You might also like
- Plating and MetPLATING & METAL FINISHING SPECIFICATIONS ISO 9001:2008, Nadcap, ITAR, Federal Fire Arms Licenseal Finishing SPECDocument1 pagePlating and MetPLATING & METAL FINISHING SPECIFICATIONS ISO 9001:2008, Nadcap, ITAR, Federal Fire Arms Licenseal Finishing SPECStas Zabarsky50% (2)
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- EN10346:2015Document2 pagesEN10346:2015Adriano Onairda0% (1)
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- TALAT Lecture 3501: Alloys and PropertiesDocument8 pagesTALAT Lecture 3501: Alloys and PropertiesCORE MaterialsNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Accumulators Inc Entire CatalogDocument61 pagesAccumulators Inc Entire Catalogoswaldo58No ratings yet
- Xylan CoatingDocument3 pagesXylan Coatingsidhesh870% (1)
- Military Plating Spec-1Document11 pagesMilitary Plating Spec-1Durbha RaviNo ratings yet
- Manac Hot Dip GalvanizationDocument13 pagesManac Hot Dip Galvanizationeyya 007No ratings yet
- Cold Rolled Steels - AK SteelDocument8 pagesCold Rolled Steels - AK SteelRuben HernandezNo ratings yet
- CRCA Technical Notes - 2018Document11 pagesCRCA Technical Notes - 2018Sajib Chandra RoyNo ratings yet
- Basic Sheet and Coil Training Edit VersionDocument35 pagesBasic Sheet and Coil Training Edit VersioncuongdcNo ratings yet
- Brass: Characteristics and Applications of Olin Alloy C194Document4 pagesBrass: Characteristics and Applications of Olin Alloy C194AugustedNo ratings yet
- Standard Milling Grade DescriptionsDocument3 pagesStandard Milling Grade DescriptionssisosamNo ratings yet
- Engineering Considerations For Anodizing AluminumDocument1 pageEngineering Considerations For Anodizing AluminumTanzil ZaidiNo ratings yet
- Stellram Milling Grades Chart InchDocument4 pagesStellram Milling Grades Chart InchTri LilalilulaNo ratings yet
- MT30001 Materials Engineering (30001)Document38 pagesMT30001 Materials Engineering (30001)Rajesh MundaryNo ratings yet
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDocument68 pagesNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K Priyamal100% (1)
- Plates PDFDocument10 pagesPlates PDFkarthiksaadhanaNo ratings yet
- 1) Relative Characteristics of Die Casting AlloysDocument10 pages1) Relative Characteristics of Die Casting AlloysLokesh BaviskarNo ratings yet
- Atkore-Unistrut 00002 13 77 79 100 127 CATDocument5 pagesAtkore-Unistrut 00002 13 77 79 100 127 CATjeffuangNo ratings yet
- Astm A 424 - 00 - QtqynaDocument2 pagesAstm A 424 - 00 - QtqynaEjat ISNo ratings yet
- Detaclad Zirconium Clad For Chemical Process EquipmentDocument2 pagesDetaclad Zirconium Clad For Chemical Process EquipmentharshadNo ratings yet
- Resource Guide: Section 4: Ni-ResistDocument8 pagesResource Guide: Section 4: Ni-ResistMiguel Angel EscalanteNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- Aluminizedt1201802 PDFDocument6 pagesAluminizedt1201802 PDFsachedalNo ratings yet
- Latest Shipbuilding MaterialsDocument9 pagesLatest Shipbuilding MaterialsAnonymous e3ceN15No ratings yet
- Voest Alpine-WireDocument2 pagesVoest Alpine-WireAnonymous wUv02fNo ratings yet
- Metallurgy Project Done By: Mohammed Al-Jaloudi Abdallah Al-Majali Qusai Al-Kharabsheh Mohammed Al-Ananza Mahmood Al-KhateebDocument6 pagesMetallurgy Project Done By: Mohammed Al-Jaloudi Abdallah Al-Majali Qusai Al-Kharabsheh Mohammed Al-Ananza Mahmood Al-KhateebAbdallah M Al-MajaliNo ratings yet
- Rimer On Inc Lating: White PaperDocument4 pagesRimer On Inc Lating: White PaperAndrea Perdomo FlorezNo ratings yet
- 4.0 Steel Structures Subjected To FireDocument4 pages4.0 Steel Structures Subjected To FireShakil AkhterNo ratings yet
- Asme Section Ii A-2 Sa-736 Sa-736mDocument6 pagesAsme Section Ii A-2 Sa-736 Sa-736mdavid perezNo ratings yet
- Basic Aircraft MaterialDocument14 pagesBasic Aircraft Materialanandadinatha77No ratings yet
- 06022G Sample BuyNow PDFDocument9 pages06022G Sample BuyNow PDFnuman_mobinNo ratings yet
- C 61400Document2 pagesC 61400ghetto_bmx_boyNo ratings yet
- Alumina Carbide Grades: CVD Coated Grades SteelDocument3 pagesAlumina Carbide Grades: CVD Coated Grades SteelVasoya ManojNo ratings yet
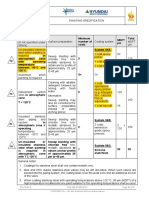
- HHI Coat SystemDocument1 pageHHI Coat SystemAiman AhmadNo ratings yet
- Unit - V Advanced Materials & Applications: 5.0 CeramicsDocument6 pagesUnit - V Advanced Materials & Applications: 5.0 Ceramicsjoel jNo ratings yet
- 1MG.002 FINAL Advanced Materials - Sintered Technical CeramicsDocument10 pages1MG.002 FINAL Advanced Materials - Sintered Technical CeramicsugurNo ratings yet
- Copper PlatingDocument8 pagesCopper PlatingHoong Chee Chung100% (1)
- Profile Catalogue - 2019Document174 pagesProfile Catalogue - 2019construction udlNo ratings yet
- PD1005 / PD1010: DLC-Coated Inserts For Non-Ferrous MetalsDocument8 pagesPD1005 / PD1010: DLC-Coated Inserts For Non-Ferrous Metalsxmen norNo ratings yet
- AM Hot Rolled Product Range For Construction 201503Document43 pagesAM Hot Rolled Product Range For Construction 201503duduqueNo ratings yet
- Advanced Ceramic Materials For Composite Armor Protection Systems General LiteratureDocument4 pagesAdvanced Ceramic Materials For Composite Armor Protection Systems General Literatureibrahim100% (1)
- ZINCALUME® G300 Steel With Activate™ Technology: Structural - S Metallic Coated - MCDocument3 pagesZINCALUME® G300 Steel With Activate™ Technology: Structural - S Metallic Coated - MCEwo50 NewNo ratings yet
- Hot Dip Galvannealed: SteelDocument6 pagesHot Dip Galvannealed: Steeldaha333No ratings yet
- Nickel in HardmetalsDocument9 pagesNickel in Hardmetalsandrea assanelliNo ratings yet
- TKS10002 CHDocument7 pagesTKS10002 CHFlavio BadaroNo ratings yet
- 23. Welding of Steel 02Document53 pages23. Welding of Steel 02Sir KoeNo ratings yet
- Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For PaintingDocument5 pagesPreparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For Paintingalaudeen2014No ratings yet
- 11-Kyocera Catalog Ca3 en 20170125Document8 pages11-Kyocera Catalog Ca3 en 20170125Mayur HandeNo ratings yet
- Zirconium Alloys Rev1 1Document19 pagesZirconium Alloys Rev1 1Christian AganoNo ratings yet
- Class Apart: Enter The World of Zinc and Copper Composite PanelsDocument9 pagesClass Apart: Enter The World of Zinc and Copper Composite PanelsKrishna8765No ratings yet
- Supertec Galvanized Steel SpecsDocument6 pagesSupertec Galvanized Steel Specszineil BlackwoodNo ratings yet
- Section 2Document62 pagesSection 2oscar perez perez nietoNo ratings yet
- Engineering Metallurgy: DATE:1/11/2017Document25 pagesEngineering Metallurgy: DATE:1/11/2017ManicharanNo ratings yet
- Grade For Solid End MillDocument1 pageGrade For Solid End MillthippakNo ratings yet
- Zink Coating 12944Document2 pagesZink Coating 12944JpolyPolyNo ratings yet
- Dickoron Duo EnglDocument2 pagesDickoron Duo EnglDusan MaksimovicNo ratings yet
- Nes 833-34 PDFDocument2 pagesNes 833-34 PDFBHARGAVNo ratings yet
- E-2020 Knitter-Catalogue KPL Für DownloadDocument252 pagesE-2020 Knitter-Catalogue KPL Für DownloadАлексей ШаповаловNo ratings yet
- Chemical Compatibility Reference Chart: AcetalDocument13 pagesChemical Compatibility Reference Chart: AcetalSreesanth SaruvilNo ratings yet
- Ty7223 FMDocument9 pagesTy7223 FMAhmad ShiplyNo ratings yet
- MKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangDocument159 pagesMKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangHazim HamdanNo ratings yet
- Lee Spring Catalog 2014Document316 pagesLee Spring Catalog 2014Joseph WangNo ratings yet
- Identifying Archaeological Metal PDFDocument4 pagesIdentifying Archaeological Metal PDFadonisghlNo ratings yet
- Material Specifications: Zinc Plating 1. ScopeDocument12 pagesMaterial Specifications: Zinc Plating 1. ScopeHaroldo Hubner NetoNo ratings yet
- Wang 2017Document28 pagesWang 2017Agil SetyawanNo ratings yet
- Circuits & Resistors: Conductors & InsulatorsDocument10 pagesCircuits & Resistors: Conductors & InsulatorsH Aries OñaNo ratings yet
- PCB Design Techniques To Reduce EMIDocument21 pagesPCB Design Techniques To Reduce EMIelfrichNo ratings yet
- Laton AtotechDocument6 pagesLaton AtotechKaRenthLuNaNo ratings yet
- Islamic Copper Based Metalwork From TheDocument5 pagesIslamic Copper Based Metalwork From TheSavas MaraşlıNo ratings yet
- Corrosion Action and Passivation Mechanism of Magnesium Alloy in Fluoride SolutionDocument5 pagesCorrosion Action and Passivation Mechanism of Magnesium Alloy in Fluoride SolutiondaihailongNo ratings yet
- NEDOX - "Synergistic" Surface Enhancement CoatingsDocument5 pagesNEDOX - "Synergistic" Surface Enhancement CoatingsXto PeregrinNo ratings yet
- Calotest BrochureDocument14 pagesCalotest BrochureELROHIR CULNAMONo ratings yet
- Service Manual - Sandpiper s15Document24 pagesService Manual - Sandpiper s15tineohNo ratings yet
- ALSTOM Standard DTRF 150611 F1 en For Railway Surface Protection CatalogueDocument85 pagesALSTOM Standard DTRF 150611 F1 en For Railway Surface Protection CatalogueamicjhcjyNo ratings yet
- Week 10-11 ModuleDocument44 pagesWeek 10-11 ModuleYuri MahilumNo ratings yet
- Misumi s5m Pulley p1117Document1 pageMisumi s5m Pulley p1117tigor carakaNo ratings yet
- Electroless Nickel IntroductionDocument56 pagesElectroless Nickel Introductionabhishek_giteNo ratings yet
- Metallurgical Examinations in Criminal CasesDocument30 pagesMetallurgical Examinations in Criminal CasesMonkey DragonNo ratings yet
- Artisan Plating Gold Plating - Artisan PlatingDocument7 pagesArtisan Plating Gold Plating - Artisan PlatingbirgulNo ratings yet
- Building Technology 1Document45 pagesBuilding Technology 1Danica Ragasa IlardeNo ratings yet
- Zinc Flake Vs Zinc-Nickel ComparisonDocument7 pagesZinc Flake Vs Zinc-Nickel ComparisonSon NguyenNo ratings yet
- TDK Neodymium Iron Boron MagnetsDocument30 pagesTDK Neodymium Iron Boron MagnetsDamiano ZitoNo ratings yet
- Aws C2Document8 pagesAws C2dehamanezNo ratings yet
- Surface Coating Methods For Metal SurfacesDocument10 pagesSurface Coating Methods For Metal SurfacesShristi Singh100% (1)