You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- T3000CS2264744 - 0 Calculation - Blast Wall SupportsDocument104 pagesT3000CS2264744 - 0 Calculation - Blast Wall SupportsnpwalNo ratings yet
- Crack Propagation in AnsysDocument24 pagesCrack Propagation in Ansysagrbovic100% (2)
- 23 Mooring Analysis During ShorepullDocument53 pages23 Mooring Analysis During ShorepullNoverdo Saputra100% (1)
- 3.0 - Calculation Omis Profex - 2 SideDocument9 pages3.0 - Calculation Omis Profex - 2 SideMuhammad ZuhayrNo ratings yet
- Snap Fit DesignDocument4 pagesSnap Fit DesignAlex DobrescuNo ratings yet
- Body Flange .PVDB FlangeDocument1 pageBody Flange .PVDB FlangeAnonymous aBg51lbe18No ratings yet
- Design of Pipe Pedestals:: (IS: 456, PP - No.66)Document6 pagesDesign of Pipe Pedestals:: (IS: 456, PP - No.66)Bhaskar ReddyNo ratings yet
- SCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFDocument84 pagesSCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFYANIshaNo ratings yet
- Design Examples Mega ColumnsDocument74 pagesDesign Examples Mega Columnsprabhu81100% (1)
- 03_2023_DMS_Ch04_rev01Document43 pages03_2023_DMS_Ch04_rev01Noverdo SaputraNo ratings yet
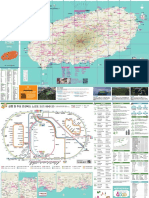
- Jeju Map KoreanDocument2 pagesJeju Map KoreanNoverdo SaputraNo ratings yet
- The Second-Order Wave Loads On Offshore StructuresDocument11 pagesThe Second-Order Wave Loads On Offshore StructuresNoverdo SaputraNo ratings yet
- ChenJWWangZFAMK23-arXiv 2301.13713DiscretfxinCPFEMDocument29 pagesChenJWWangZFAMK23-arXiv 2301.13713DiscretfxinCPFEMNoverdo SaputraNo ratings yet
- GKS 2021 Uni Track DataDocument3 pagesGKS 2021 Uni Track DataNoverdo SaputraNo ratings yet
- Comparison of The Characteristics of LDPE: PP and HDPE: PP Polymer BlendsDocument11 pagesComparison of The Characteristics of LDPE: PP and HDPE: PP Polymer BlendsNoverdo SaputraNo ratings yet
- 2020 Fees Post July 2009Document1 page2020 Fees Post July 2009Noverdo SaputraNo ratings yet
- Fatigue of Top Chain of Mooring Lines Due To Bending: Knowledge Base ArticleDocument4 pagesFatigue of Top Chain of Mooring Lines Due To Bending: Knowledge Base ArticleNoverdo SaputraNo ratings yet
- 2019 - JCM - Natural Fiber Composites With NingDocument11 pages2019 - JCM - Natural Fiber Composites With NingNoverdo SaputraNo ratings yet
- Introduction Double Degree Program Dona Its Mnu CutDocument14 pagesIntroduction Double Degree Program Dona Its Mnu CutNoverdo SaputraNo ratings yet
- Methods For Removing of Phosphates From WastewaterDocument7 pagesMethods For Removing of Phosphates From WastewaterNoverdo SaputraNo ratings yet
- 2021 GKS-G Available Universities & Fields of Study (English)Document182 pages2021 GKS-G Available Universities & Fields of Study (English)Noverdo Saputra0% (2)
- Cover Proposal For Idrill PDFDocument2 pagesCover Proposal For Idrill PDFNoverdo SaputraNo ratings yet
- 5 - Heat Eqn - Derivation and SolutionDocument8 pages5 - Heat Eqn - Derivation and SolutionWild BotNo ratings yet
- Analisis Nonlinier Tekuk Torsi Lateral Pada Balok Baja CellularDocument15 pagesAnalisis Nonlinier Tekuk Torsi Lateral Pada Balok Baja Cellularaprilia AyuNo ratings yet
- Final Version Manchester 2Document20 pagesFinal Version Manchester 2Hua Hidari YangNo ratings yet
- Electro Mechanical SystemsDocument22 pagesElectro Mechanical SystemsSai Samvida AloorNo ratings yet
- Nanomaterials: Greek Word "NANOS"Document25 pagesNanomaterials: Greek Word "NANOS"Haneul KImNo ratings yet
- R. Manna: Banaras Hindu University Varanasi-221 005, IndiaDocument38 pagesR. Manna: Banaras Hindu University Varanasi-221 005, IndiaRakheeb BashaNo ratings yet
- Stress Intensity Factor Determination OF Radially Cracked Circular Rings Subjected To Tension Using Photoelastic TechniqueDocument6 pagesStress Intensity Factor Determination OF Radially Cracked Circular Rings Subjected To Tension Using Photoelastic TechniqueAbdoNo ratings yet
- Eng. Materials 1Document29 pagesEng. Materials 1All TutorialNo ratings yet
- XIAO (2012) - Behavior of Model Steel H-Pile-To-Pile-Cap ConnectionsDocument10 pagesXIAO (2012) - Behavior of Model Steel H-Pile-To-Pile-Cap ConnectionsVítor FreitasNo ratings yet
- Engineering Mathematics: 1qllgiDocument10 pagesEngineering Mathematics: 1qllgiiwonttellyouthatNo ratings yet
- Flowmaster Incompressible Thermal Heat ExchangersDocument5 pagesFlowmaster Incompressible Thermal Heat Exchangers李宗耀No ratings yet
- Australian Orthodontic WiresDocument5 pagesAustralian Orthodontic WiresMadan Chinta100% (1)
- Chapter Three: Ultimate Limit State (Flexure)Document36 pagesChapter Three: Ultimate Limit State (Flexure)dilnessa azanawNo ratings yet
- Fracture Toughness Inconel 625Document10 pagesFracture Toughness Inconel 625gacm98No ratings yet
- Axial LoadingDocument20 pagesAxial LoadingM N HodaNo ratings yet
- Mechanical Engg ISRO 2017 Paper QUE SOLDocument22 pagesMechanical Engg ISRO 2017 Paper QUE SOLShivangi MishraNo ratings yet
- Calmax EnglishDocument13 pagesCalmax EnglishAshishNo ratings yet
- Plate Girder Numerical-1Document6 pagesPlate Girder Numerical-1Deepak SahNo ratings yet
- Finite Element MethodDocument5 pagesFinite Element Methodrjrahul25No ratings yet
- Deophantine 6Document169 pagesDeophantine 6Caro Kan LopezNo ratings yet
- Arthur, J. R. (2002) - Molecular Beam Epitaxy. Surface Science, 500 (1), 189-217Document16 pagesArthur, J. R. (2002) - Molecular Beam Epitaxy. Surface Science, 500 (1), 189-217Malik SahabNo ratings yet