You might also like
- Steam Reformer Design and ConstructionDocument9 pagesSteam Reformer Design and ConstructionBaher Elsheikh89% (9)
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Case Hardening Steel: Alloyed High-Quality SteelDocument6 pagesCase Hardening Steel: Alloyed High-Quality SteelvivekpattniNo ratings yet
- Reformer Furnace 02Document8 pagesReformer Furnace 02Cesar Armando LanzNo ratings yet
- Failure Analysis of Incoloy 800HT and HPDocument10 pagesFailure Analysis of Incoloy 800HT and HPTaimoor MazariNo ratings yet
- Ti Condenser TubingDocument8 pagesTi Condenser Tubingaman131No ratings yet
- Current and Future Materials in Advanced Gas Turbine EnginesDocument4 pagesCurrent and Future Materials in Advanced Gas Turbine Enginesdeming9120No ratings yet
- Failure Analysis of Welded Radiant Tubes Made of Cast Heat-Resisting SteelDocument8 pagesFailure Analysis of Welded Radiant Tubes Made of Cast Heat-Resisting SteelCHONKARN CHIABLAMNo ratings yet
- Rapid Determination Steel-Making: of CarbonDocument4 pagesRapid Determination Steel-Making: of CarbontabibkarimNo ratings yet
- Experimental Research On The Electrochemical Machining of Modern Titanium-And Nickel - Based Alloys For Aero Engine ComponentsDocument17 pagesExperimental Research On The Electrochemical Machining of Modern Titanium-And Nickel - Based Alloys For Aero Engine ComponentsRabindra DashNo ratings yet
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaNo ratings yet
- Article Coal-FiredDocument3 pagesArticle Coal-FiredClaudia MmsNo ratings yet
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDocument5 pagesThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799No ratings yet
- High Temperature Service Equipment and Piping Maintenance in PlantDocument22 pagesHigh Temperature Service Equipment and Piping Maintenance in Plantvaratharajan g rNo ratings yet
- Failure Analysis On Abnormal Leakage of Shell and Tube HeatDocument14 pagesFailure Analysis On Abnormal Leakage of Shell and Tube Heatadityamunthe93No ratings yet
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
- 002 eDocument12 pages002 eFaizan Ahmed100% (1)
- Brazing Allloy Cusil ABADocument12 pagesBrazing Allloy Cusil ABADheeraj SharmaNo ratings yet
- HPA - 4 - Nickel-Based SuperalloysDocument32 pagesHPA - 4 - Nickel-Based SuperalloysDimitris Nikou100% (1)
- GSC Steam Turbine CastingsDocument10 pagesGSC Steam Turbine CastingsJozsef Magyari100% (1)
- Corrosion Resistant OCTG and Bar For Sour Gas Service PDFDocument14 pagesCorrosion Resistant OCTG and Bar For Sour Gas Service PDFallouche_abdNo ratings yet
- P1 To P8Document9 pagesP1 To P8Pat AuffretNo ratings yet
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456No ratings yet
- 300H StainlessDocument18 pages300H StainlessWillian Tavares de CarvalhoNo ratings yet
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- BOF Plant Write UpDocument20 pagesBOF Plant Write UpKalyan HalderNo ratings yet
- Ramesh Singh - NACE MP - December 2009 - MP - Hydrocarbon Reformer TubesDocument5 pagesRamesh Singh - NACE MP - December 2009 - MP - Hydrocarbon Reformer TubesAntonio PerezNo ratings yet
- Metals: Design of A Nickel-Based Bond-Coat Alloy For Thermal Barrier Coatings On Copper SubstratesDocument16 pagesMetals: Design of A Nickel-Based Bond-Coat Alloy For Thermal Barrier Coatings On Copper SubstratesDean DatthaNo ratings yet
- Engineering Failure Analysis: Y .V. Nawancy, Luai M. Al-HadhramiDocument9 pagesEngineering Failure Analysis: Y .V. Nawancy, Luai M. Al-HadhramiMohamed Bin IerousNo ratings yet
- Superior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro RDocument12 pagesSuperior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro Rvaratharajan g r100% (1)
- Pourmohammad 2019Document11 pagesPourmohammad 2019CHONKARN CHIABLAMNo ratings yet
- Reformer TubesDocument3 pagesReformer TubesTarun ChandraNo ratings yet
- Superalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Document8 pagesSuperalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Pardhu YellaNo ratings yet
- Characterization of Titanium/Steel Joints Brazed in Vacuum: Welding ResearchDocument6 pagesCharacterization of Titanium/Steel Joints Brazed in Vacuum: Welding Researchmojtaba nNo ratings yet
- Managing Steam Side Oxidation by EPRI PDFDocument3 pagesManaging Steam Side Oxidation by EPRI PDFUdhayakumar VenkataramanNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
- 10.1016@j.engfailanal.2020.105122 (Ref.m23c6)Document32 pages10.1016@j.engfailanal.2020.105122 (Ref.m23c6)CHONKARN CHIABLAMNo ratings yet
- Survey of Worldwide Experience With Metal DustingDocument12 pagesSurvey of Worldwide Experience With Metal Dustingsoubhadra nag100% (1)
- Failure Analysis of Fire Tube Liner (Sleeve)Document6 pagesFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNo ratings yet
- Titanium and Its Alloys: Metallurgy, Heat Treatment and Alloy CharacteristicsDocument13 pagesTitanium and Its Alloys: Metallurgy, Heat Treatment and Alloy CharacteristicsBruna GomesNo ratings yet
- Welding TMCP SteelsDocument7 pagesWelding TMCP SteelsElias Kapa100% (1)
- Aiche-36-022Ammonia Converter-Ll Outlet LinesDocument16 pagesAiche-36-022Ammonia Converter-Ll Outlet LinesHsein WangNo ratings yet
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- As-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarsDocument16 pagesAs-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarssurendarNo ratings yet
- Ipc2012 90337Document6 pagesIpc2012 90337Marcelo Varejão CasarinNo ratings yet
- Austentite Steel Thermal StabilizationDocument17 pagesAustentite Steel Thermal StabilizationArangamar KumaranNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Forming of Hot Induction Bend From ERW Pipe of API 5L X70M GradeDocument5 pagesForming of Hot Induction Bend From ERW Pipe of API 5L X70M Gradeعمرو احمد الجلادNo ratings yet
- Forming of Hot Induction Bend From ERW Pipe of API 5L X70M GradeDocument5 pagesForming of Hot Induction Bend From ERW Pipe of API 5L X70M Gradeعمرو احمد الجلادNo ratings yet
- Analysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerDocument10 pagesAnalysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerRodrigo de Souza RochaNo ratings yet
- 03 - An Alloy Design Concept For Better Matching of Strength and Toughness in Pipeline SteelDocument7 pages03 - An Alloy Design Concept For Better Matching of Strength and Toughness in Pipeline SteelŞarîngă George AlexandruNo ratings yet
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Document12 pagesUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNo ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Diffusion and Carburizing-1 PDFDocument33 pagesDiffusion and Carburizing-1 PDFSabine BroschNo ratings yet
- Properties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDocument15 pagesProperties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDanem HalasNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Hydrotector - Screening Tool: FeaturesDocument2 pagesHydrotector - Screening Tool: Featuresabidhussain470No ratings yet
- Comparative Study of Co-Based Alloys in RepairingDocument9 pagesComparative Study of Co-Based Alloys in Repairingabidhussain470No ratings yet
- Sru Europeansite9 WasteheatboilertubefailureDocument1 pageSru Europeansite9 Wasteheatboilertubefailureabidhussain470No ratings yet
- Reliability Centered Maintenance by Nowlan and HeapDocument520 pagesReliability Centered Maintenance by Nowlan and Heapabidhussain470100% (8)
- 2130 Ds CSI2130MachineryHeDocument4 pages2130 Ds CSI2130MachineryHeabidhussain470No ratings yet
- Aluminum or Alloy Rod CCR Line Customer List2014Document11 pagesAluminum or Alloy Rod CCR Line Customer List2014Michael TanNo ratings yet
- Sectional Drawings/Seal ListDocument95 pagesSectional Drawings/Seal ListRudi HasibuanNo ratings yet
- An Overview of Orthodontic WiresDocument5 pagesAn Overview of Orthodontic Wiresdr arjunNo ratings yet
- Din en 10277-3Document11 pagesDin en 10277-3aldairlopesNo ratings yet
- The Smelting Process: (Transported by Ship and Railcars Via Quebec City)Document1 pageThe Smelting Process: (Transported by Ship and Railcars Via Quebec City)fostbarrNo ratings yet
- Gearabc A1 PDFDocument19 pagesGearabc A1 PDFjinriNo ratings yet
- Material Description: HR Coil Is 10748 Gr2 SialkDocument1 pageMaterial Description: HR Coil Is 10748 Gr2 SialkTARUNKUMARNo ratings yet
- Bulkhead BinderDocument114 pagesBulkhead BinderWilliam ProvidoNo ratings yet
- MBH Catalogue 2019Document56 pagesMBH Catalogue 2019Anonymous 1oWzM3No ratings yet
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDocument8 pagesEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamNo ratings yet
- Stellram Milling Grades Chart InchDocument4 pagesStellram Milling Grades Chart InchTri LilalilulaNo ratings yet
- Annex XDocument3 pagesAnnex XHardikNo ratings yet
- Engineering Materials and Joining Process: Vemana Institute of TechnologyDocument31 pagesEngineering Materials and Joining Process: Vemana Institute of TechnologynaveenNo ratings yet
- Lab 3 PDFDocument18 pagesLab 3 PDF000No ratings yet
- Arc Welding 2 by Steve BleileDocument72 pagesArc Welding 2 by Steve Bleiledev-nullNo ratings yet
- User Guidelines For Waste and Byproduct Materials in Pavement ConstructionDocument5 pagesUser Guidelines For Waste and Byproduct Materials in Pavement ConstructionmazaherramazaniNo ratings yet
- Al Welding - Prem - FinalDocument55 pagesAl Welding - Prem - Finalprem nautiyal100% (1)
- Toxicity of Heavy Metals To Brine Shrimp ArtemiaDocument8 pagesToxicity of Heavy Metals To Brine Shrimp Artemiaroraysi_cm01No ratings yet
- Chapter 5-Sheet MetalworkingDocument82 pagesChapter 5-Sheet MetalworkingSeab PisethNo ratings yet
- Kitz GraphiteDocument48 pagesKitz GraphitejjdNo ratings yet
- Material Safety Data SheetDocument15 pagesMaterial Safety Data SheetzuudeeNo ratings yet
- PAINT DEFECT's 1A PDFDocument56 pagesPAINT DEFECT's 1A PDFmahmoud aliNo ratings yet
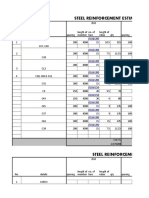
- Steel Reinforcement EstimationDocument9 pagesSteel Reinforcement EstimationHayman AhmedNo ratings yet
- كيفية حساب كمية سلك اللحام المطلوبةDocument6 pagesكيفية حساب كمية سلك اللحام المطلوبةBoodyBedaiwe50% (2)
- Stock CompletoDocument1 pageStock CompletoFaraz HaiderNo ratings yet
- 7075 Vs 7068 TemperatureDocument2 pages7075 Vs 7068 TemperatureLuizGustavoVicenteNo ratings yet
- Astm Sa 192Document3 pagesAstm Sa 192arifin rizalNo ratings yet
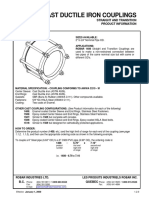
- P Robar 1408 Cast Ductile Iron CouplingsDocument1 pageP Robar 1408 Cast Ductile Iron CouplingsBrandon HoltenNo ratings yet
- Heat TreatmentDocument26 pagesHeat TreatmentMirza Shaizad BegNo ratings yet