You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Wagons Modern Bulk Material HandlingDocument4 pagesWagons Modern Bulk Material Handlingparuchurivenkat5272No ratings yet
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementDocument5 pagesPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- Construction Working and Maintenance of Equipments For Unloading Bulk MaterialsDocument26 pagesConstruction Working and Maintenance of Equipments For Unloading Bulk MaterialsDead poolNo ratings yet
- AnilDocument49 pagesAnilAnil BhairatNo ratings yet
- Automatic Samplers: Proven & DependableDocument6 pagesAutomatic Samplers: Proven & DependableHarish KumarNo ratings yet
- BHEL Panki VOL III (Mechanical)Document116 pagesBHEL Panki VOL III (Mechanical)anishgirmeNo ratings yet
- Expandable MandrelsDocument3 pagesExpandable Mandrelsali-masoodNo ratings yet
- Brochure - Slide Gate Valve - Pubc-0502-SvDocument2 pagesBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosNo ratings yet
- Is 8531 1986Document6 pagesIs 8531 1986Srini KumarNo ratings yet
- CHP PDFDocument49 pagesCHP PDFdebu1985No ratings yet
- RAMDARS Technology For Sustainable EnergyDocument4 pagesRAMDARS Technology For Sustainable EnergySanjay SinghNo ratings yet
- Nit CHP Silo PDFDocument495 pagesNit CHP Silo PDFGenci GjergjaniNo ratings yet
- Inclined Belt Conveyors For Underground Mass Mining OperationsDocument6 pagesInclined Belt Conveyors For Underground Mass Mining OperationsIsmaelNo ratings yet
- SAIL BSBK Visit Docx-15.06. R-1rtfDocument7 pagesSAIL BSBK Visit Docx-15.06. R-1rtfsssadangi100% (1)
- Calculation of Working Moment & Power For Vibrating Grizzly FeederDocument1 pageCalculation of Working Moment & Power For Vibrating Grizzly FeederzahoorNo ratings yet
- NHI Brief IntroductionDocument56 pagesNHI Brief IntroductionThanhluan NguyenNo ratings yet
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesNo ratings yet
- Jiangsu Jiangcheng BrochureDocument38 pagesJiangsu Jiangcheng Brochuresaurabh sanchetiNo ratings yet
- High Angle Conveyor Offers Mine Haulage SavingsDocument20 pagesHigh Angle Conveyor Offers Mine Haulage SavingsZiggy Gregory100% (1)
- Electrical Documentation For Radar Level TransmitterDocument6 pagesElectrical Documentation For Radar Level TransmittersatfasNo ratings yet
- Beam Deflection CalculationDocument2 pagesBeam Deflection CalculationAriful IslamNo ratings yet
- Beumer - Pipeconveyor TechnologyDocument51 pagesBeumer - Pipeconveyor TechnologyAli AlatasNo ratings yet
- MechTech Sept 2015 Wagon Tipplers ThyssenKrup TKIS Matthias Goeing Luc TellierDocument2 pagesMechTech Sept 2015 Wagon Tipplers ThyssenKrup TKIS Matthias Goeing Luc Telliermustafa100% (1)
- Price Format 'A' (Main Equipment) For Wagon Tippler, Crushing and Conveying Plant Package For NTPC Vindhyachal STPP Stage III (2 X500 MW)Document4 pagesPrice Format 'A' (Main Equipment) For Wagon Tippler, Crushing and Conveying Plant Package For NTPC Vindhyachal STPP Stage III (2 X500 MW)istyloankurNo ratings yet
- Is 12941 1990Document14 pagesIs 12941 1990Xavier LefebvreNo ratings yet
- Ramsey Conveyor Protection SwitchesDocument6 pagesRamsey Conveyor Protection SwitchesArif AmirNo ratings yet
- Foundations For Auto Shredders : - Hammer / / / / / / / / / IDocument6 pagesFoundations For Auto Shredders : - Hammer / / / / / / / / / ISandraNo ratings yet
- DTS - Belt Conveyor Data SheetDocument3 pagesDTS - Belt Conveyor Data SheetBRUNA NASCIMENTONo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFWilliam VillamizarNo ratings yet
- Hydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediaDocument5 pagesHydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediazamburittiNo ratings yet
- Cirebon CHS O&M Manual Ch1-SEC1Document16 pagesCirebon CHS O&M Manual Ch1-SEC1seni cahyonoNo ratings yet
- APTI413 PP Ch9Document56 pagesAPTI413 PP Ch9Stefanos DiamantisNo ratings yet
- Materials Handling and HoistingDocument6 pagesMaterials Handling and HoistingNARGISNo ratings yet
- Belt Weigh Scale PDFDocument33 pagesBelt Weigh Scale PDFMohammad AsifNo ratings yet
- Small Feeder BrochureDocument20 pagesSmall Feeder Brochureel ronisNo ratings yet
- 600-EQ-014 Operation Manual Stripping Machine PDFDocument90 pages600-EQ-014 Operation Manual Stripping Machine PDFcorasaulNo ratings yet
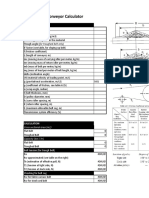
- Conveyor CalculatorDocument3 pagesConveyor CalculatorBayuNo ratings yet
- Vibrating MillDocument6 pagesVibrating MillJorge Alexander Rocha Alvarez100% (1)
- Hosch Opearting Manual1 PDFDocument13 pagesHosch Opearting Manual1 PDFZahoor AhmedNo ratings yet
- Belt SwayDocument29 pagesBelt SwayNishantKumarGauravNo ratings yet
- Chain ConveyorrabDocument36 pagesChain ConveyorrabPrayogo Hadi SNo ratings yet
- SIDE ARM CHARGER Design-R0 PDFDocument8 pagesSIDE ARM CHARGER Design-R0 PDFSripara KrishnaNo ratings yet
- Vibrating Mill PDFDocument6 pagesVibrating Mill PDFPhanHathamNo ratings yet
- Dunlop Conveyor Belt Design ManualDocument16 pagesDunlop Conveyor Belt Design ManualTabor TamiruNo ratings yet
- Wagon Loader SystemDocument12 pagesWagon Loader Systemayaskant751001100% (1)
- Data Sheet For Rotary Calciner - TEPLDocument2 pagesData Sheet For Rotary Calciner - TEPLpuneet gehlotNo ratings yet
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocument96 pages24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNo ratings yet
- Bunker Calculation - R0Document3 pagesBunker Calculation - R0Sara LopezNo ratings yet
- Dura FlexDocument16 pagesDura FlexJohn ChivNo ratings yet
- 10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryDocument10 pages10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryjsaulNo ratings yet
- Apron Feeder Data SheetDocument1 pageApron Feeder Data SheetPat AuffretNo ratings yet
- VOL IV - Mechanical PDFDocument144 pagesVOL IV - Mechanical PDFVaijayanti JoshiNo ratings yet
- Allis Saga Brochure-EN-V4.0Document26 pagesAllis Saga Brochure-EN-V4.0Benjamin Murphy100% (1)
- STOCk - Gravimetric FeederDocument6 pagesSTOCk - Gravimetric FeederVijay Kumar100% (1)
- Kalinga Nagar - Part3Document10 pagesKalinga Nagar - Part3cet.ranchi7024No ratings yet
- Steel Melt Shop 2 Process .Document50 pagesSteel Melt Shop 2 Process .Rahul Pandey0% (2)
- 349 Advance Us CT Boiler DesDocument6 pages349 Advance Us CT Boiler DesRobin IndiaNo ratings yet
- Roll Pass Design Evauluation Using Software ApplicationDocument34 pagesRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNo ratings yet
- (R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFDocument200 pages(R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFKalyan HalderNo ratings yet
- Sugar Mill Roll PDFDocument5 pagesSugar Mill Roll PDFKalyan HalderNo ratings yet
- TURKEY. TECHNICAL REPORT. PLANNING OF ROLLING MILL PLANTS AND ROLL PASS DESIGN TECHNOLOGY (14800.en) PDFDocument88 pagesTURKEY. TECHNICAL REPORT. PLANNING OF ROLLING MILL PLANTS AND ROLL PASS DESIGN TECHNOLOGY (14800.en) PDFKalyan HalderNo ratings yet
- Structural Mill Roll FailureDocument2 pagesStructural Mill Roll FailureKalyan Halder100% (1)
- Tceia MS Id 000150Document4 pagesTceia MS Id 000150Kalyan HalderNo ratings yet
- A Study of Energy Efficiency in The Indian IsDocument132 pagesA Study of Energy Efficiency in The Indian IsKalyan HalderNo ratings yet
- Estimating Sheet Metal Fabrication Costs v3 PDFDocument58 pagesEstimating Sheet Metal Fabrication Costs v3 PDFtassanaiNo ratings yet
- Oil Water Sep Design ArmyDocument9 pagesOil Water Sep Design ArmyJose A. Marti100% (1)
- Sinter GranulationDocument13 pagesSinter GranulationKalyan HalderNo ratings yet
- BOF Plant Write UpDocument20 pagesBOF Plant Write UpKalyan HalderNo ratings yet
- History History History History: Production Production Production Production Process Process Process ProcessDocument19 pagesHistory History History History: Production Production Production Production Process Process Process ProcessKalyan HalderNo ratings yet
- A Study of Energy Efficiency in The Indian IsDocument132 pagesA Study of Energy Efficiency in The Indian IsKalyan HalderNo ratings yet
- Sintering PDFDocument18 pagesSintering PDFDevalGulatiNo ratings yet
- 2B0422G1-L177-D001 Rev 0 General Platform Loads SpecificatioDocument5 pages2B0422G1-L177-D001 Rev 0 General Platform Loads SpecificatioKalyan HalderNo ratings yet
- Auto Leaf SpringDocument11 pagesAuto Leaf SpringVijayKrishnaAmaraneniNo ratings yet
- Pollution ControlDocument429 pagesPollution ControlKalyan HalderNo ratings yet
- Vizag Steel Plant ReportDocument54 pagesVizag Steel Plant ReportKalyan HalderNo ratings yet
- 12 - Refulgent Alloys N Steels EIA ReportDocument258 pages12 - Refulgent Alloys N Steels EIA ReportKalyan HalderNo ratings yet
- 12 - Refulgent Alloys N Steels EIA ReportDocument258 pages12 - Refulgent Alloys N Steels EIA ReportKalyan HalderNo ratings yet
- 2B0422G1-J143-D001 Rev 0 Process Control Basic Engineering RDocument49 pages2B0422G1-J143-D001 Rev 0 Process Control Basic Engineering RKalyan Halder100% (1)
- Reliability Failure AnalysisDocument12 pagesReliability Failure AnalysisKalyan HalderNo ratings yet
- History History History History: Production Production Production Production Process Process Process ProcessDocument19 pagesHistory History History History: Production Production Production Production Process Process Process ProcessKalyan HalderNo ratings yet
- 2B0422G1-J100-B001 Rev 0 Blast Furnace Mass & Engergy BalancDocument12 pages2B0422G1-J100-B001 Rev 0 Blast Furnace Mass & Engergy BalancKalyan HalderNo ratings yet
- HSS Rolls UsabilityDocument7 pagesHSS Rolls UsabilityKalyan HalderNo ratings yet
- Certificate of Originality of WorkDocument34 pagesCertificate of Originality of WorkKalyan HalderNo ratings yet
- 6002 Rex Conveyor Idlers CatalogDocument104 pages6002 Rex Conveyor Idlers CatalogNur Yanto100% (1)
- Idlers - Medium To Heavy Duty PDFDocument28 pagesIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- Brief Profile Project New PDFDocument16 pagesBrief Profile Project New PDFshalabyahmedNo ratings yet
- Bostik Boscoprime 1 Rev1Document2 pagesBostik Boscoprime 1 Rev1Loyd EncinaNo ratings yet
- Performance Evaluation of Water Hyacinth PDFDocument78 pagesPerformance Evaluation of Water Hyacinth PDFcarlooooNo ratings yet
- Extraction and Uses of Metals 1 QP PDFDocument12 pagesExtraction and Uses of Metals 1 QP PDFAngus AnizNo ratings yet
- Reactivity Series QPDocument5 pagesReactivity Series QPSalman Farsi TaharatNo ratings yet
- SikaBond Construction AdhesiveDocument2 pagesSikaBond Construction AdhesiveRahmatNo ratings yet
- THE Formation of Late Magmatic Oxide Ores.: Alan M. BatemanDocument23 pagesTHE Formation of Late Magmatic Oxide Ores.: Alan M. BatemanRorisang MalebyeNo ratings yet
- Astm D6641 D6641M 09 PDFDocument11 pagesAstm D6641 D6641M 09 PDFBipin SasikumarNo ratings yet
- Alkanes and HalogenoalkanesDocument67 pagesAlkanes and HalogenoalkanesRAFIDNo ratings yet
- Acid Rain Explanation TextDocument2 pagesAcid Rain Explanation TextIndah Dwi Cahayany100% (2)
- Vol 31 PhotochemistryDocument69 pagesVol 31 PhotochemistryRicardo Gamboa CastellanosNo ratings yet
- Laminations Led To IncidentDocument3 pagesLaminations Led To IncidentAhmad KadafiNo ratings yet
- Reodata41 PDFDocument68 pagesReodata41 PDFMunzuara AktherNo ratings yet
- Design Software and Supporting Tool: Hydranautics - NittoDocument25 pagesDesign Software and Supporting Tool: Hydranautics - NittoAbdelhakim AkroucheNo ratings yet
- Topaz MineralDocument13 pagesTopaz MineralVernie SorianoNo ratings yet
- A Review of Catastrophic Flow Failures of Deposits of Mine WateDocument17 pagesA Review of Catastrophic Flow Failures of Deposits of Mine WateAbraham FIgueroa ARevaloNo ratings yet
- INOCHE2 Final Exam Reviewer 2T AY14-15 PDFDocument8 pagesINOCHE2 Final Exam Reviewer 2T AY14-15 PDFroxy8marie8chanNo ratings yet
- Corrosion Testing D Rossi CathodicDocument63 pagesCorrosion Testing D Rossi CathodicRahmat MohsinNo ratings yet
- Pub 83 Al Bronze Alloys For Industry PDFDocument24 pagesPub 83 Al Bronze Alloys For Industry PDFpbanerjeeNo ratings yet
- Understanding The Differences in Base Oil GroupsDocument2 pagesUnderstanding The Differences in Base Oil Groupspriyagoswami100% (1)
- IsuzuDocument8 pagesIsuzuImam Zulkifli100% (1)
- Expansion Joints For Power Stations Kompaflex BrochureDocument8 pagesExpansion Joints For Power Stations Kompaflex Brochuremdt3eNo ratings yet
- Green Solvents PresDocument74 pagesGreen Solvents PresTDSNo ratings yet
- Water Spliting On Titanate Photocatalysts PDFDocument9 pagesWater Spliting On Titanate Photocatalysts PDFDanCosminNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument12 pagesCambridge International Advanced Subsidiary and Advanced LevelTerTalks ChikweyaNo ratings yet
- Isoreactive Red He3bDocument3 pagesIsoreactive Red He3bscribd_user2010No ratings yet
- Cambridge IGCSE: Combined Science 0653/42Document24 pagesCambridge IGCSE: Combined Science 0653/42Hin Wa LeungNo ratings yet
- Construciton SupervisorDocument16 pagesConstruciton SupervisorkinleyNo ratings yet
- SST2008Document93 pagesSST2008Lorenzo CirrincioneNo ratings yet
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincFrom EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincRating: 3.5 out of 5 stars3.5/5 (137)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeFrom EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeRating: 4 out of 5 stars4/5 (1)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeFrom EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeRating: 5 out of 5 stars5/5 (4)
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsFrom EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsRating: 4 out of 5 stars4/5 (146)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsFrom EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsRating: 5 out of 5 stars5/5 (3)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeFrom EverandChemistry for Breakfast: The Amazing Science of Everyday LifeRating: 4.5 out of 5 stars4.5/5 (90)
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolFrom EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolNo ratings yet
- The Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableFrom EverandThe Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableRating: 3.5 out of 5 stars3.5/5 (22)
- Transformer: The Deep Chemistry of Life and DeathFrom EverandTransformer: The Deep Chemistry of Life and DeathRating: 4.5 out of 5 stars4.5/5 (13)
- Essential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilFrom EverandEssential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilRating: 5 out of 5 stars5/5 (1)
- Formulating, Packaging, and Marketing of Natural Cosmetic ProductsFrom EverandFormulating, Packaging, and Marketing of Natural Cosmetic ProductsNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideFrom EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNo ratings yet
- Taste: Surprising Stories and Science About Why Food Tastes GoodFrom EverandTaste: Surprising Stories and Science About Why Food Tastes GoodRating: 3 out of 5 stars3/5 (20)
- Bioplastics: A Home Inventors HandbookFrom EverandBioplastics: A Home Inventors HandbookRating: 4 out of 5 stars4/5 (2)
- Chemistry: a QuickStudy Laminated Reference GuideFrom EverandChemistry: a QuickStudy Laminated Reference GuideRating: 5 out of 5 stars5/5 (1)
- Tribology: Friction and Wear of Engineering MaterialsFrom EverandTribology: Friction and Wear of Engineering MaterialsRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Science Goes Viral: Captivating Accounts of Science in Everyday LifeFrom EverandScience Goes Viral: Captivating Accounts of Science in Everyday LifeRating: 5 out of 5 stars5/5 (1)
- A Perfect Red: Empire, Espionage, and the Quest for the Color of DesireFrom EverandA Perfect Red: Empire, Espionage, and the Quest for the Color of DesireRating: 4 out of 5 stars4/5 (129)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)