You might also like
- Review of Related Literature and Studies: By-ProductDocument9 pagesReview of Related Literature and Studies: By-ProductGerard Paul NievarezNo ratings yet
- Cellulose-Based Aerogels From Sugarcane Bagasse For Oil Spill-Cleaning and Heat Insulation ApplicationsDocument7 pagesCellulose-Based Aerogels From Sugarcane Bagasse For Oil Spill-Cleaning and Heat Insulation ApplicationsPhạm Ngân100% (1)
- 1996 S320 S420 S500 Owner's ManualDocument153 pages1996 S320 S420 S500 Owner's ManualHameleo1000No ratings yet
- Property Analysis and Pretreatment of Rice Straw For Energy Use in Grain Drying: A ReviewDocument6 pagesProperty Analysis and Pretreatment of Rice Straw For Energy Use in Grain Drying: A ReviewApri ApriyantoNo ratings yet
- BioRes 14 4 9968 Tian GL Prep Perform Biomass Seedling Containers Straw Cow Manure 15501Document13 pagesBioRes 14 4 9968 Tian GL Prep Perform Biomass Seedling Containers Straw Cow Manure 15501Glyssa Joyce BacocanagNo ratings yet
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologyapplicationerrorNo ratings yet
- Anaerobic Digestion of Maize Focusing On Variety Harvest Time and Pretreatment 2010 Applied EnergyDocument6 pagesAnaerobic Digestion of Maize Focusing On Variety Harvest Time and Pretreatment 2010 Applied EnergygeoNo ratings yet
- Grinding Performance and Physical Properties of Wheat and Barley Straws, Corn Stover and SwitchgrassDocument14 pagesGrinding Performance and Physical Properties of Wheat and Barley Straws, Corn Stover and SwitchgrassNanasaheb Patil0% (1)
- Briquetting of Palm Fibre and Shell From The Processing of Palm Nuts To Palm Oil PDFDocument5 pagesBriquetting of Palm Fibre and Shell From The Processing of Palm Nuts To Palm Oil PDFAsrul RahmanNo ratings yet
- Briquetting of Palm Fibre and Shell From The Processing of Palm Nuts To Palm OilDocument6 pagesBriquetting of Palm Fibre and Shell From The Processing of Palm Nuts To Palm OilIrfan FahrurozyNo ratings yet
- Biodegradation of Rice Straw Under Anaerobic DigestionDocument8 pagesBiodegradation of Rice Straw Under Anaerobic DigestionLINNA SALOME VEGA GARZONNo ratings yet
- GACEU Paper 18-05-2009 Gaceu L Buletin 09Document6 pagesGACEU Paper 18-05-2009 Gaceu L Buletin 09mihaela_neacsuNo ratings yet
- Bài Báo 6-1Document10 pagesBài Báo 6-1Lê Văn HòaNo ratings yet
- Study of Using Cassava Pulp To Produce Livestock Feed PelletDocument8 pagesStudy of Using Cassava Pulp To Produce Livestock Feed PelletMatheus MDNo ratings yet
- Combustion of Coffee Husks: M. Saenger, E.-U. Hartge, J. Werther, T. Ogada, Z. SiagiDocument19 pagesCombustion of Coffee Husks: M. Saenger, E.-U. Hartge, J. Werther, T. Ogada, Z. SiagiPrakash WarrierNo ratings yet
- Chapter 1: The Problem and Its Background A. IntroductionDocument12 pagesChapter 1: The Problem and Its Background A. IntroductionBenjie BalalaNo ratings yet
- Art10 PDFDocument8 pagesArt10 PDFAsesorias y ProyectosNo ratings yet
- Pellets-Briquetas - Residuo MaizDocument9 pagesPellets-Briquetas - Residuo Maizitalo mayuber mendoza velezNo ratings yet
- Biogas Production FromDocument8 pagesBiogas Production Fromসাইদুর রহমানNo ratings yet
- Briquetting MachineDocument46 pagesBriquetting MachineChandan100% (3)
- Valous Et Al 2002 PDFDocument13 pagesValous Et Al 2002 PDFGonzalo BoninoNo ratings yet
- Effects of Harvest Maturity On The Chemical and enDocument11 pagesEffects of Harvest Maturity On The Chemical and enjoao.sobralNo ratings yet
- Combustion Behaviour of Rice Husk in A Bubbling Uidised BedDocument9 pagesCombustion Behaviour of Rice Husk in A Bubbling Uidised BedLuis Fernando Tonholo DomingosNo ratings yet
- Bulk Density of Biomass and Particle Density of Their BriquettesDocument4 pagesBulk Density of Biomass and Particle Density of Their BriquettesGreen Essence FoundationNo ratings yet
- Iosrjen 2013Document7 pagesIosrjen 2013Jr BagaporoNo ratings yet
- Briket Bonggol JagungDocument10 pagesBriket Bonggol JagungRohmawati TyasNo ratings yet
- Binodetal 2011Document8 pagesBinodetal 2011Falahal MajidNo ratings yet
- Recycled Chopped Rice Straw-Cement Bricks: An Analytical and Economical StudyDocument8 pagesRecycled Chopped Rice Straw-Cement Bricks: An Analytical and Economical StudySaroj PaudelNo ratings yet
- Development of Rice Husk Briquettes For Use As FuelDocument4 pagesDevelopment of Rice Husk Briquettes For Use As FuelghlbudinNo ratings yet
- Fluidized Bed Combustion of Australian Bagasse: M.G. Rasul, V. RudolphDocument8 pagesFluidized Bed Combustion of Australian Bagasse: M.G. Rasul, V. RudolphTrevor SamarooNo ratings yet
- 2 - 30110413 Cotton Stalk Pellet PDFDocument5 pages2 - 30110413 Cotton Stalk Pellet PDFsnehaNo ratings yet
- Torrefaction Technology For Biomass Pretreatment ProcessDocument8 pagesTorrefaction Technology For Biomass Pretreatment ProcessSurasan ThepsiriNo ratings yet
- Utilization of Sawdust and Coconut Shell As Raw Materials in Briquettes ProductionDocument7 pagesUtilization of Sawdust and Coconut Shell As Raw Materials in Briquettes ProductionJasper MacalisangNo ratings yet
- Physical Properties of Pellets Made From Sorghum Stalk, Corn Stover, Wheat Straw, and Big BluestemDocument8 pagesPhysical Properties of Pellets Made From Sorghum Stalk, Corn Stover, Wheat Straw, and Big BluestemWalter WhiteNo ratings yet
- Energies: Investigation of Steam Treatment On The Sorption Behavior of Rice Straw PelletsDocument9 pagesEnergies: Investigation of Steam Treatment On The Sorption Behavior of Rice Straw PelletsMuhammad Fakhrizal FahmiNo ratings yet
- 2018 - Rusin - High Solids Semicontinuos AD of Corn Silage in Bag Type DigesterDocument9 pages2018 - Rusin - High Solids Semicontinuos AD of Corn Silage in Bag Type DigesterJulio ReyesNo ratings yet
- A Mass - and Energy Balance-Based Process Modelling Study For The PyrolysisDocument10 pagesA Mass - and Energy Balance-Based Process Modelling Study For The PyrolysisLUISA MARIA CALDERON ALFARONo ratings yet
- AG WastesDocument5 pagesAG WastesMorrayNo ratings yet
- Brewers' Spent Grain: Generation, Characteristics and Potential ApplicationsDocument14 pagesBrewers' Spent Grain: Generation, Characteristics and Potential ApplicationsNegesse TeklearegayNo ratings yet
- TÀI LIỆU THAM KHẢO CNCB 2Document11 pagesTÀI LIỆU THAM KHẢO CNCB 2Anh Phương TrầnNo ratings yet
- Chemical Composition of Three Wheat (Triticum Aestivum L.) Varieties As Affected by NPK DosesDocument3 pagesChemical Composition of Three Wheat (Triticum Aestivum L.) Varieties As Affected by NPK Dosesamir ShehzadNo ratings yet
- Fabrication and Characterization of Rice Husk Charcoal Bio BriquettesDocument7 pagesFabrication and Characterization of Rice Husk Charcoal Bio BriquettesHome SltNo ratings yet
- Ethanol Fermentation Current Trends Bio Ethanol Rev Lint An Aka 2006Document16 pagesEthanol Fermentation Current Trends Bio Ethanol Rev Lint An Aka 2006Vipin GuptaNo ratings yet
- Renewable and Sustainable Energy Reviews Volume 88 Issue 2018 (Doi 10.1016/j.rser.2018.02.037) Nicodème, Thibault Berchem, Thomas Jacquet, Nicolas Richel, - Thermochemical Conversion of Sugar inDocument9 pagesRenewable and Sustainable Energy Reviews Volume 88 Issue 2018 (Doi 10.1016/j.rser.2018.02.037) Nicodème, Thibault Berchem, Thomas Jacquet, Nicolas Richel, - Thermochemical Conversion of Sugar inKamilaNo ratings yet
- Original Article Properties of Extruded Whole Grain Cereals and Pseudocereals FloursDocument8 pagesOriginal Article Properties of Extruded Whole Grain Cereals and Pseudocereals FloursRONEL JOEL BAZAN COLQUENo ratings yet
- Mnawer Biomass CWKDocument21 pagesMnawer Biomass CWKMnawer HadidNo ratings yet
- An Experimental Analysis On Property and Structure Variations of AgriculturalDocument9 pagesAn Experimental Analysis On Property and Structure Variations of AgriculturalJr BagaporoNo ratings yet
- Sustainable Application of Rice Husk and Rice Straw in Cellular ConcreteDocument11 pagesSustainable Application of Rice Husk and Rice Straw in Cellular ConcreteEduardo PachlaNo ratings yet
- Fluilized Bed Drying of BlackberryDocument13 pagesFluilized Bed Drying of BlackberryMoisés Nehémias HernandezNo ratings yet
- En Ingles TrigoDocument6 pagesEn Ingles TrigoSoledad Sayuri MendozaNo ratings yet
- Enzymatic Hydrolysis at High-Solids Loadings For The Conversion of Agave Bagasse To Fuel EthanolDocument10 pagesEnzymatic Hydrolysis at High-Solids Loadings For The Conversion of Agave Bagasse To Fuel Ethanolgisele.goesNo ratings yet
- Biogas Production From Agricultural Residues: A Review: Mohsen Taherdanak, Hamid ZiloueiDocument11 pagesBiogas Production From Agricultural Residues: A Review: Mohsen Taherdanak, Hamid ZiloueiMaryam TaherdanakNo ratings yet
- Abdulkareem Et Al., 2018Document13 pagesAbdulkareem Et Al., 2018Jerhine May DaquioNo ratings yet
- Toukourou BTC CotonDocument6 pagesToukourou BTC CotonALAKOUKONo ratings yet
- 2018-Energy Densification of Sugarcane Lewves Through Torrefaction Under Minimized Oxidative AtmosphereDocument10 pages2018-Energy Densification of Sugarcane Lewves Through Torrefaction Under Minimized Oxidative AtmosphereShafira RiskinaNo ratings yet
- Manufacturing CostDocument11 pagesManufacturing CostSavaNo ratings yet
- Pelleting Characteristics of Selected BiDocument18 pagesPelleting Characteristics of Selected BiNor Hirlin TahirNo ratings yet
- Project Report Group C 1 A Feedstock Milling NewDocument8 pagesProject Report Group C 1 A Feedstock Milling NewmischmiNo ratings yet
- Talebnia Overbiew PDFDocument10 pagesTalebnia Overbiew PDFRoberto Moreno MuñozNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Sanchez. 2019. Properties and Management of Soils in The TropicsDocument686 pagesSanchez. 2019. Properties and Management of Soils in The TropicsMaria Victoria Ortega RamosNo ratings yet
- Jenny. 1948. Great Soil Groups in The Equatorial Regions of ColombiaDocument24 pagesJenny. 1948. Great Soil Groups in The Equatorial Regions of ColombiaMaria Victoria Ortega RamosNo ratings yet
- Xilitol-Lecho FluidizadoDocument5 pagesXilitol-Lecho FluidizadoMaria Victoria Ortega RamosNo ratings yet
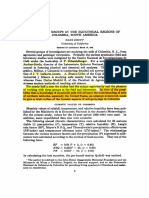
- Jenny, Bingham, Padilla-Saravia. 1948. Nitrogen and Organic Matter Contents of Equatorial Soils of Colombia, South AmericaDocument14 pagesJenny, Bingham, Padilla-Saravia. 1948. Nitrogen and Organic Matter Contents of Equatorial Soils of Colombia, South AmericaMaria Victoria Ortega RamosNo ratings yet
- Xilosa 1Document6 pagesXilosa 1Maria Victoria Ortega RamosNo ratings yet
- Microbial Xylitol Production From Corn Cobs Using Candida MagnoliaeDocument3 pagesMicrobial Xylitol Production From Corn Cobs Using Candida MagnoliaeMaria Victoria Ortega RamosNo ratings yet
- Bioconversion of Posthydrolysed Autohydrolysis Liquors: An Alternative For Xylitol Production From Corn CobsDocument8 pagesBioconversion of Posthydrolysed Autohydrolysis Liquors: An Alternative For Xylitol Production From Corn CobsMaria Victoria Ortega RamosNo ratings yet
- Lean Manufacturing in Food and Beverage IndustryDocument8 pagesLean Manufacturing in Food and Beverage IndustryVvvm KsjsbNo ratings yet
- InnojectorDocument46 pagesInnojectorKhông Biết DùngNo ratings yet
- Methods of Injection: 2: A) Pulse InputDocument25 pagesMethods of Injection: 2: A) Pulse InputmalakNo ratings yet
- Angel MoonDocument136 pagesAngel MoonGarNo ratings yet
- Eldeco - Costing - Prefab. STP - 100 KLD - MBBR - 17.12.12Document39 pagesEldeco - Costing - Prefab. STP - 100 KLD - MBBR - 17.12.12phibet100% (3)
- Bright Star's MDMA Synthesis For The First Time Chemist - (WWW - RhodiumDocument8 pagesBright Star's MDMA Synthesis For The First Time Chemist - (WWW - RhodiumMatt CarterNo ratings yet
- Niro Analytical Methods Allv2Document103 pagesNiro Analytical Methods Allv2Vishal Vasantrao Bhagwat100% (1)
- Tumor in The EyeDocument26 pagesTumor in The EyeNor Afira ZaharinNo ratings yet
- Chapter 001Document16 pagesChapter 001Beatriz CalmonNo ratings yet
- Breast Cancer in A Filipino Male - A Case Report (Rad Onco)Document6 pagesBreast Cancer in A Filipino Male - A Case Report (Rad Onco)Nico PlantadoNo ratings yet
- Kayaking Log BookDocument7 pagesKayaking Log BookBnoPublicServicesNo ratings yet
- 002 Selection Danfoss. TE5, TE55 PDFDocument27 pages002 Selection Danfoss. TE5, TE55 PDFIskandar FirdausNo ratings yet
- Financial GerontologyDocument6 pagesFinancial GerontologyAndrzej KlimczukNo ratings yet
- Kroll (Holocaust)Document7 pagesKroll (Holocaust)workinghorse123242No ratings yet
- Ear Assessment 4Document49 pagesEar Assessment 4Feven AbrahamNo ratings yet
- Introduction To GeosyntheticsDocument45 pagesIntroduction To GeosyntheticsShakti Dubey100% (1)
- Hospital Workers and Rooms Inside of A Hospital in PDFDocument3 pagesHospital Workers and Rooms Inside of A Hospital in PDFmiy500_542116704100% (2)
- ISO Opening Meeting Presentation With Agenda, Schedule and Audit QuestionnaireDocument7 pagesISO Opening Meeting Presentation With Agenda, Schedule and Audit Questionnairevbvirwadekar2No ratings yet
- Guide To Understanding Credit GuideDocument11 pagesGuide To Understanding Credit GuideRobert Glen Murrell JrNo ratings yet
- Day 5Document12 pagesDay 5Anil SoniNo ratings yet
- Introduction To Non Conventional MC ProcessDocument18 pagesIntroduction To Non Conventional MC ProcessSanjeev Kumar GhaiNo ratings yet
- Top 10 Tips Flyer 8.5x11-English 10-18Document1 pageTop 10 Tips Flyer 8.5x11-English 10-18Maren JensenNo ratings yet
- Canadian Med Phys ExamDocument85 pagesCanadian Med Phys ExamKurt Van DelinderNo ratings yet
- Deposition by Power of Attorney Holders The Principles FormulatedDocument3 pagesDeposition by Power of Attorney Holders The Principles FormulatedNazim YeteNo ratings yet
- Healing RepairDocument39 pagesHealing RepairRakeesh VeeraNo ratings yet
- What Is Stroke?: BY: Luis Alberto Sanchez Hernandez Physical TherapistDocument12 pagesWhat Is Stroke?: BY: Luis Alberto Sanchez Hernandez Physical TherapistLidiaAMonroyRNo ratings yet
- Organizational Structure Policy of BataDocument6 pagesOrganizational Structure Policy of BataSadia SadneenNo ratings yet
- Chapter 1 3Document38 pagesChapter 1 3Edita O PanuncioNo ratings yet
- Human Anatomy SessionsDocument161 pagesHuman Anatomy SessionsFabian MahonaNo ratings yet