interconnect Shaft Retaining RingDocument12 pagesInstall Interconnect Shaft Retaining Ringmoh12109No ratings yet
- LP1 Types of Carpentry ToolsDocument8 pagesLP1 Types of Carpentry Toolsglenn salandananNo ratings yet
- Mercedes Benz Power Steering PumpsDocument10 pagesMercedes Benz Power Steering PumpsFilipposNo ratings yet
- Limit Switch, Boom: 4100XPC Electric Shovel Machine Serial Number: Parts Manual 41235Document2 pagesLimit Switch, Boom: 4100XPC Electric Shovel Machine Serial Number: Parts Manual 41235maocaleirlNo ratings yet
- Sektion Installation Guide Fy21 Web ADocument16 pagesSektion Installation Guide Fy21 Web AmroliverridleyNo ratings yet
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionFrom EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionRating: 4.5 out of 5 stars4.5/5 (23)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesFrom EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesRating: 2 out of 5 stars2/5 (12)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksFrom EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksNo ratings yet
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- The Basics of Corset Building: A Handbook for BeginnersFrom EverandThe Basics of Corset Building: A Handbook for BeginnersRating: 4.5 out of 5 stars4.5/5 (17)
- Sew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsFrom EverandSew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsRating: 5 out of 5 stars5/5 (3)
- Modern Crochet…For the Beach Babe Goddess: Easy to Use StitchesFrom EverandModern Crochet…For the Beach Babe Goddess: Easy to Use StitchesRating: 3 out of 5 stars3/5 (2)
- Fabric Manipulation: 150 Creative Sewing TechniquesFrom EverandFabric Manipulation: 150 Creative Sewing TechniquesRating: 4.5 out of 5 stars4.5/5 (13)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- Siren's Atlas US Terms Edition: An Ocean of Granny Squares to CrochetFrom EverandSiren's Atlas US Terms Edition: An Ocean of Granny Squares to CrochetRating: 5 out of 5 stars5/5 (3)
- Crochet: Fun & Easy Patterns For BeginnersFrom EverandCrochet: Fun & Easy Patterns For BeginnersRating: 5 out of 5 stars5/5 (3)
- Edward's Menagerie: The New Collection: 50 animal patterns to learn to crochetFrom EverandEdward's Menagerie: The New Collection: 50 animal patterns to learn to crochetRating: 3.5 out of 5 stars3.5/5 (4)
- Crochet Lace: Techniques, Patterns, and ProjectsFrom EverandCrochet Lace: Techniques, Patterns, and ProjectsRating: 3.5 out of 5 stars3.5/5 (3)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreFrom EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreRating: 5 out of 5 stars5/5 (2)
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchFrom EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchRating: 5 out of 5 stars5/5 (1)
- Cozy Minimalist Home: More Style, Less StuffFrom EverandCozy Minimalist Home: More Style, Less StuffRating: 4 out of 5 stars4/5 (154)
- Martha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeFrom EverandMartha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeNo ratings yet
- Creative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsFrom EverandCreative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsRating: 4.5 out of 5 stars4.5/5 (2)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsFrom EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsRating: 1.5 out of 5 stars1.5/5 (3)
- Layers of Meaning: Elements of Visual JournalingFrom EverandLayers of Meaning: Elements of Visual JournalingRating: 4 out of 5 stars4/5 (5)
- How to Dress: Secret styling tips from a fashion insiderFrom EverandHow to Dress: Secret styling tips from a fashion insiderRating: 4 out of 5 stars4/5 (1)
- Delicate Crochet: 23 Light and Pretty Designs for Shawls, Tops and MoreFrom EverandDelicate Crochet: 23 Light and Pretty Designs for Shawls, Tops and MoreRating: 4 out of 5 stars4/5 (11)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsFrom EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsRating: 4.5 out of 5 stars4.5/5 (10)
- Celestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesFrom EverandCelestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesRating: 3.5 out of 5 stars3.5/5 (6)
- Famous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsFrom EverandFamous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsRating: 4 out of 5 stars4/5 (4)