You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Florida Motor Fuel Tax Relief Act of 2022Document9 pagesFlorida Motor Fuel Tax Relief Act of 2022ABC Action NewsNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Quick Guide To ISO-14692Document12 pagesQuick Guide To ISO-14692maninventor100% (5)
- Pump Intake Design - ANSIDocument79 pagesPump Intake Design - ANSIrizkboss8312No ratings yet
- Pipe Stress Analysis Using CAESAR IIDocument42 pagesPipe Stress Analysis Using CAESAR IIpca97100% (1)
- 12.14 Tech 3 PDFDocument7 pages12.14 Tech 3 PDFA.ANo ratings yet
- D7249Document9 pagesD7249LAL KRISHNo ratings yet
- Manual - Rapid Literacy AssessmentDocument16 pagesManual - Rapid Literacy AssessmentBaldeo PreciousNo ratings yet
- BC 672772 RBRS Service TraningDocument385 pagesBC 672772 RBRS Service TraningTeknik Makina100% (2)
- Report Painter GR55Document17 pagesReport Painter GR55Islam EldeebNo ratings yet
- August 2017: Code of Practice On Access To Upstream Oil and Gas Infrastructure On The UK Continental ShelfDocument43 pagesAugust 2017: Code of Practice On Access To Upstream Oil and Gas Infrastructure On The UK Continental Shelfrizkboss8312No ratings yet
- DI Pipe Pressure Class Vs Thickness ClassDocument2 pagesDI Pipe Pressure Class Vs Thickness Classrizkboss8312100% (1)
- Sciencedirect: Finite Element Analysis and Validation of Cellular StructuresDocument6 pagesSciencedirect: Finite Element Analysis and Validation of Cellular Structuresirfan nuryantaNo ratings yet
- Preliminary Approximate Analysis of Bending Stresses in Lattice-Like Vehicle StructuresDocument16 pagesPreliminary Approximate Analysis of Bending Stresses in Lattice-Like Vehicle Structuresrizkboss8312No ratings yet
- Thermo-Mechanical Coupling Performance and Bearing Capacity Analysis of Two Kinds of Lattice Sandwich StructuresDocument5 pagesThermo-Mechanical Coupling Performance and Bearing Capacity Analysis of Two Kinds of Lattice Sandwich Structuresrizkboss8312No ratings yet
- Bending Strength of 3D-Printed Zirconia Ceramic Cellular StructuresDocument8 pagesBending Strength of 3D-Printed Zirconia Ceramic Cellular Structuresrizkboss8312No ratings yet
- DP OPSON 0148 DUSUP Guidelines For Trial PitDocument10 pagesDP OPSON 0148 DUSUP Guidelines For Trial Pitrizkboss8312No ratings yet
- Temperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling ApproachDocument10 pagesTemperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling Approachrizkboss8312No ratings yet
- Finite Element Analysis and Experimental Study of Plastic LatticeDocument16 pagesFinite Element Analysis and Experimental Study of Plastic Latticerizkboss8312No ratings yet
- Materials - Characterization - of - High-Temperature - Epoxy S-15Document35 pagesMaterials - Characterization - of - High-Temperature - Epoxy S-15rizkboss8312No ratings yet
- Equivalent Performance Analysis of Thermal-Mechanical of 3D Lattice StructureDocument8 pagesEquivalent Performance Analysis of Thermal-Mechanical of 3D Lattice Structurerizkboss8312No ratings yet
- Metals 07 00228Document13 pagesMetals 07 00228chhagagNo ratings yet
- Lattice Structures For Optimal DesignDocument14 pagesLattice Structures For Optimal Designrizkboss8312No ratings yet
- Temperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling ApproachDocument10 pagesTemperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling Approachrizkboss8312No ratings yet
- Pipeline Stress Analysis With Caesar IiDocument16 pagesPipeline Stress Analysis With Caesar Iirizkboss8312No ratings yet
- A N R S T U V W Y AA AB AC AD AE AF AG SIZE RANGE 150 TO 1500mm Sq. or Dia. (Refer To Both Tables)Document1 pageA N R S T U V W Y AA AB AC AD AE AF AG SIZE RANGE 150 TO 1500mm Sq. or Dia. (Refer To Both Tables)rizkboss8312No ratings yet
- Thermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer PartsDocument11 pagesThermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer Partsrizkboss8312No ratings yet
- Thermo-Mechanical Coupling Performance and Bearing Capacity Analysis of Two Kinds of Lattice Sandwich StructuresDocument5 pagesThermo-Mechanical Coupling Performance and Bearing Capacity Analysis of Two Kinds of Lattice Sandwich Structuresrizkboss8312No ratings yet
- Preliminary Approximate Analysis of Bending Stresses in Lattice-Like Vehicle StructuresDocument16 pagesPreliminary Approximate Analysis of Bending Stresses in Lattice-Like Vehicle Structuresrizkboss8312No ratings yet
- Engineering Division Public Infrastructure and Development HandbookDocument31 pagesEngineering Division Public Infrastructure and Development Handbookrizkboss8312No ratings yet
- A N R S T U V W Y AA AB AC AD AE AF AG SIZE RANGE 150 TO 1500mm Sq. or Dia. (Refer To Both Tables)Document1 pageA N R S T U V W Y AA AB AC AD AE AF AG SIZE RANGE 150 TO 1500mm Sq. or Dia. (Refer To Both Tables)rizkboss8312No ratings yet
- Max Allowed Nozzle Loading 077-29408-000Document1 pageMax Allowed Nozzle Loading 077-29408-000rizkboss8312No ratings yet
- 51769e9a8c03f - CPSA Guide - Section 1 System Design April 2013Document34 pages51769e9a8c03f - CPSA Guide - Section 1 System Design April 2013rizkboss8312No ratings yet
- GymDocument16 pagesGymopenid_yFipGOWMNo ratings yet
- Formula Renault20 Mod00Document68 pagesFormula Renault20 Mod00Scuderia MalatestaNo ratings yet
- Planning Theory Syllabus - 2016Document24 pagesPlanning Theory Syllabus - 2016LakshmiRaviChanduKolusuNo ratings yet
- EE 8602 - Protection and Switchgear Unit I - MCQ BankDocument11 pagesEE 8602 - Protection and Switchgear Unit I - MCQ Bankpoonam yadavNo ratings yet
- IFN 554 Week 3 Tutorial v.1Document19 pagesIFN 554 Week 3 Tutorial v.1kitkataus0711No ratings yet
- Test Report: Tested By-Checked byDocument12 pagesTest Report: Tested By-Checked byjamilNo ratings yet
- Hooke's LawDocument1 pageHooke's LawAnan BarghouthyNo ratings yet
- Hunger Games Mini Socratic Seminar2012Document4 pagesHunger Games Mini Socratic Seminar2012Cary L. TylerNo ratings yet
- Business Logic Module 1Document5 pagesBusiness Logic Module 1Cassandra VenecarioNo ratings yet
- R67068.0002 2 HB Profibus-Schnittstelle en KueblerDocument42 pagesR67068.0002 2 HB Profibus-Schnittstelle en KueblerSabari StunnerNo ratings yet
- Efektifitas Terapi Musik Klasik Terhadap Penurunan Tingkat HalusinasiDocument9 pagesEfektifitas Terapi Musik Klasik Terhadap Penurunan Tingkat HalusinasiAnis RahmaNo ratings yet
- Num Sheet 1Document1 pageNum Sheet 1Abinash MohantyNo ratings yet
- Social Science PedagogyDocument4 pagesSocial Science PedagogyrajendraNo ratings yet
- IVISOR Mentor IVISOR Mentor QVGADocument2 pagesIVISOR Mentor IVISOR Mentor QVGAwoulkanNo ratings yet
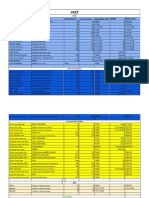
- Jazz PrepaidDocument4 pagesJazz PrepaidHoney BunnyNo ratings yet
- FoundationDocument98 pagesFoundationManognya KotaNo ratings yet
- Focal Length of Convex LensDocument5 pagesFocal Length of Convex LensHey AnuragNo ratings yet
- 37270a QUERCUS GBDocument6 pages37270a QUERCUS GBMocanu Romeo-CristianNo ratings yet
- Static Power Conversion I: EEE-463 Lecture NotesDocument48 pagesStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluNo ratings yet
- Sai Deepa Rock Drills: Unless Otherwise Specified ToleranceDocument1 pageSai Deepa Rock Drills: Unless Otherwise Specified ToleranceRavi BabaladiNo ratings yet
- Classroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsDocument1 pageClassroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsKael PenalesNo ratings yet
- 22-28 August 2009Document16 pages22-28 August 2009pratidinNo ratings yet
- Huawei Switch - Service - ConfigDocument5 pagesHuawei Switch - Service - ConfigTranHuuPhuocNo ratings yet
- Abstract Cohort 1 Clin Psych FZ 20220323Document31 pagesAbstract Cohort 1 Clin Psych FZ 20220323Azizah OthmanNo ratings yet
- EVSDocument3 pagesEVSSuyash AgrawalNo ratings yet
- Cultural Practices of India Which Is Adopted by ScienceDocument2 pagesCultural Practices of India Which Is Adopted by ScienceLevina Mary binuNo ratings yet
- 1974 - Roncaglia - The Reduction of Complex LabourDocument12 pages1974 - Roncaglia - The Reduction of Complex LabourRichardNo ratings yet