You might also like
- EMC NamkhainyambuuDocument21 pagesEMC NamkhainyambuuUrtaBaasanjargalNo ratings yet
- Mining Production ReportDocument22 pagesMining Production Reporttkubvos100% (1)
- Comminution Energy Efficiency Understanding Next Steps - 2016 PDFDocument24 pagesComminution Energy Efficiency Understanding Next Steps - 2016 PDFArturNo ratings yet
- Comparison of Sinter and Pellet Usage in An Integrated Steel PlantDocument11 pagesComparison of Sinter and Pellet Usage in An Integrated Steel PlantRam Babu RamzzNo ratings yet
- Corpare Bond Work Index and Hard GroveDocument15 pagesCorpare Bond Work Index and Hard GroveWaterdrop' 'DewNo ratings yet
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez OlguinNo ratings yet
- Processes and Types of Rolling MillsDocument7 pagesProcesses and Types of Rolling Millsdroy21No ratings yet
- 99 115Document9 pages99 115Gustavo Gabriel JimenezNo ratings yet
- Sinter Plant Single Toothed Roll Crusher PDFDocument14 pagesSinter Plant Single Toothed Roll Crusher PDFrmsh301No ratings yet
- Economic Processing of High Silica Bauxites - ExisDocument43 pagesEconomic Processing of High Silica Bauxites - ExisNurAneesaNo ratings yet
- Power-based comminution calculations using AusgrindDocument13 pagesPower-based comminution calculations using AusgrindMarcos Bueno100% (1)
- Punjab University Lahore: Report On PcsirDocument32 pagesPunjab University Lahore: Report On Pcsirone_special89No ratings yet
- Impact Crusher PDFDocument45 pagesImpact Crusher PDFMusheer BashaNo ratings yet
- Grinding The Primary ConditionerDocument18 pagesGrinding The Primary ConditionerAkshay Pookat RammohanNo ratings yet
- The Definition of A Open Pit Mine IsDocument3 pagesThe Definition of A Open Pit Mine Israhmawati pebrianata100% (1)
- SilicaDocument29 pagesSilicaClintJanSumalpongNo ratings yet
- PeletizadoDocument8 pagesPeletizadoJavier GómezNo ratings yet
- AIA Engineering Buy Rating on Strong Growth OutlookDocument34 pagesAIA Engineering Buy Rating on Strong Growth OutlookakshayNo ratings yet
- BWEDocument16 pagesBWEMas YoanNo ratings yet
- Mineral Processing UG2 Concentrator Process Flow ReportDocument41 pagesMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeNo ratings yet
- Cyanide DestructionDocument11 pagesCyanide DestructionISMAEL RAMIREZNo ratings yet
- Comminution Equipment Affects Gold Particle Shape and Gravity SeparationDocument3 pagesComminution Equipment Affects Gold Particle Shape and Gravity Separationboanerges wino pattyNo ratings yet
- Mill Ops AusIMM Kirsch and DanielDocument7 pagesMill Ops AusIMM Kirsch and DanielMicheael JohnNo ratings yet
- Lime and Dolomite For The Steel IndustryDocument8 pagesLime and Dolomite For The Steel IndustrychmsarfrazNo ratings yet
- An Evaluation of The Effect of Multiple Grinding and Flotation-SteynDocument7 pagesAn Evaluation of The Effect of Multiple Grinding and Flotation-SteynRachid FaouziNo ratings yet
- Selection of Comminution Circuits for Improved EfficiencyDocument19 pagesSelection of Comminution Circuits for Improved EfficiencyKroya HunNo ratings yet
- High-density processing improves coal quality for power generationDocument16 pagesHigh-density processing improves coal quality for power generationJohn DavisNo ratings yet
- No. 11.7 HBI - Hot Briquetting of Direct Reduced Iron Technology and Status of Industrial ApplicationDocument16 pagesNo. 11.7 HBI - Hot Briquetting of Direct Reduced Iron Technology and Status of Industrial Applicationravi00098No ratings yet
- Recovery of Ultra FinesDocument28 pagesRecovery of Ultra FinesBelen TapiaNo ratings yet
- Simulation of A Proposed Grinding Circuit Change To Reduce PB SlimingDocument345 pagesSimulation of A Proposed Grinding Circuit Change To Reduce PB SlimingH Marquez R Graciela100% (1)
- Project Report ON Proposed Coal Washing Plant AT Korba AreaDocument23 pagesProject Report ON Proposed Coal Washing Plant AT Korba AreaAmitesh Joseph75% (4)
- Chris - Rule - Stirred Milling in The PGM IndustryDocument59 pagesChris - Rule - Stirred Milling in The PGM IndustryJakesNo ratings yet
- High Pressure Grinding RollsDocument12 pagesHigh Pressure Grinding RollsJorge EduardoNo ratings yet
- Ball Mill Experimental ManualDocument14 pagesBall Mill Experimental ManualShoaib PathanNo ratings yet
- Physical and functional characterization of milling fractions of popped gorgon nutDocument7 pagesPhysical and functional characterization of milling fractions of popped gorgon nutJaime Alberto Sanchez CardonaNo ratings yet
- Magnesite Refractories ProductionDocument71 pagesMagnesite Refractories ProductionarjmandquestNo ratings yet
- Ball GrindingDocument10 pagesBall Grindingmahreza189No ratings yet
- Iron Ore Final Grinding by HPGR and Air ClassificationDocument20 pagesIron Ore Final Grinding by HPGR and Air ClassificationW ZuoNo ratings yet
- Ball Mill Machine Guide - Less than 40 CharactersDocument2 pagesBall Mill Machine Guide - Less than 40 Characterspadma26327No ratings yet
- Physical and Thermal Treatment of Phosphate OresDocument26 pagesPhysical and Thermal Treatment of Phosphate OresManoel Carlos Cerqueira100% (2)
- 1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineDocument1 page1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineYeimsNo ratings yet
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueDocument3 pagesA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresNo ratings yet
- Section 3C: GrindingDocument3 pagesSection 3C: GrindingLM100% (1)
- Fundamental properties of flotation frothers and their effect on flotation performanceDocument8 pagesFundamental properties of flotation frothers and their effect on flotation performanceJose Luis Barrientos RiosNo ratings yet
- Paper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit DesignDocument13 pagesPaper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit Designcuberbill1980No ratings yet
- 1581 GB 03Document11 pages1581 GB 03hasan2525No ratings yet
- The Future of ComminutionDocument15 pagesThe Future of ComminutionAngel LopezNo ratings yet
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 pagesExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresNo ratings yet
- Magnetite Standards and Testing ProceduresDocument12 pagesMagnetite Standards and Testing Proceduresmofidhussain100% (1)
- simuladorJKSimMet Rev1.2Document28 pagessimuladorJKSimMet Rev1.2Freddy OrlandoNo ratings yet
- Enhance The Performance of Tube Grinding Mills: Let Us Employ Grinding RollersDocument5 pagesEnhance The Performance of Tube Grinding Mills: Let Us Employ Grinding RollersD S VenkateshNo ratings yet
- Dynamics in Double Roll CrushersDocument7 pagesDynamics in Double Roll CrushersLê Quang Duy100% (1)
- Crushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDocument24 pagesCrushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDanny Joaquin Flores CruzNo ratings yet
- SAIL BSBK Visit Docx-15.06. R-1rtfDocument7 pagesSAIL BSBK Visit Docx-15.06. R-1rtfsssadangi100% (1)
- Influence of Quartz Particles On Wear in Vertical Roller Mills.Document9 pagesInfluence of Quartz Particles On Wear in Vertical Roller Mills.chienhamthepNo ratings yet
- GGBS BrochureDocument5 pagesGGBS BrochureVVIT VVITNo ratings yet
- PowderDocument10 pagesPowder1977julNo ratings yet
- DBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresDocument24 pagesDBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresSollehah SuhaimiNo ratings yet
- Ore Processing (Beneficiation)Document11 pagesOre Processing (Beneficiation)Catherine LenesesNo ratings yet
- Philip 1986Document4 pagesPhilip 1986Bima AbdillahNo ratings yet
- Mineral Processing OverviewDocument12 pagesMineral Processing OverviewBima AbdillahNo ratings yet
- Philip 1986Document4 pagesPhilip 1986Bima AbdillahNo ratings yet
- Mineral Processing OverviewDocument12 pagesMineral Processing OverviewBima AbdillahNo ratings yet
- Msds Mepoxe MDocument5 pagesMsds Mepoxe MAhmad HidayatNo ratings yet
- Temperature and Heat 3Document18 pagesTemperature and Heat 3Samud MorrisNo ratings yet
- 25 Tack Welder - ABSDocument7 pages25 Tack Welder - ABSvudinhnambrNo ratings yet
- Granulation of MAPDocument3 pagesGranulation of MAPIrvan Key RizkyNo ratings yet
- Titration - FinalDocument2 pagesTitration - FinalHitesh SharmaNo ratings yet
- Freon 134a Si Thermodynamic PropertiesDocument52 pagesFreon 134a Si Thermodynamic PropertiesAyu LestariNo ratings yet
- M Alkalinity and P AlkalinityDocument3 pagesM Alkalinity and P AlkalinityFA AyNo ratings yet
- GSAP - Shell HelixDocument16 pagesGSAP - Shell HelixJoseph Rubyanto SudrajadNo ratings yet
- Drive Mechanisms and Reservoir PerformanceDocument45 pagesDrive Mechanisms and Reservoir Performanceweldsv100% (1)
- Guide Chemical ReactionsDocument31 pagesGuide Chemical ReactionsSENGUPTA CHANDANNo ratings yet
- Fosroc Cebex 100 0811Document2 pagesFosroc Cebex 100 0811kannankrivNo ratings yet
- Chem - Paper-I Ifs 2018Document6 pagesChem - Paper-I Ifs 2018ashishNo ratings yet
- Shell Tellus S2M68 Msds - 00107669Document7 pagesShell Tellus S2M68 Msds - 00107669Jasmine TsoNo ratings yet
- Water Problems SolutionsDocument6 pagesWater Problems SolutionsHarshitha LokeshNo ratings yet
- CBM 2016 1Document14 pagesCBM 2016 1SHEIKH MUHAMMAD FAHADNo ratings yet
- PH and BuffersDocument24 pagesPH and BuffersJoshua LewisNo ratings yet
- Bargańska Et Al. 2015. Honey Bees and Their Products - Bioindicators of Environmental ContaminationDocument29 pagesBargańska Et Al. 2015. Honey Bees and Their Products - Bioindicators of Environmental ContaminationBruno PadilhaNo ratings yet
- 5061 10023 1 SMDocument7 pages5061 10023 1 SMNadya Rahmawati PutriNo ratings yet
- What Is X-Ray Powder Diffraction (XRD) : Bragg's LawDocument8 pagesWhat Is X-Ray Powder Diffraction (XRD) : Bragg's LawsafiNo ratings yet
- Use of Condensing Economizers With Developed SurfaDocument7 pagesUse of Condensing Economizers With Developed SurfaNAZWA SALSABILLAHNo ratings yet
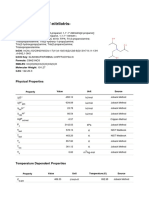
- TriisopropanolamineDocument2 pagesTriisopropanolamineKresna Thufail ANo ratings yet
- Distillation ColumnDocument18 pagesDistillation ColumnChristy John NinanNo ratings yet
- Design Criteria For BridgesDocument1 pageDesign Criteria For BridgesEarl Justin Enrique100% (1)
- Photomultiplier Tube: FeaturesDocument2 pagesPhotomultiplier Tube: Featuresابو حميد ابو حميدNo ratings yet
- Water Potential Ap Bio 2012-2013Document18 pagesWater Potential Ap Bio 2012-2013Keshav RaoNo ratings yet
- Au-Rentokil-Rapid PVC Cement Sds-En-sds 01 GhsDocument8 pagesAu-Rentokil-Rapid PVC Cement Sds-En-sds 01 GhsAJNo ratings yet
- VTA Brochure Thermal Separation enDocument16 pagesVTA Brochure Thermal Separation enZoran VranesevitchNo ratings yet
- Exercise # I: Chemical BondingDocument34 pagesExercise # I: Chemical BondingIndranilNo ratings yet
- Le Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SDocument2 pagesLe Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SZeinab Ben RomdhaneNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet