You might also like
- Design Basis Report FOR Alumina Unloading and Transportation System Process & MechanicalDocument29 pagesDesign Basis Report FOR Alumina Unloading and Transportation System Process & MechanicalSatadal Lahiri100% (2)
- Design Basis Report FOR Alumina Unloading and Transportation SystemDocument22 pagesDesign Basis Report FOR Alumina Unloading and Transportation SystemSatadal LahiriNo ratings yet
- 14L08 DBR C&i R3Document11 pages14L08 DBR C&i R3Satadal LahiriNo ratings yet
- 0004G COCont Document1Document22 pages0004G COCont Document1Satadal LahiriNo ratings yet
- FGD HCLDocument35 pagesFGD HCLSatadal LahiriNo ratings yet
- 3472 Vol 2a-Pac Gen.-Spec.Document164 pages3472 Vol 2a-Pac Gen.-Spec.Satadal LahiriNo ratings yet
- 3472 Vol 2b-Pac Tech.-Spec.Document123 pages3472 Vol 2b-Pac Tech.-Spec.Satadal LahiriNo ratings yet
- Maco BrochureDocument13 pagesMaco BrochureSatadal LahiriNo ratings yet
- About PNGDocument1 pageAbout PNGSatadal LahiriNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Construir Moto ChopperDocument7 pagesConstruir Moto ChopperAngel Dure100% (2)
- Text Information and MediaDocument66 pagesText Information and MediaPaula Camille VegaNo ratings yet
- ManualDocument109 pagesManualAmerican Caribbean100% (1)
- E-Sh Series: Erp 2009/125/ceDocument124 pagesE-Sh Series: Erp 2009/125/ceabedzNo ratings yet
- Sumo User Manual PDFDocument48 pagesSumo User Manual PDFАндрейNo ratings yet
- Anniversary Clock Identification: Mervyn PassmoreDocument18 pagesAnniversary Clock Identification: Mervyn PassmoreMervin FernandezNo ratings yet
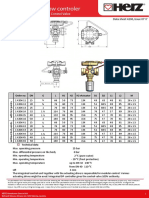
- HERZ-Motorised Flow Controler: Pressure Independant Balancing Control ValveDocument10 pagesHERZ-Motorised Flow Controler: Pressure Independant Balancing Control ValveMahmoud NmiesNo ratings yet
- Connecteur IDC Hirose HIF3BA Série 2.54mm 10pin 2x5 Femelle (FR - Rs-Online - Com 2313792)Document15 pagesConnecteur IDC Hirose HIF3BA Série 2.54mm 10pin 2x5 Femelle (FR - Rs-Online - Com 2313792)SupportNo ratings yet
- GEA - Refrigeration in Oil & Gas Industry - tcm11-33981Document4 pagesGEA - Refrigeration in Oil & Gas Industry - tcm11-33981Dhroov SharmaNo ratings yet
- Documents - Pub - Boardworks LTD 2004 1 of 27 A4 Sequences ks3 MathematicsDocument69 pagesDocuments - Pub - Boardworks LTD 2004 1 of 27 A4 Sequences ks3 MathematicsYan EnNo ratings yet
- S. Kannadhasan (Editor), R. Nagarajan (Editor), Alagar Karthick (Editor) - Intelligent Technologies For Sensors - Applications, Design, and Optimization For A Smart World-ADocument404 pagesS. Kannadhasan (Editor), R. Nagarajan (Editor), Alagar Karthick (Editor) - Intelligent Technologies For Sensors - Applications, Design, and Optimization For A Smart World-ATruong Van HungNo ratings yet
- Assignment NADocument2 pagesAssignment NAAmna MuneerNo ratings yet
- CM Spend ConsultingCore 29v2Document352 pagesCM Spend ConsultingCore 29v2Sandeep KumarNo ratings yet
- User Guide: Small in Size, With Grand FeaturesDocument13 pagesUser Guide: Small in Size, With Grand Featuresjhfbty100% (1)
- Principles of Management Assignment by 20191bbl0061 Mohammed RohinDocument4 pagesPrinciples of Management Assignment by 20191bbl0061 Mohammed RohinRohin Bin RafiNo ratings yet
- Embedded Systems Unit 2 Part 3-1Document50 pagesEmbedded Systems Unit 2 Part 3-1Donthula LayaNo ratings yet
- SiC EpitaxyDocument48 pagesSiC EpitaxyRamakrishnan RamNo ratings yet
- Python Week-1Document14 pagesPython Week-1jaswanreddy1159No ratings yet
- Test Bank For Speech Science An Integrated Approach To Theory and Clinical Practice 3 e 3rd Edition 0132907119Document38 pagesTest Bank For Speech Science An Integrated Approach To Theory and Clinical Practice 3 e 3rd Edition 0132907119inhoopnebuloseve9nqt100% (10)
- Kendaraan OperasionalDocument8 pagesKendaraan OperasionalNove KiboNo ratings yet
- Valve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerDocument10 pagesValve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerIAES IJAINo ratings yet
- TUV ISO Action List 2020Document5 pagesTUV ISO Action List 2020chittineni0% (1)
- Managed IT Services RFP TemplateDocument11 pagesManaged IT Services RFP Templateedpaala67% (3)
- Lecture 5. Industry 4.0 Technologies and Enterprise ArchitectureDocument13 pagesLecture 5. Industry 4.0 Technologies and Enterprise ArchitectureBobo SevenNo ratings yet
- Jahanzeb Mirza - LomDocument2 pagesJahanzeb Mirza - LomZain HaiderNo ratings yet
- GunsDocument4 pagesGunsFaizanNo ratings yet
- Multicalor 700.1 MD Multicalor 800.1 MD Multicalor 1000.1 MD Multicalor 1200.1 MDDocument24 pagesMulticalor 700.1 MD Multicalor 800.1 MD Multicalor 1000.1 MD Multicalor 1200.1 MDcristian villegasNo ratings yet
- Dual-Pot Sand Filter Type B (DSF-B)Document2 pagesDual-Pot Sand Filter Type B (DSF-B)kanchanabalajiNo ratings yet
- Formulir Technical Analysis Report: Brake SystemDocument3 pagesFormulir Technical Analysis Report: Brake SystemRiyan AditiaNo ratings yet
- API Mnemonic Operands Function Controllers: Es/Ex/Ss Sa/Sx/Sc Eh/SvDocument2 pagesAPI Mnemonic Operands Function Controllers: Es/Ex/Ss Sa/Sx/Sc Eh/SvChristenes AlvesNo ratings yet