You might also like
- A Presentation On Pipelines-Material SelectionDocument7 pagesA Presentation On Pipelines-Material Selectionyulianus_sr100% (2)
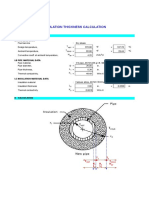
- Insulation Calculation For 36 inDocument18 pagesInsulation Calculation For 36 inSaepul RochmanNo ratings yet
- 31 38 01 31-P6000CFP-000-PV - C PDFDocument5 pages31 38 01 31-P6000CFP-000-PV - C PDFmanojballaNo ratings yet
- PUR-LS-01 List of Approved Supplier-11082020Document5 pagesPUR-LS-01 List of Approved Supplier-11082020shobha shelarNo ratings yet
- External Coatings For Corrosion Protection of Steel Pipes and ComponentsDocument120 pagesExternal Coatings For Corrosion Protection of Steel Pipes and ComponentsadelNo ratings yet
- Strength of Materials Lab ManualDocument46 pagesStrength of Materials Lab ManualgvijaymNo ratings yet
- e Waste GoldDocument115 pagese Waste GoldDgek LondonNo ratings yet
- NeopreneDocument15 pagesNeopreneEnriPatNo ratings yet
- Problems With B16.5 and B16.47 Flange StandardsDocument1 pageProblems With B16.5 and B16.47 Flange StandardsManohar SeetharamNo ratings yet
- Resolving of Steam and Feed-Water Piping Vibration Matter at Loviisa NPP - Vitor KostarevDocument8 pagesResolving of Steam and Feed-Water Piping Vibration Matter at Loviisa NPP - Vitor KostarevJose PradoNo ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Pipe Stress Analysis Complete Course From PassDocument2 pagesPipe Stress Analysis Complete Course From Passsleiman shokr100% (1)
- Hydrogen Piping Pipeline Hardness TestingDocument19 pagesHydrogen Piping Pipeline Hardness TestingsaravananNo ratings yet
- ASTM D2992 Pressure Design Basis For GRPDocument11 pagesASTM D2992 Pressure Design Basis For GRPViswanath SreepadaNo ratings yet
- Ams5662 PDFDocument11 pagesAms5662 PDF13421301508No ratings yet
- Free Span Rectification by Pipeline Lowering (PL) MethodDocument10 pagesFree Span Rectification by Pipeline Lowering (PL) MethodJangdiniNo ratings yet
- Bristle - Blaster - Brochure SSPC SP 11Document6 pagesBristle - Blaster - Brochure SSPC SP 11yanuar iskhakNo ratings yet
- BD0425A-57A1 - Bolt Up Procedure For Critical FlangesDocument22 pagesBD0425A-57A1 - Bolt Up Procedure For Critical Flangesvpkaranam1100% (1)
- Rstreng Software Cracked - Google SearchDocument2 pagesRstreng Software Cracked - Google SearchAnonymous e0Yf8k0% (1)
- Ower Iping: Charles Becht IVDocument52 pagesOwer Iping: Charles Becht IVmiguel medina100% (1)
- Baterlle Two CurveDocument20 pagesBaterlle Two CurveAdam ThomsonNo ratings yet
- Oxygen Piping Hazards and Customer Engineering ApproachDocument67 pagesOxygen Piping Hazards and Customer Engineering ApproachKom Nak100% (1)
- Astm A860Document5 pagesAstm A860HenryZambranoNo ratings yet
- Free Span Design According To The DNV-RP-F105 For Free Spanning PipelinesDocument24 pagesFree Span Design According To The DNV-RP-F105 For Free Spanning PipelinesconanbhNo ratings yet
- The Feasibility of Transporting Hydrogen in Existing PipelinesDocument9 pagesThe Feasibility of Transporting Hydrogen in Existing PipelinesomiitgNo ratings yet
- PFI ES 42 1996 Standard For PositiveDocument7 pagesPFI ES 42 1996 Standard For Positiveahmad effendiNo ratings yet
- SPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureDocument1 pageSPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureAris KancilNo ratings yet
- International Pipeline Conference 2012: Willard A. (Bill) Maxey Distinguished Lecture SeriesDocument30 pagesInternational Pipeline Conference 2012: Willard A. (Bill) Maxey Distinguished Lecture SeriesCarlos NievesNo ratings yet
- Allowable Deflection of PipesDocument4 pagesAllowable Deflection of PipesTAMER RAGAANo ratings yet
- Double Containment EDocument43 pagesDouble Containment EDavid FonsecaNo ratings yet
- Tech. Spec. For Flanges and Spectacle BlindsDocument6 pagesTech. Spec. For Flanges and Spectacle Blindssanjay421No ratings yet
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samy100% (1)
- Corrosion of Steels in Sour Gas EnvironmentDocument179 pagesCorrosion of Steels in Sour Gas Environmentaathittaya100% (1)
- Pipeline Anchor Length Calculation PDFDocument3 pagesPipeline Anchor Length Calculation PDFAlvin SmithNo ratings yet
- 33 05 23.13 - Horizontal Directional DrillingDocument17 pages33 05 23.13 - Horizontal Directional DrillingThomas Bennett100% (1)
- rr1134 PDFDocument58 pagesrr1134 PDFvladimirsoler01No ratings yet
- Din en Iso 16135Document26 pagesDin en Iso 16135Ahmed HassanNo ratings yet
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDocument60 pagesAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyNo ratings yet
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalNo ratings yet
- PD 8010-2 Presentation April 2005 NewDocument40 pagesPD 8010-2 Presentation April 2005 NewayoungaNo ratings yet
- Woc Hse Manual Standards: Woc LP EP DepartmentDocument12 pagesWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNo ratings yet
- Pumped ConcreteDocument7 pagesPumped ConcreteSa ReddiNo ratings yet
- Pipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionDocument2 pagesPipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionImmanuel SNo ratings yet
- Asme b16.47 Cl.150 SR, B - Drilling STDDocument1 pageAsme b16.47 Cl.150 SR, B - Drilling STDchannu rolliNo ratings yet
- Increase Allowable Stress CodeDocument9 pagesIncrease Allowable Stress Codewenny_tpdNo ratings yet
- ASME B31.4 Section Committee InterpretationsDocument93 pagesASME B31.4 Section Committee InterpretationsmaninventorNo ratings yet
- PPDRDocument84 pagesPPDRMax PawerNo ratings yet
- Glass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter PipeDocument8 pagesGlass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter Pipemohamed senoussi100% (1)
- D 5656 - 01 - Rdu2ntytmdeDocument6 pagesD 5656 - 01 - Rdu2ntytmdeJOHNNo ratings yet
- Ipc2012 90308Document7 pagesIpc2012 90308Marcelo Varejão CasarinNo ratings yet
- 31.1 VS 31.3Document2 pages31.1 VS 31.3rkukgNo ratings yet
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocument1 pageDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNo ratings yet
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Document64 pagesPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- GISF92Document14 pagesGISF92Jigs FelixNo ratings yet
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77No ratings yet
- Assembly TECHLOK 3 Fold English v3 2013Document2 pagesAssembly TECHLOK 3 Fold English v3 2013Chup AlaNo ratings yet
- Check Valve Nozzle Non - SlamDocument16 pagesCheck Valve Nozzle Non - SlamPatricio AcuñaNo ratings yet
- Bonstrand PipeDocument24 pagesBonstrand Pipejayhuacat7743No ratings yet
- Iso 4437 - Cor1 (1999)Document1 pageIso 4437 - Cor1 (1999)hashemNo ratings yet
- GISL2Document14 pagesGISL2Abdullah Sabry AzzamNo ratings yet
- Pyrogel XTE DatasheetDocument2 pagesPyrogel XTE DatasheetLe Thanh HaiNo ratings yet
- A859A859M-04 (Reapproved 2014) PDFDocument5 pagesA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNo ratings yet
- CASTI Practical Guide To Corrosion ControlDocument1 pageCASTI Practical Guide To Corrosion ControllambtranNo ratings yet
- Quality Requirements For Line Pipe: JanuaryDocument14 pagesQuality Requirements For Line Pipe: JanuaryJose Anisio Silva100% (1)
- PTC 2021 Lam-ThanhDocument13 pagesPTC 2021 Lam-ThanhSaumitra Shankar GuptaNo ratings yet
- Civileng 04 00023Document25 pagesCivileng 04 00023fadialkasrawiNo ratings yet
- ASME B31.3 Vs B31.12Document25 pagesASME B31.3 Vs B31.12bagulrahul2023No ratings yet
- B31.3 - B31.12Document4 pagesB31.3 - B31.12bagulrahul2023No ratings yet
- AWWA Metal Seated Ball Valve: Part 1 - GeneralDocument3 pagesAWWA Metal Seated Ball Valve: Part 1 - Generalchannu rolliNo ratings yet
- Presentation On Car Top Ribbon PDFDocument6 pagesPresentation On Car Top Ribbon PDFchannu rolliNo ratings yet
- Presentation On Space Ribbon PDFDocument6 pagesPresentation On Space Ribbon PDFchannu rolliNo ratings yet
- Presentation On Space Elevator PDFDocument6 pagesPresentation On Space Elevator PDFchannu rolliNo ratings yet
- Mechanical 2nd Semester Notes PDFDocument6 pagesMechanical 2nd Semester Notes PDFchannu rolliNo ratings yet
- Chapter 3 - Concrete FundamentalsDocument130 pagesChapter 3 - Concrete Fundamentalseyob yohannesNo ratings yet
- Appendix 26 Pressure Vessel and Heat Exchanger Expansion JointsDocument12 pagesAppendix 26 Pressure Vessel and Heat Exchanger Expansion JointsahmedNo ratings yet
- Geochemical Spreadsheets Powell Cumming Stanford 2010Document10 pagesGeochemical Spreadsheets Powell Cumming Stanford 2010Nurlia AduNo ratings yet
- Geotextiles and Geomembranes: Jorge CastroDocument13 pagesGeotextiles and Geomembranes: Jorge CastroAravind MuraliNo ratings yet
- BRTC Test Rate - 2014-2015 - 16-2-15Document5 pagesBRTC Test Rate - 2014-2015 - 16-2-15Tahmidur Rahman100% (2)
- ULTRA DIVERSITY-21 - Oct - 2022 - 06 - 03 - 14-100009554Document15 pagesULTRA DIVERSITY-21 - Oct - 2022 - 06 - 03 - 14-100009554Lee Quan DeNo ratings yet
- Datasheet BlueSolar Polycrystalline Panels enDocument1 pageDatasheet BlueSolar Polycrystalline Panels enVali CiureaNo ratings yet
- 11.chemzone - Structural Isomerism & Organic ReactionsDocument10 pages11.chemzone - Structural Isomerism & Organic Reactionssincerely reverieNo ratings yet
- Methane MSDSDocument2 pagesMethane MSDSa0% (1)
- CHEM 201/L - EXPERIMENT: Elements, Compounds, and Mixture ADocument2 pagesCHEM 201/L - EXPERIMENT: Elements, Compounds, and Mixture Aroven desuNo ratings yet
- Seal Strength of Flexible Barrier Materials: Standard Test Method ForDocument11 pagesSeal Strength of Flexible Barrier Materials: Standard Test Method ForraulNo ratings yet
- Finishing FaultsDocument4 pagesFinishing Faultsranjann349100% (1)
- B3610 2 Design Considerations For Containment and Ventilation USDocument15 pagesB3610 2 Design Considerations For Containment and Ventilation USProveedora de servicios y suministros PSSNo ratings yet
- Course Outline MLS Analytical Chemistry Laboratory - 110919Document2 pagesCourse Outline MLS Analytical Chemistry Laboratory - 110919Ralph Jan Torres RioNo ratings yet
- Module-4 FinalDocument18 pagesModule-4 FinalAbdulkhaliq NasherNo ratings yet
- Self-Directed Learning Activity Sheet in General Chemistry 2Document4 pagesSelf-Directed Learning Activity Sheet in General Chemistry 2Bryan Philip BejeranoNo ratings yet
- Mineral OptikDocument5 pagesMineral OptikDiaz AmarthaNo ratings yet
- Conradson Carbon Residue - Wikipedia PDFDocument8 pagesConradson Carbon Residue - Wikipedia PDFAbdul Jabbar AL-RashdiNo ratings yet
- Allowable Foundation Settlement For Different StructuresDocument2 pagesAllowable Foundation Settlement For Different StructuresMohammad Abu Al-ToyourNo ratings yet
- Irc - Gov.in - sp.063.2018 RemovedDocument2 pagesIrc - Gov.in - sp.063.2018 RemovedAA DESIGN CUNSULTANCYNo ratings yet
- Notes - Unit of Acid and Bases - Answer Key PacketDocument47 pagesNotes - Unit of Acid and Bases - Answer Key PacketLizeth PautaNo ratings yet