You might also like
- Ar15 A3 Style Upper Receiver BlueprintsDocument8 pagesAr15 A3 Style Upper Receiver Blueprintsjbrownrg94% (18)
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- Firearms - Blueprint - Sten MK III Sub Machine Gun Receiver BondDocument1 pageFirearms - Blueprint - Sten MK III Sub Machine Gun Receiver Bondanjan971% (14)
- Glock Full Auto PartsDocument5 pagesGlock Full Auto PartsHarley Hunter Sites82% (11)
- Ruger 10-22 Receiver BlueprintDocument2 pagesRuger 10-22 Receiver Blueprintelvergonzalez1100% (1)
- Blueprints To Build A Mark II Sten GunDocument25 pagesBlueprints To Build A Mark II Sten GunKawchhar Ahammed100% (1)
- Full Auto - TabDocument5 pagesFull Auto - Tabbkausshen67% (6)
- Selective Fire Kit For Lightning Link Using ARDocument3 pagesSelective Fire Kit For Lightning Link Using ARSpector_27567% (12)
- 2008-11!23!233015 Receiver Template 7 SimplifiedDocument1 page2008-11!23!233015 Receiver Template 7 Simplifiedpalaciosro100% (3)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Bolt Together AR15 Lower ReceiverDocument0 pagesBolt Together AR15 Lower ReceiverLogicIndustriesLLC100% (1)
- Glock Select Fire - SilencerTalk Review - Multiple VarietiesDocument86 pagesGlock Select Fire - SilencerTalk Review - Multiple Varietiesgsdbonjon367% (3)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Antique Firearms Assembly/Disassembly: The comprehensive guide to pistols, rifles & shotgunsFrom EverandAntique Firearms Assembly/Disassembly: The comprehensive guide to pistols, rifles & shotgunsRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- Guide To Investing: Warren BuffettDocument8 pagesGuide To Investing: Warren BuffettAsh Max100% (1)
- User Manual: Full HD Led TVDocument12 pagesUser Manual: Full HD Led TVbytestefNo ratings yet
- AR-15 Practice BlockDocument1 pageAR-15 Practice Blockwiccanways100% (2)
- Colt AR-15 Rifle Lightning LinkDocument5 pagesColt AR-15 Rifle Lightning Linkelvergonzalez1100% (2)
- AR-15 Bolt Schematic Part 2Document1 pageAR-15 Bolt Schematic Part 2S Klars100% (2)
- The SWD Lightning LinkDocument2 pagesThe SWD Lightning LinkRay Bailey100% (3)
- UZI ReceiverDocument7 pagesUZI Receiverbrowar444100% (1)
- Sten mk2 Complete Machine Instructions PDFDocument24 pagesSten mk2 Complete Machine Instructions PDFTristan Jones100% (2)
- Bolt Together AR15 Receiver 042910Document11 pagesBolt Together AR15 Receiver 042910IM_JohnnyV100% (7)
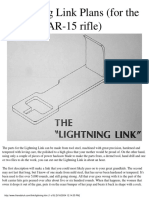
- Lightning Link Plans (For The AR-15 Rifle)Document8 pagesLightning Link Plans (For The AR-15 Rifle)anthony100% (1)
- Grasshopper Ak-47 Jig GuncoDocument5 pagesGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- AK Bolt Gap SetupDocument22 pagesAK Bolt Gap SetupAdam Hemsley100% (2)
- Liste Des Plan D'armes TemplateDocument23 pagesListe Des Plan D'armes Templatecorsinu100% (1)
- Gunsmithing the AR-15, Vol. 3: The Bench ManualFrom EverandGunsmithing the AR-15, Vol. 3: The Bench ManualRating: 2.5 out of 5 stars2.5/5 (4)
- Chrysler ATF MS 9602Document1 pageChrysler ATF MS 9602Anonymous oAbjbl4HNo ratings yet
- EcoSafe TF 25 BrochuresDocument4 pagesEcoSafe TF 25 BrochuresAnonymous oAbjbl4HNo ratings yet
- Optimus AR-15 Man MillDocument2 pagesOptimus AR-15 Man Millwiccanways50% (2)
- AR15 ExtractorDocument1 pageAR15 ExtractorfuriousgaulNo ratings yet
- United States "Patents PDFDocument17 pagesUnited States "Patents PDFTien Nguyen VanNo ratings yet
- Mujahadeen AR-15Document13 pagesMujahadeen AR-15Chris Leahy100% (2)
- AK-47 Souptonuts 5Document7 pagesAK-47 Souptonuts 5tshirley47100% (3)
- Revolver PatentDocument5 pagesRevolver PatentdududadamikeNo ratings yet
- Assembling Your Own Stripped AR - 1Document103 pagesAssembling Your Own Stripped AR - 1bigwhiteguy100% (1)
- АК туториалDocument63 pagesАК туториалLucas Gabriel100% (2)
- 级触发自动武器 PDFDocument15 pages级触发自动武器 PDFJin SongNo ratings yet
- Us1517483 PDFDocument10 pagesUs1517483 PDFJin SongNo ratings yet
- Print - How To Build An AK-47Document8 pagesPrint - How To Build An AK-47Lord Ellam100% (5)
- Io Inc January 2016 News Press ReleaseDocument4 pagesIo Inc January 2016 News Press Releaseapi-242710584No ratings yet
- Lightning Link Printable Template V1.0Document5 pagesLightning Link Printable Template V1.0Luis Carlos Martinez100% (1)
- AR-15 Bolt Schematic Part 3Document1 pageAR-15 Bolt Schematic Part 3S Klars100% (1)
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- The Gunsmith's Manual: Practical Guide to All Branches of the TradeFrom EverandThe Gunsmith's Manual: Practical Guide to All Branches of the TradeNo ratings yet
- The Gun Digest Book of the AK & SKS: A Complete Guide to Guns, Gear and AmmunitionFrom EverandThe Gun Digest Book of the AK & SKS: A Complete Guide to Guns, Gear and AmmunitionNo ratings yet
- Cartridges of the AR-15: A Complete Reference Guide to AR -15 and AR-10 AmmoFrom EverandCartridges of the AR-15: A Complete Reference Guide to AR -15 and AR-10 AmmoNo ratings yet
- Shell Gadus S1 A150 2 From Multiroad CT2Document1 pageShell Gadus S1 A150 2 From Multiroad CT2Anonymous oAbjbl4HNo ratings yet
- Operation Maintenance M1 CarbineDocument2 pagesOperation Maintenance M1 CarbineAnonymous oAbjbl4HNo ratings yet
- Shell Gadus S2 A320 From Rhodina EPLFDocument2 pagesShell Gadus S2 A320 From Rhodina EPLFAnonymous oAbjbl4HNo ratings yet
- Shell Diala S3 ZX-IG DriedDocument2 pagesShell Diala S3 ZX-IG DriedAnonymous oAbjbl4HNo ratings yet
- Shell Gadus S2 OG 85Document2 pagesShell Gadus S2 OG 85Anonymous oAbjbl4HNo ratings yet
- Shell Gadinia AL 40Document2 pagesShell Gadinia AL 40Anonymous oAbjbl4HNo ratings yet
- Shell Gadus S2 High Speed Coupling GreaseDocument3 pagesShell Gadus S2 High Speed Coupling GreaseAnonymous oAbjbl4HNo ratings yet
- Anderol 1255 PDFDocument1 pageAnderol 1255 PDFAnonymous oAbjbl4HNo ratings yet
- Shell Caprinus XS9 40 (En) TDSDocument2 pagesShell Caprinus XS9 40 (En) TDSAnonymous oAbjbl4HNo ratings yet
- Shell Diala S2 ZU-I Dried PDFDocument2 pagesShell Diala S2 ZU-I Dried PDFAnonymous oAbjbl4H100% (1)
- Shell Corena S4 R - TDSDocument3 pagesShell Corena S4 R - TDSAnonymous oAbjbl4HNo ratings yet
- Shell Gadus S1 A150 2 From Multiroad CT2Document1 pageShell Gadus S1 A150 2 From Multiroad CT2Anonymous oAbjbl4HNo ratings yet
- Shell Caprinus Xs9 Oil: High Performance, Zinc-Free Railroad Engine OilsDocument2 pagesShell Caprinus Xs9 Oil: High Performance, Zinc-Free Railroad Engine OilsAnonymous oAbjbl4HNo ratings yet
- Shell Corena S4 P 100 (En) TDS v1Document3 pagesShell Corena S4 P 100 (En) TDS v1Anonymous oAbjbl4HNo ratings yet
- Shell Corena S4 P - TDSDocument3 pagesShell Corena S4 P - TDSAnonymous oAbjbl4HNo ratings yet
- Shell Advance 4T Ultra 10W-40Document2 pagesShell Advance 4T Ultra 10W-40Anonymous oAbjbl4HNo ratings yet
- Shell Corena S3 R - TDSDocument3 pagesShell Corena S3 R - TDSAnonymous oAbjbl4HNo ratings yet
- Shell Corena S3 RJ - TDSDocument3 pagesShell Corena S3 RJ - TDSAnonymous oAbjbl4HNo ratings yet
- Shell Corena S2 R - TDSDocument3 pagesShell Corena S2 R - TDSAnonymous oAbjbl4HNo ratings yet
- Shell Diala S3 ZX-IGDocument2 pagesShell Diala S3 ZX-IGAnonymous oAbjbl4HNo ratings yet
- Shell Diala S2 ZU-I Dried PDFDocument2 pagesShell Diala S2 ZU-I Dried PDFAnonymous oAbjbl4HNo ratings yet
- Shell Cyprina 963 PDFDocument2 pagesShell Cyprina 963 PDFAnonymous oAbjbl4HNo ratings yet
- Shell Corena S2 P - TDS PDFDocument3 pagesShell Corena S2 P - TDS PDFAnonymous oAbjbl4H100% (1)
- Shell Caprinus XS9 40 (En) TDSDocument2 pagesShell Caprinus XS9 40 (En) TDSAnonymous oAbjbl4HNo ratings yet
- Technical Data Sheet: Aeroshell AscenderDocument2 pagesTechnical Data Sheet: Aeroshell AscenderAnonymous oAbjbl4HNo ratings yet
- AeroShell Turbine Oil 500 PDFDocument2 pagesAeroShell Turbine Oil 500 PDFAnonymous oAbjbl4HNo ratings yet
- Shell Argina X: Medium-Speed Trunk-Piston Diesel Engine OilDocument3 pagesShell Argina X: Medium-Speed Trunk-Piston Diesel Engine OilengrsurifNo ratings yet
- Shell Caprinus XR 40: Technical Data SheetDocument2 pagesShell Caprinus XR 40: Technical Data SheetAnonymous oAbjbl4HNo ratings yet
- L3548 4 07Document2 pagesL3548 4 07Héctor Hugo Sánchez GómezNo ratings yet
- Math 563 Lecture Notes Numerical Integrations (FUNDAMENTALS)Document12 pagesMath 563 Lecture Notes Numerical Integrations (FUNDAMENTALS)Aditi JhaNo ratings yet
- Principles of Mercantalism, How Did England Implement ThemDocument4 pagesPrinciples of Mercantalism, How Did England Implement ThemGunjan MadanNo ratings yet
- A Programmable Baseband Chain For A GSMDocument4 pagesA Programmable Baseband Chain For A GSMMENANI ZineddineNo ratings yet
- Mapeh Learners Individual Record Card Sy 2023 2024Document2 pagesMapeh Learners Individual Record Card Sy 2023 2024Karen May Urlanda100% (1)
- Congestive Heart FailureDocument37 pagesCongestive Heart FailurePierre Aseron ManuelNo ratings yet
- KDC-MP225 KDC-MP4026/G KDC-W4527/G/GY/Y KDC-W427Y: Service ManualDocument32 pagesKDC-MP225 KDC-MP4026/G KDC-W4527/G/GY/Y KDC-W427Y: Service Manualluispider74No ratings yet
- Is Ambition Positive or NegativeDocument3 pagesIs Ambition Positive or NegativeKiss KingaNo ratings yet
- APP Suggested Apprentice Body Piercer Guidelines and Curriculum 2020 Edition Version 3Document18 pagesAPP Suggested Apprentice Body Piercer Guidelines and Curriculum 2020 Edition Version 3JulioNo ratings yet
- 9100C Urm - Ge AnesthesiaDocument174 pages9100C Urm - Ge AnesthesiaJohn Joseph LuNo ratings yet
- Sustainable Development Strategies - A Resource Book (2002) PDFDocument382 pagesSustainable Development Strategies - A Resource Book (2002) PDFHamisu HussainiNo ratings yet
- Role of Government Inshaping Business EnvironmentDocument19 pagesRole of Government Inshaping Business Environmentankit161019893980100% (1)
- SouthwarkDocument76 pagesSouthwarkDavid NewbyNo ratings yet
- FINN 400 - Applied Corporate Finance-Fazal Jawad Seyyed PDFDocument7 pagesFINN 400 - Applied Corporate Finance-Fazal Jawad Seyyed PDFAhmed RazaNo ratings yet
- Techniques To Measure Grain-Size Distributions of Loamy Sediments: A Comparative Study of Ten Instruments For Wet AnalysisDocument32 pagesTechniques To Measure Grain-Size Distributions of Loamy Sediments: A Comparative Study of Ten Instruments For Wet AnalysiscmendozatNo ratings yet
- By Dr. Mahendra Parihar Associate Professor, Mpstme, Nmims MumbaiDocument26 pagesBy Dr. Mahendra Parihar Associate Professor, Mpstme, Nmims MumbaiShrey VyasNo ratings yet
- New Draft SI HRD-01Document166 pagesNew Draft SI HRD-01Toto SubagyoNo ratings yet
- Pharmacology of Renin-Angiotensin-System Blockers and COVID-19: Confusion Around ACE2Document3 pagesPharmacology of Renin-Angiotensin-System Blockers and COVID-19: Confusion Around ACE2Sharan SahotaNo ratings yet
- Thesis For MD Community MedicineDocument7 pagesThesis For MD Community Medicinedianaturnerspringfield100% (2)
- Labmgt Reviewer 1Document11 pagesLabmgt Reviewer 1Allison IliganNo ratings yet
- Ahmad Rifai, Evi Susanti: American International Journal of Business Management (AIJBM)Document18 pagesAhmad Rifai, Evi Susanti: American International Journal of Business Management (AIJBM)aijbmNo ratings yet
- Geovista: Caliper ProbesDocument1 pageGeovista: Caliper ProbesShahzad KhanNo ratings yet
- ELIOS 2 User Manual V1-Compressed - 1Document11 pagesELIOS 2 User Manual V1-Compressed - 1danielNo ratings yet
- Heat Exchanger System Piping Design For A Tube Rupture EventDocument10 pagesHeat Exchanger System Piping Design For A Tube Rupture Eventmarco8garciaNo ratings yet
- Fire ProtectionDocument7 pagesFire ProtectionRonaldNo ratings yet
- Intaglio Carving Technique On Transparent Stones by Vladimir PopovichDocument1 pageIntaglio Carving Technique On Transparent Stones by Vladimir Popovichmuhammad hamzaNo ratings yet
- Comparative Study of Madhyama-NikayaDocument622 pagesComparative Study of Madhyama-NikayaAnonymous 87cpqABhUNo ratings yet
- Hema QuizDocument6 pagesHema QuizTrisha ArizalaNo ratings yet