You might also like
- Presentation On Grooved Rubber Sole Plate Beneath Railway TrackDocument30 pagesPresentation On Grooved Rubber Sole Plate Beneath Railway Trackgotosud100% (1)
- RF Welding of PVC and Other Thermoplastic CompoundsDocument5 pagesRF Welding of PVC and Other Thermoplastic CompoundsRushyanth KRNo ratings yet
- Continuous Compression Stress Relaxation of Rubber Materials - Testing and SimulationDocument17 pagesContinuous Compression Stress Relaxation of Rubber Materials - Testing and SimulationAmerican Engineering GroupNo ratings yet
- HP g42 - Daax1jmb8c0 - IntelDocument40 pagesHP g42 - Daax1jmb8c0 - Intelredsky991100% (3)
- Alko Case Study AnswersDocument9 pagesAlko Case Study AnswersPiyush SinghNo ratings yet
- 1 PBDocument15 pages1 PBPABLO MAURONo ratings yet
- Effects of Ultrasonic Vibration On Degassing of Aluminum AlloysDocument9 pagesEffects of Ultrasonic Vibration On Degassing of Aluminum AlloysFlavioDFMNo ratings yet
- A Study On Sliding Wear Mechanism of Ultrahigh Molecular Weight Polyethylene/ Polypropylene BlendsDocument7 pagesA Study On Sliding Wear Mechanism of Ultrahigh Molecular Weight Polyethylene/ Polypropylene BlendsIbrahimFikryNo ratings yet
- Apparatus and Experimental TechniqueDocument6 pagesApparatus and Experimental TechniqueSantosh Kumar SinghNo ratings yet
- Abs. 670, 204th Meeting, © 2003 The Electrochemical Society, IncDocument1 pageAbs. 670, 204th Meeting, © 2003 The Electrochemical Society, IncsvngreddyNo ratings yet
- Squeeze CastingDocument38 pagesSqueeze Castingjishnus100% (1)
- The Influence of Injection Molding Parameter On Properties of Thermally Conductive PlasticDocument10 pagesThe Influence of Injection Molding Parameter On Properties of Thermally Conductive PlasticRoly RamirezNo ratings yet
- 443 - Prof OhDocument4 pages443 - Prof OhNisar HussainNo ratings yet
- An Experimental Study On The Effect of Various StaDocument8 pagesAn Experimental Study On The Effect of Various StaakilanrameshNo ratings yet
- Nelson 1986Document8 pagesNelson 1986chemistpl420No ratings yet
- Ultrasonic Vibration Assisted Electro-Discharge MachiningDocument8 pagesUltrasonic Vibration Assisted Electro-Discharge MachiningnanusergiuNo ratings yet
- Design and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01Document8 pagesDesign and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01emre ozdemirNo ratings yet
- The Effects of Operating Parameters On Micro-Droplet Formation in A Piezoelectric Inkjet Printhead Using A Double Pulse Voltage PatternDocument8 pagesThe Effects of Operating Parameters On Micro-Droplet Formation in A Piezoelectric Inkjet Printhead Using A Double Pulse Voltage PatterngdgthrtNo ratings yet
- TitnumDocument7 pagesTitnumahmadAzNo ratings yet
- Development and Testing of Polystyrene Mortars Using Waste EPS Solution-Based BindersDocument7 pagesDevelopment and Testing of Polystyrene Mortars Using Waste EPS Solution-Based Binderstimtoihochoi1No ratings yet
- Ijp 10 1 Kawano 9Document6 pagesIjp 10 1 Kawano 9አነኬ ቹህቺዶሃሠኪቺጆቺNo ratings yet
- Ultrasonics - Sonochemistry: Syunsuke Sumitomo, Hayato Koizumi, Md. Azhar Uddin, Yoshiei KatoDocument10 pagesUltrasonics - Sonochemistry: Syunsuke Sumitomo, Hayato Koizumi, Md. Azhar Uddin, Yoshiei KatoABDULLAH FAIZALNo ratings yet
- Powder Metallurgical Technology For The Production of Metallic FoamsDocument8 pagesPowder Metallurgical Technology For The Production of Metallic FoamsJohn BanhartNo ratings yet
- Compression and Hardness With Ftir Characterization of Uhmwpe Nanocomposites As Acetabular Cup in Hip Joint ReplacementDocument10 pagesCompression and Hardness With Ftir Characterization of Uhmwpe Nanocomposites As Acetabular Cup in Hip Joint ReplacementTJPRC PublicationsNo ratings yet
- CREEP MEASUREMENTS - Paper 148 ECCM15 Venice June 2012Document8 pagesCREEP MEASUREMENTS - Paper 148 ECCM15 Venice June 2012geppolaNo ratings yet
- Kobayashi 2002Document13 pagesKobayashi 2002Abdulaziz Ali M AlahmadiNo ratings yet
- TC TheColdCorrugatorDocument5 pagesTC TheColdCorrugatortikkecoNo ratings yet
- A Newly Designed Ultrasonic Spray Pyrolysis Device To Fabricate YBCO TapesDocument4 pagesA Newly Designed Ultrasonic Spray Pyrolysis Device To Fabricate YBCO TapesEka PrastiyantoNo ratings yet
- 1 OnlineDocument6 pages1 OnlineId EaNo ratings yet
- Finite Element Analysis of IPN Reinforced Woven Fabric CompositeDocument6 pagesFinite Element Analysis of IPN Reinforced Woven Fabric CompositeCody LeeNo ratings yet
- Rubber PressureDocument6 pagesRubber PressureMaria Dolores Landete RuizNo ratings yet
- Strain Rate Effect On PolycarbonateDocument6 pagesStrain Rate Effect On PolycarbonatePravinAutadeNo ratings yet
- Effect of Rubber Forming Process Parameters On Micro Patterning of Thin Metallic PlatesDocument6 pagesEffect of Rubber Forming Process Parameters On Micro Patterning of Thin Metallic PlatesRui MatiasNo ratings yet
- Sound Absorption & Accoustic Surface ImpedanceDocument12 pagesSound Absorption & Accoustic Surface Impedanceodette_gbrNo ratings yet
- Synopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthDocument16 pagesSynopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthHector Alberto Garcia LopezNo ratings yet
- Manufacturing Technology PDFDocument20 pagesManufacturing Technology PDFNARENDRA SINGHNo ratings yet
- Extrusion of Tape Draft 2Document6 pagesExtrusion of Tape Draft 2CiaraNo ratings yet
- PHSV01I02P0137Document10 pagesPHSV01I02P0137physicsjournalNo ratings yet
- Acoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDocument12 pagesAcoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDomenico VizzariNo ratings yet
- 5 - TPU-PP Twin ExtruderDocument10 pages5 - TPU-PP Twin ExtruderCaroline da Silva FerreiraNo ratings yet
- Blazer Lite, Acoustic, Aug 18Document9 pagesBlazer Lite, Acoustic, Aug 18mahirtorsunNo ratings yet
- Eng 2010 4 285 296Document12 pagesEng 2010 4 285 296KakaNo ratings yet
- Tfa JapsDocument7 pagesTfa JapsManas MondalNo ratings yet
- Andreassen Impact PPS07eaDocument14 pagesAndreassen Impact PPS07eaSanjay MahatoNo ratings yet
- Astm-g32-16-Standard Method of Vibratory Cavitation Erosion TestDocument16 pagesAstm-g32-16-Standard Method of Vibratory Cavitation Erosion TestIMSNo ratings yet
- The Effect of Heating Rate and Sintering Temperature On The ElasticDocument3 pagesThe Effect of Heating Rate and Sintering Temperature On The Elasticduyen nguyen chi luongNo ratings yet
- Rapid Evaluation of Photo, Thermal, and Oxidative Degradation of EPDM by Online UV Irradiation PY-GC/MSDocument4 pagesRapid Evaluation of Photo, Thermal, and Oxidative Degradation of EPDM by Online UV Irradiation PY-GC/MSRita RosadoNo ratings yet
- Transportation of Coarse Coal in A Fine MediumDocument7 pagesTransportation of Coarse Coal in A Fine Mediumaaa aaaaaNo ratings yet
- Ultrasonic Welding ThermoplasticsDocument51 pagesUltrasonic Welding ThermoplasticsEanest HuangNo ratings yet
- Journal: Ultrasonic Spray Pyrolysis For Synthesis of Spherical Zirconia ParticlesDocument8 pagesJournal: Ultrasonic Spray Pyrolysis For Synthesis of Spherical Zirconia ParticlesDanesh AzNo ratings yet
- Fabrication and Sintering Characteristics of Doctor Blade YBCO-Ag TapesDocument11 pagesFabrication and Sintering Characteristics of Doctor Blade YBCO-Ag TapesAtikorn WongNo ratings yet
- Analysis of Explosion Combustion Phenomenon With Ammonium NitrateDocument7 pagesAnalysis of Explosion Combustion Phenomenon With Ammonium NitratePermaSNo ratings yet
- Reactive ExtrusionDocument23 pagesReactive ExtrusionDIPAK VINAYAK SHIRBHATENo ratings yet
- Viscosity and Density Measurement Methods For Polymer Melts: R. Kažys, R. RekuvienėDocument6 pagesViscosity and Density Measurement Methods For Polymer Melts: R. Kažys, R. RekuvienėAbdul Falahitawan UfalNo ratings yet
- The Toughening of Epoxy Resins With Thermoplastics: 1. Trifunctional Epoxy Resin-Polyetherimide BlendsDocument5 pagesThe Toughening of Epoxy Resins With Thermoplastics: 1. Trifunctional Epoxy Resin-Polyetherimide BlendsVansala GanesanNo ratings yet
- Charoensirisomboon 1998Document5 pagesCharoensirisomboon 1998varsha patilNo ratings yet
- High Efficiency Particulate Air (HEPA) Filters From Polyester and Polypropylene Fibre NonwovensDocument15 pagesHigh Efficiency Particulate Air (HEPA) Filters From Polyester and Polypropylene Fibre NonwovensOscar CrNo ratings yet
- Preparation of Fluorine-Doped Tin Oxide by A Spray Pyrolysis Deposition and Its Application To The Fabrication of Dye-Sensitized Solar Cell ModuleDocument1 pagePreparation of Fluorine-Doped Tin Oxide by A Spray Pyrolysis Deposition and Its Application To The Fabrication of Dye-Sensitized Solar Cell ModuleFahad ArefeenNo ratings yet
- Sensors 17 00552 v2Document12 pagesSensors 17 00552 v2Triều Huỳnh NhậtNo ratings yet
- EPL 0002593 ArticleDocument7 pagesEPL 0002593 Articlesus023No ratings yet
- Noise in Nanoscale Semiconductor DevicesFrom EverandNoise in Nanoscale Semiconductor DevicesTibor GrasserNo ratings yet
- Crimp Information Sheet: SN 0,41 3,00 - 5,00 1005 (C) Crimp Only - Terminal Is Applied Crimp Only 3,00 - 4,07 NoneDocument31 pagesCrimp Information Sheet: SN 0,41 3,00 - 5,00 1005 (C) Crimp Only - Terminal Is Applied Crimp Only 3,00 - 4,07 NoneTrần Long VũNo ratings yet
- P-3881 CrimpInformationSheetDocument53 pagesP-3881 CrimpInformationSheetTrần Long VũNo ratings yet
- Terminals & Connectors: Delphi Packard Metri-Pack 150 Series Sealed ConnectorsDocument1 pageTerminals & Connectors: Delphi Packard Metri-Pack 150 Series Sealed ConnectorsTrần Long VũNo ratings yet
- CrimpinformationsheetDocument12 pagesCrimpinformationsheetTrần Long VũNo ratings yet
- 7114-4151-02 (7158-3112-70) - P-6692 Spec.Document2 pages7114-4151-02 (7158-3112-70) - P-6692 Spec.Trần Long VũNo ratings yet
- 56 Series 2971962Document3 pages56 Series 2971962Trần Long VũNo ratings yet
- 02965142Document2 pages02965142Trần Long VũNo ratings yet
- P-3707 UL3173 16ga 26strd - BC - InduDocument1 pageP-3707 UL3173 16ga 26strd - BC - InduTrần Long VũNo ratings yet
- Crimp Information Sheet: SN 0,41 3,00 - 5,00 1005 (C) Crimp Only - Terminal Is Applied Crimp Only 3,00 - 4,07 NoneDocument6 pagesCrimp Information Sheet: SN 0,41 3,00 - 5,00 1005 (C) Crimp Only - Terminal Is Applied Crimp Only 3,00 - 4,07 NoneTrần Long VũNo ratings yet
- 7116-4022 SpecDocument2 pages7116-4022 SpecTrần Long VũNo ratings yet
- R2G3 3fwsav Avssx Aessx EEX Vctf2 Sfaex1 M2 Avssh Afoss Savssf AVSS105 Fsavs Fsaexs AV Avss AVS F-Avs R2G3Document1 pageR2G3 3fwsav Avssx Aessx EEX Vctf2 Sfaex1 M2 Avssh Afoss Savssf AVSS105 Fsavs Fsaexs AV Avss AVS F-Avs R2G3Trần Long VũNo ratings yet
- Ul10086 22awg FT111021Document2 pagesUl10086 22awg FT111021Trần Long VũNo ratings yet
- 7114-6316-02 FLRYB 0.75 CrimpDocument1 page7114-6316-02 FLRYB 0.75 CrimpTrần Long VũNo ratings yet
- 7116 4101 02Document1 page7116 4101 02Trần Long VũNo ratings yet
- Tooling Selection Guide For PANDUIT Terminals, Splices, and DisconnectsDocument5 pagesTooling Selection Guide For PANDUIT Terminals, Splices, and DisconnectsTrần Long VũNo ratings yet
- Ul1911 (25KV) 18 FT110824Document2 pagesUl1911 (25KV) 18 FT110824Trần Long VũNo ratings yet
- Panduit Dnf14 250fib 3kDocument1 pagePanduit Dnf14 250fib 3kTrần Long VũNo ratings yet
- P-3138 - UL1007 - 24ga 7strd - TC - InduDocument1 pageP-3138 - UL1007 - 24ga 7strd - TC - InduTrần Long VũNo ratings yet
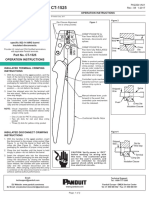
- CT-1525 ManualDocument2 pagesCT-1525 ManualTrần Long VũNo ratings yet
- Terminal Tools and Terminal Selection GuideDocument2 pagesTerminal Tools and Terminal Selection GuideTrần Long VũNo ratings yet
- JST SFPS-41T-187 Crimping SpecDocument1 pageJST SFPS-41T-187 Crimping SpecTrần Long VũNo ratings yet
- Panduit - S8 38R TDocument1 pagePanduit - S8 38R TTrần Long VũNo ratings yet
- Connector: Board-In Crimp Style ConnectorsDocument3 pagesConnector: Board-In Crimp Style ConnectorsTrần Long VũNo ratings yet
- JST - 03R JWPF Vsle SDocument2 pagesJST - 03R JWPF Vsle STrần Long VũNo ratings yet
- Manual Tensioning Tool With Metal Housing: Application Tooling For Cable TiesDocument1 pageManual Tensioning Tool With Metal Housing: Application Tooling For Cable TiesTrần Long VũNo ratings yet
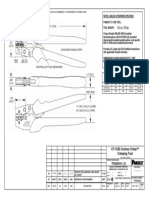
- CT-1525 DrawingDocument1 pageCT-1525 DrawingTrần Long VũNo ratings yet
- CMKS-L: Industry Standard ApplicatorDocument31 pagesCMKS-L: Industry Standard ApplicatorTrần Long VũNo ratings yet
- Handling Manual CHM-1-2156 - For SPC SpliceDocument4 pagesHandling Manual CHM-1-2156 - For SPC SpliceTrần Long VũNo ratings yet
- JST Cmkdpsaita03064 Jst-065Document2 pagesJST Cmkdpsaita03064 Jst-065Trần Long VũNo ratings yet
- CMK-R Dies Construction Sheet: SRS-NDocument2 pagesCMK-R Dies Construction Sheet: SRS-NTrần Long VũNo ratings yet
- Algorithm For Insertion in A Circular QueueDocument3 pagesAlgorithm For Insertion in A Circular QueuesatNo ratings yet
- Matematicas Harmonics CathieDocument17 pagesMatematicas Harmonics CathieManuel Herrera50% (2)
- Chapter 2 - Discrete-Mathematics-Set-Operations-Discrete-Mathematics-Basic-Structures-SetsDocument76 pagesChapter 2 - Discrete-Mathematics-Set-Operations-Discrete-Mathematics-Basic-Structures-SetsbusatifcNo ratings yet
- Elm 327Document3 pagesElm 327angelic2_arenas2391No ratings yet
- Microsoft Access (MS Access) Solved MCQs (Set-22)Document4 pagesMicrosoft Access (MS Access) Solved MCQs (Set-22)kim.jong.10101010No ratings yet
- Installing and Commissioning MotorsDocument4 pagesInstalling and Commissioning MotorsCraig PretoriusNo ratings yet
- Minas A6 Error CodeDocument15 pagesMinas A6 Error CodeWahyu SaputraNo ratings yet
- CK 1Document24 pagesCK 1Ir AzlanNo ratings yet
- Engineered For: The Cost-Conscious Contact CenterDocument1 pageEngineered For: The Cost-Conscious Contact Centerana mile vilca jalloNo ratings yet
- PYL560 Applied Optics: Anurag SharmaDocument74 pagesPYL560 Applied Optics: Anurag SharmaValma GestNo ratings yet
- Summer Training Report - Ishan PatwalDocument21 pagesSummer Training Report - Ishan PatwalIshan PatwalNo ratings yet
- Sas N5 Cie112Document6 pagesSas N5 Cie112Carlo FloresNo ratings yet
- Javascript For Abap Programmers: Chapter 1 - IntroductionDocument12 pagesJavascript For Abap Programmers: Chapter 1 - Introductionhanumana_dasaNo ratings yet
- SafariDocument34 pagesSafariNarendra YadavNo ratings yet
- CSSGB ASQ Certified Six Sigma Green BeltDocument12 pagesCSSGB ASQ Certified Six Sigma Green BeltTanveer Siddique100% (1)
- Important Computer Awareness Quiz MCQ PDF For All Competitive ExamsDocument81 pagesImportant Computer Awareness Quiz MCQ PDF For All Competitive Examsanand kumarNo ratings yet
- Code For How To Create A Simple Web Based Chat ApplicationDocument18 pagesCode For How To Create A Simple Web Based Chat ApplicationPrince MiiteeNo ratings yet
- Edited G9 Q2S4Document9 pagesEdited G9 Q2S4Zophia BonaguaNo ratings yet
- PC700LC-8 Uess15303 1701Document24 pagesPC700LC-8 Uess15303 1701Ali MardaniNo ratings yet
- AK98 Leaflet 4p A4 LowDocument3 pagesAK98 Leaflet 4p A4 LowJosé GómezNo ratings yet
- Statistics and Probability EDITED LASDocument6 pagesStatistics and Probability EDITED LASEdralynNo ratings yet
- EMDCSS DatasheetDocument5 pagesEMDCSS DatasheetHoracio UlloaNo ratings yet
- Philipp Louis D#2docxDocument8 pagesPhilipp Louis D#2docxEymann Jala100% (3)
- ACI 352-13 Guide To The Code For Evaluation, Repair, and RehabilitationDocument110 pagesACI 352-13 Guide To The Code For Evaluation, Repair, and RehabilitationMëGø SãYëd100% (1)
- HZ0017-000 With Housing DN25Document4 pagesHZ0017-000 With Housing DN25Mirza CosicNo ratings yet
- Methods of DehumidificationDocument4 pagesMethods of Dehumidificationprashant_mahitkar4532100% (3)
- Matweb:, The Online Materials Database Aluminum 6201-T6Document2 pagesMatweb:, The Online Materials Database Aluminum 6201-T6Raj PrasanthNo ratings yet
- Undergraduate Thesis and Project GuidelinesDocument6 pagesUndergraduate Thesis and Project Guidelinescheerrm100% (1)