You might also like
- HP502 OSHA Amendment Poster 002Document1 pageHP502 OSHA Amendment Poster 002NorthNo ratings yet
- DAIKIN Service Manual For Products Using R32 (ESIE15-05)Document29 pagesDAIKIN Service Manual For Products Using R32 (ESIE15-05)Pitiporn Hasuankwan100% (1)
- Aramco Standard..Document11 pagesAramco Standard..jogiyajee50% (2)
- Reducing Noise Exposure from Metal-Cutting SawsDocument2 pagesReducing Noise Exposure from Metal-Cutting SawsOladimeji Taiwo100% (1)
- Australian Standard: Guide To Noise Control On Construction, Maintenance and Demolition SitesDocument0 pagesAustralian Standard: Guide To Noise Control On Construction, Maintenance and Demolition Siteslalit92112760No ratings yet
- PSV NoiseDocument8 pagesPSV Noisechemsac2No ratings yet
- Listening Conditions and Reproduction Arrangements For Multi Channel Stereo PhonyDocument25 pagesListening Conditions and Reproduction Arrangements For Multi Channel Stereo PhonyAntonioPalloneNo ratings yet
- Ansi - Ahri Standard 575-2008Document18 pagesAnsi - Ahri Standard 575-2008swapnadiphNo ratings yet
- Noise Assessment Procedure GEK110392aDocument6 pagesNoise Assessment Procedure GEK110392a1amonet2No ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- CS-C45FFH CU-C45FFH: Floor Standing Room Air ConditionersDocument47 pagesCS-C45FFH CU-C45FFH: Floor Standing Room Air ConditionersAsari Dear SNo ratings yet
- TuTuApp VIP Free Download On iOS, Android & PC (OFFICIAL)Document1 pageTuTuApp VIP Free Download On iOS, Android & PC (OFFICIAL)vinabondowosoNo ratings yet
- Noise Exposure Control Offshore Oil and GasDocument16 pagesNoise Exposure Control Offshore Oil and Gashpham2005No ratings yet
- Eis29 - Control of Noise at Power PressesDocument4 pagesEis29 - Control of Noise at Power PressesButtsscribd9No ratings yet
- Control noise at power pressesDocument4 pagesControl noise at power pressesEbru EvranNo ratings yet
- Noise Control Measures and TechnologiesDocument22 pagesNoise Control Measures and Technologiessai ramanaNo ratings yet
- Industrial Noise Control and Planing ConsiderationDocument36 pagesIndustrial Noise Control and Planing Considerationshyma_97No ratings yet
- 100 Yer Pe Yss 0028Document14 pages100 Yer Pe Yss 0028Janakiraman MalligaNo ratings yet
- Noise LabellingDocument20 pagesNoise LabellingAlessandro CamozzatoNo ratings yet
- Product Data: PULSE Acoustic Material Testing in A Tube Type 7758Document4 pagesProduct Data: PULSE Acoustic Material Testing in A Tube Type 7758Joe Boby SoegiartoNo ratings yet
- Table 1A Noise Exposure Limits When Criterion Level 90 DB (A)Document5 pagesTable 1A Noise Exposure Limits When Criterion Level 90 DB (A)Chuck McBrideNo ratings yet
- Business Procedure: Noise ManagementDocument6 pagesBusiness Procedure: Noise ManagementAmr EssamNo ratings yet
- Noise Mapping in FactoryDocument5 pagesNoise Mapping in FactoryNor RazmanNo ratings yet
- Challenges of 2005 NAWRDocument2 pagesChallenges of 2005 NAWRKevin BiltonNo ratings yet
- Construction noise control strategiesDocument6 pagesConstruction noise control strategiespritti_naaNo ratings yet
- Noise Dosimeter Lab8 HumanDocument5 pagesNoise Dosimeter Lab8 HumanAsif NawazNo ratings yet
- T2 Informe Resultados de RuidoDocument8 pagesT2 Informe Resultados de RuidovirgelinacaicedomariaNo ratings yet
- INDUSTRIAL ENGG - LAB (Exp-4) 6053RDocument6 pagesINDUSTRIAL ENGG - LAB (Exp-4) 6053Rpatel1029poojaNo ratings yet
- Eis27 1Document2 pagesEis27 1Rabsel DawaNo ratings yet
- Noise Control EngineeringDocument12 pagesNoise Control EngineeringArindam Bhowmick100% (1)
- What Is A Sound Level Meter?Document8 pagesWhat Is A Sound Level Meter?Shu LiNo ratings yet
- Machinery Noise ReductionDocument8 pagesMachinery Noise Reductionjoao manuel 12No ratings yet
- UTM Fakulti Kejuruteraan Kimia Oil and Gas Simulation Lab Noise StudyDocument19 pagesUTM Fakulti Kejuruteraan Kimia Oil and Gas Simulation Lab Noise StudyaimiNo ratings yet
- Noise 1Document5 pagesNoise 1Jocelyn CruzNo ratings yet
- Water Agencies' Standards: Design Guidelines For Water, and Sewer Facilities Section 9.3 Noise Control GuidelinesDocument18 pagesWater Agencies' Standards: Design Guidelines For Water, and Sewer Facilities Section 9.3 Noise Control GuidelinesjosethompsonNo ratings yet
- Noise Monitoring at Depot Jalan 6Document5 pagesNoise Monitoring at Depot Jalan 6syooloveNo ratings yet
- Lecture 14Document13 pagesLecture 14EmmanuelNo ratings yet
- Guideline Noise Mar 08Document13 pagesGuideline Noise Mar 08Prakash RaoNo ratings yet
- Noise and VibrationDocument4 pagesNoise and VibrationDavid bhamNo ratings yet
- Innovative Control of Noise and Vibration of Industrial Equipments and MachinesDocument13 pagesInnovative Control of Noise and Vibration of Industrial Equipments and MachinesAJER JOURNALNo ratings yet
- Guidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007Document30 pagesGuidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007sl1828No ratings yet
- Symposium AVECS PaperDocument10 pagesSymposium AVECS PaperOmar ArabiNo ratings yet
- Project Proposal - Jiayue Li - 21840135Document7 pagesProject Proposal - Jiayue Li - 21840135Jason fuNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Controlling Noise On ConstructionDocument19 pagesControlling Noise On ConstructionDidik HartadiNo ratings yet
- TROX Sound and SenseDocument18 pagesTROX Sound and SenseDemir DökenNo ratings yet
- Ari 370Document18 pagesAri 370FabioncfNo ratings yet
- Technical Guide For Noise ControlsDocument168 pagesTechnical Guide For Noise ControlsVíctor HornNo ratings yet
- 20.05 GEK110392b NoiseAssessmentProcDocument8 pages20.05 GEK110392b NoiseAssessmentProcLIUNo ratings yet
- Lining DuctworkDocument4 pagesLining Ductworkthanh_79No ratings yet
- Occupational Noise Exposure. - 1910.95Document11 pagesOccupational Noise Exposure. - 1910.95Amin SaadatmehrNo ratings yet
- ContentServer PDFDocument14 pagesContentServer PDFLUIS ISAAC LEON PARONo ratings yet
- Noise Control: Determining The Best OptionDocument5 pagesNoise Control: Determining The Best OptionCarlos SantosNo ratings yet
- Flare NoiseDocument3 pagesFlare NoiseAlberto CorticelliNo ratings yet
- Fe Noise Forma GL v02 PDFDocument4 pagesFe Noise Forma GL v02 PDFSyukrinaNo ratings yet
- ST Data12 NoisemonitorDocument1 pageST Data12 NoisemonitorUmar SabaNo ratings yet
- The Planning Guidelines For Environmental Noise Limits and ControlDocument34 pagesThe Planning Guidelines For Environmental Noise Limits and ControlRamona AbrNo ratings yet
- Guidance For Shipowners On Conducting Noise SurveysDocument18 pagesGuidance For Shipowners On Conducting Noise SurveysMannMann100% (1)
- Noise Fact Sheet 15 - Mechanical Plant For Commercial BuildingsDocument6 pagesNoise Fact Sheet 15 - Mechanical Plant For Commercial BuildingsMick ParsonNo ratings yet
- ICC G2-2010-Guideline For Acoustics - Final DraftDocument18 pagesICC G2-2010-Guideline For Acoustics - Final DraftAdriana CarolinaNo ratings yet
- Noise Exposure StandardsDocument4 pagesNoise Exposure StandardsarfanNo ratings yet
- Operational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseFrom EverandOperational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseRating: 5 out of 5 stars5/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- IZFI Condensing Unit: For Refrigeration Applications (7.5-20.0 HP) - Southeast AsiaDocument16 pagesIZFI Condensing Unit: For Refrigeration Applications (7.5-20.0 HP) - Southeast AsiaAsari Dear SNo ratings yet
- International Standard: Liquid Pumps and Pump Units - Noise Test Code - Grades 2 and 3 of AccuracyDocument11 pagesInternational Standard: Liquid Pumps and Pump Units - Noise Test Code - Grades 2 and 3 of AccuracyAsari Dear SNo ratings yet
- Screw Air Cooled Chiller 2019 2Document39 pagesScrew Air Cooled Chiller 2019 2Asari Dear SNo ratings yet
- New Hitachi screw chiller offers major energy savings and environmental benefitsDocument8 pagesNew Hitachi screw chiller offers major energy savings and environmental benefitsAsari Dear SNo ratings yet
- Upgrading Clubhouse AC System to Eco-Friendly EquipmentDocument29 pagesUpgrading Clubhouse AC System to Eco-Friendly EquipmentAsari Dear SNo ratings yet
- Centrifugal Liquid Chiller Log Sheet: Chiller Location System NoDocument1 pageCentrifugal Liquid Chiller Log Sheet: Chiller Location System NoAsari Dear SNo ratings yet
- 16 Low Superheat PDFDocument8 pages16 Low Superheat PDFDavid H. VargasNo ratings yet
- Copeland Quick Select GuideDocument4 pagesCopeland Quick Select GuideAsari Dear SNo ratings yet
- Engineering Guide: Air DistributionDocument19 pagesEngineering Guide: Air Distributionksa_hishamNo ratings yet
- Aircon Compressor 1207Document35 pagesAircon Compressor 1207Max Cotera PalaciosNo ratings yet
- Copeland Scroll Compressors Bom Overview en GB 4848778Document8 pagesCopeland Scroll Compressors Bom Overview en GB 4848778Nic CheongNo ratings yet
- Zr81kce TFD PDFDocument1 pageZr81kce TFD PDFPrince RajaNo ratings yet
- Plate Type Heat ExchangerDocument2 pagesPlate Type Heat ExchangerAsari Dear SNo ratings yet
- Air Purifier - PCAID1814ADocument12 pagesAir Purifier - PCAID1814AAsari Dear SNo ratings yet
- Instruction Manual: - Installation - Operation - MaintenanceDocument52 pagesInstruction Manual: - Installation - Operation - MaintenanceAsari Dear SNo ratings yet
- Hallscrew BrochureDocument3 pagesHallscrew BrochureAsari Dear SNo ratings yet
- PCP0902 tcm24-2645Document20 pagesPCP0902 tcm24-2645duybac_carimax1979No ratings yet
- Non-Flon-Gas Control Panel Cooling UnitDocument38 pagesNon-Flon-Gas Control Panel Cooling UnitAsari Dear SNo ratings yet
- Orion ChillerDocument36 pagesOrion ChillerAsari Dear SNo ratings yet
- Orion Air Dryer - Instruction Mannual ARDocument32 pagesOrion Air Dryer - Instruction Mannual ARAsari Dear S100% (1)
- Cvhe SVX02P en - 10172019Document108 pagesCvhe SVX02P en - 10172019Al-Fazza ChanelNo ratings yet
- Understanding Devops Critical Success Factors and Organizational PracticesDocument8 pagesUnderstanding Devops Critical Success Factors and Organizational PracticesLuis Gustavo NetoNo ratings yet
- (MCQ) On Textile IndustryDocument12 pages(MCQ) On Textile Industrysandip kumar mishraNo ratings yet
- 01fe19bme175 InternshipDocument28 pages01fe19bme175 InternshipVenugopal kulkarniNo ratings yet
- 01 - PVC Conduits InstallationDocument11 pages01 - PVC Conduits InstallationRaju ManojNo ratings yet
- Retrofit Modul TutorialDocument16 pagesRetrofit Modul TutorialRosalinda LindaNo ratings yet
- 5917-Article Text-6527-1-10-20190522Document8 pages5917-Article Text-6527-1-10-20190522Florentina TacinaNo ratings yet
- Huawei Data Center Facility Handbook 20230425-1Document67 pagesHuawei Data Center Facility Handbook 20230425-1SatriaWahyuEkaSaputraNo ratings yet
- Deep Learning: A New Paradigm for Rapid Orebody ModellingDocument11 pagesDeep Learning: A New Paradigm for Rapid Orebody ModellingCristhian Ł. Barrientos100% (1)
- Essential Portuguese Vocabulary About Technology - PortuguesePod101Document4 pagesEssential Portuguese Vocabulary About Technology - PortuguesePod101Ezequiel Almiron GalanNo ratings yet
- Strategic Management ModuleDocument52 pagesStrategic Management ModulePrince Isaiah JacobNo ratings yet
- رسالة ماجستيرDocument150 pagesرسالة ماجستيرRama BadwanNo ratings yet
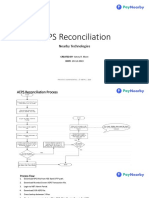
- AEPS ReconciliationDocument5 pagesAEPS ReconciliationAmey More100% (1)
- Trusted TMR Expander Interface: Product OverviewDocument30 pagesTrusted TMR Expander Interface: Product OverviewrkponrajNo ratings yet
- Oracle SQL Fundamental Lab Questions SolutionsDocument3 pagesOracle SQL Fundamental Lab Questions SolutionsuserNo ratings yet
- Susanta Roy Chouwdhury: Skills and TechnologyDocument4 pagesSusanta Roy Chouwdhury: Skills and TechnologyPM CMSNo ratings yet
- Heavy Saddle ClampsDocument1 pageHeavy Saddle ClampsSudarshan KaragudariNo ratings yet
- HHM Unit-1 PDFDocument66 pagesHHM Unit-1 PDFAchyutha AnilNo ratings yet
- Welding of P91Document37 pagesWelding of P91nishant361100% (4)
- Gear Pump (Transmission Charging and Scavenge) - Disassemble (KENR8443-06)Document3 pagesGear Pump (Transmission Charging and Scavenge) - Disassemble (KENR8443-06)Guido Emanuel SteinbachNo ratings yet
- 1Z0-071 Dumps Oracle Database 12c SQL: 100% Valid and Newest Version 1Z0-071 Questions & Answers Shared by CertleaderDocument18 pages1Z0-071 Dumps Oracle Database 12c SQL: 100% Valid and Newest Version 1Z0-071 Questions & Answers Shared by Certleadervin DVCNo ratings yet
- Balancing pros and cons of educational technology in the classroomDocument2 pagesBalancing pros and cons of educational technology in the classroomClayton Mark CadampogNo ratings yet
- Partes Compresor Gar 5Document6 pagesPartes Compresor Gar 5rolando mora zapataNo ratings yet
- C3M 400 Ly6Document4 pagesC3M 400 Ly6rusiru.dpvNo ratings yet
- Ambani Outpaces Biyani (Reliance Buying Big Bazaar) : Presented byDocument8 pagesAmbani Outpaces Biyani (Reliance Buying Big Bazaar) : Presented byAkash B.No ratings yet
- SERIES2016 Post PrintversionDocument21 pagesSERIES2016 Post PrintversionSara ZeynalzadeNo ratings yet
- 2.1 The Glowworm Swarm Optimization (GSO) AlgorithmDocument37 pages2.1 The Glowworm Swarm Optimization (GSO) AlgorithmAnonymous nkG18vANo ratings yet
- Dowty Propeller Service Bulletin IndexDocument2 pagesDowty Propeller Service Bulletin IndexriversgardenNo ratings yet
- Pok Mon Unbound 2.0.3.2 Trainers Documentation - IntroDocument1 pagePok Mon Unbound 2.0.3.2 Trainers Documentation - IntroCanal IsmaikeNo ratings yet
- In Order To Live ScriptDocument8 pagesIn Order To Live Scriptapi-644385149No ratings yet