You might also like
- Determining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForDocument5 pagesDetermining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForhashemNo ratings yet
- Sae J343-2010Document9 pagesSae J343-2010Job-AngelNo ratings yet
- ASTM D 2290Document5 pagesASTM D 2290Pablo AlcázarNo ratings yet
- Astm D2290-00Document5 pagesAstm D2290-00T Mathew TholoorNo ratings yet
- SAE J343-2001 Test and Test Procedures For SAE 100R Series Hydraulic Hose and Hose AssembliesDocument9 pagesSAE J343-2001 Test and Test Procedures For SAE 100R Series Hydraulic Hose and Hose AssembliesMiguel GalindoNo ratings yet
- d6347 d6347m 05Document18 pagesd6347 d6347m 05Kanwar P SinghNo ratings yet
- Astm D2122-2004 - 2Document5 pagesAstm D2122-2004 - 2hashemNo ratings yet
- D 1052 - 85 R99 - RdewntiDocument4 pagesD 1052 - 85 R99 - RdewntimanthandevNo ratings yet
- Standard Test Method For Pneumatic Leak Testing of TubingDocument5 pagesStandard Test Method For Pneumatic Leak Testing of TubingWilliam Chang100% (1)
- Penumatic TestDocument10 pagesPenumatic TestahmadNo ratings yet
- C Pi 370Document22 pagesC Pi 370sadeghmsgNo ratings yet
- Plant Inspection Guideline ManualDocument36 pagesPlant Inspection Guideline ManualAcid Burns100% (1)
- Hose Test MethodsDocument5 pagesHose Test MethodstriagusmanNo ratings yet
- Section 2 Mechanical and Technological TestsDocument11 pagesSection 2 Mechanical and Technological Testsramy abazaNo ratings yet
- ASTM G150 99 (04) Critical Pitting Temperature of SSDocument13 pagesASTM G150 99 (04) Critical Pitting Temperature of SSRifki RuriardiNo ratings yet
- API 510 QuizDocument8 pagesAPI 510 QuizJeremy CoussouNo ratings yet
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- Pressure Decay Leak Test Method: Standard Practice ForDocument8 pagesPressure Decay Leak Test Method: Standard Practice ForAlexyz33No ratings yet
- SC Ut Sop - Upto 70 DiaDocument11 pagesSC Ut Sop - Upto 70 DiaSrinu GrandhalayamNo ratings yet
- Pipe Hydrotest ProcedureDocument3 pagesPipe Hydrotest ProcedurejacquesmayolNo ratings yet
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Document8 pages4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNo ratings yet
- Astm F 606 PDFDocument15 pagesAstm F 606 PDFLajkoNo ratings yet
- 3.JBT 4730.3-2005 承压设备无损检测 第3部分 超声检测-enDocument125 pages3.JBT 4730.3-2005 承压设备无损检测 第3部分 超声检测-enNATTHAPONG BUNSOMPOPNo ratings yet
- Hydrotest ProcedureDocument6 pagesHydrotest ProcedureIkhsan Hj SiratNo ratings yet
- F2079Document3 pagesF2079Gustavo SuarezNo ratings yet
- D 4405Document5 pagesD 4405mohsenNo ratings yet
- E213 StandardDocument5 pagesE213 StandardAMIROCHENo ratings yet
- D790 - 10 PDFDocument11 pagesD790 - 10 PDFShanaka Jayasekara67% (3)
- E213-Ultrasonic Examination of Metal Pipe and TubingDocument5 pagesE213-Ultrasonic Examination of Metal Pipe and Tubingsolrac4371No ratings yet
- F 2251 - 03 RjiynteDocument4 pagesF 2251 - 03 RjiyntefrostestNo ratings yet
- D 243 AstmDocument3 pagesD 243 AstmNuMbNo ratings yet
- D5-D5M 13 Penetration of Bituminous MaterialsDocument4 pagesD5-D5M 13 Penetration of Bituminous MaterialsPedro AlvelaisNo ratings yet
- Piping InterviewDocument9 pagesPiping Interviewsatyammmishra0101No ratings yet
- C: P: D: Factory Acceptance Test Procedure For Control Valve C - D N .: - Ptcs D N .: FCS-SOP-001. R 01 S: 1 10Document13 pagesC: P: D: Factory Acceptance Test Procedure For Control Valve C - D N .: - Ptcs D N .: FCS-SOP-001. R 01 S: 1 10Hicham BelmaatiNo ratings yet
- Engineering ProceduresDocument23 pagesEngineering ProceduresadammzjinNo ratings yet
- A 1015 - 01 Qtewmtu - PDFDocument3 pagesA 1015 - 01 Qtewmtu - PDFStuartNo ratings yet
- Ansaldo NDT Specifications 22GRKW v1 0Document117 pagesAnsaldo NDT Specifications 22GRKW v1 0pvssrh9929No ratings yet
- Astm D5Document4 pagesAstm D5Alejandra Zam100% (1)
- API Spec 10D Committee Working Draft 11072013 JH CJDocument20 pagesAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNo ratings yet
- Astm e 2930 - 13Document8 pagesAstm e 2930 - 13Martin Chimenti - ARO SA100% (1)
- Document Number Document Title Rev. NSC/PIUL/PRO-0023 Procedure For Pneumatic Test of RF Pad A2Document4 pagesDocument Number Document Title Rev. NSC/PIUL/PRO-0023 Procedure For Pneumatic Test of RF Pad A2abhijit janaNo ratings yet
- Astm D6084-06Document5 pagesAstm D6084-06valentina.silvaNo ratings yet
- UT 0030 Thickness Measurement Surveys PDFDocument15 pagesUT 0030 Thickness Measurement Surveys PDFAhmed Ben Nouma0% (1)
- D 2122 - 98 RdixmjitotgDocument5 pagesD 2122 - 98 RdixmjitotgHumberto GutierrezNo ratings yet
- F 2227 - 02 RjiymjcDocument4 pagesF 2227 - 02 RjiymjcfrostestNo ratings yet
- Astm A502 1976Document6 pagesAstm A502 1976dharlanuctcomNo ratings yet
- Ressure Test Procedure For Piping SystemDocument5 pagesRessure Test Procedure For Piping SystemKyaw Kyaw AungNo ratings yet
- Bolt ProcedureDocument19 pagesBolt ProcedureMurugan Raja50% (2)
- ASTM D790 2010.flexionDocument11 pagesASTM D790 2010.flexionaletapia100% (1)
- Eddy Current SpecificationsDocument7 pagesEddy Current SpecificationsBhavani PrasadNo ratings yet
- Astm C603Document2 pagesAstm C603Gary Lo100% (1)
- E570-97 Flux Leakage Ferro TubularDocument6 pagesE570-97 Flux Leakage Ferro TubularAsif HameedNo ratings yet
- E243-97 EC Copper TubesDocument6 pagesE243-97 EC Copper TubesveluNo ratings yet
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AFrom EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo ratings yet
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationFrom EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Measurement and Control Basics, 4th EditionFrom EverandMeasurement and Control Basics, 4th EditionRating: 4 out of 5 stars4/5 (11)
- Metric: Hex Nut Style 2 Class 12Document1 pageMetric: Hex Nut Style 2 Class 12Ankit LonareNo ratings yet
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- Helium Leak Test in Line: Enhanced Reliability For Heat Exchanger TubesDocument6 pagesHelium Leak Test in Line: Enhanced Reliability For Heat Exchanger TubesAnkit LonareNo ratings yet
- A 193337Document280 pagesA 193337Ankit LonareNo ratings yet
- HJJDocument3 pagesHJJAnkit LonareNo ratings yet
- Reference Chart For ASME Pressure Vessel Code, Section VIII, Division 1Document1 pageReference Chart For ASME Pressure Vessel Code, Section VIII, Division 1Ankit LonareNo ratings yet
- Main Paper Rabas1981Document22 pagesMain Paper Rabas1981Ankit LonareNo ratings yet
- Selv Am 2017Document32 pagesSelv Am 2017Ankit LonareNo ratings yet
- Reference Chart For ASME Pressure Vessel Code, Section VIII, Division 1Document1 pageReference Chart For ASME Pressure Vessel Code, Section VIII, Division 1Ankit LonareNo ratings yet
- Wang 2017Document11 pagesWang 2017Ankit LonareNo ratings yet
- Oliveira 2016Document26 pagesOliveira 2016Ankit LonareNo ratings yet
- Cold Water Plumbing DesignDocument17 pagesCold Water Plumbing DesignKHA120096 StudentNo ratings yet
- Method Statement For Pipe Flushing and Internal Cleaning (SAMPLE)Document7 pagesMethod Statement For Pipe Flushing and Internal Cleaning (SAMPLE)Hasann MaawiaNo ratings yet
- Aplit Ac PartsDocument33 pagesAplit Ac PartsSaqib ManzoorNo ratings yet
- Tutorial Heat and Mass ConvectionDocument2 pagesTutorial Heat and Mass ConvectionQilah MazlanNo ratings yet
- Ko-111-01 Repair Welding+manual eDocument156 pagesKo-111-01 Repair Welding+manual eJayantha parakrama ThennakoonNo ratings yet
- TM-1202 AVEVA Plant 12.1 Piping Catalogues & Specifications 2.0Document254 pagesTM-1202 AVEVA Plant 12.1 Piping Catalogues & Specifications 2.0Alessio AgnettiNo ratings yet
- Seal Installation and Operation GuideDocument16 pagesSeal Installation and Operation GuideErick AmadeuNo ratings yet
- Water Hammer. Water and Slurry HammerDocument49 pagesWater Hammer. Water and Slurry HammerFari NazariNo ratings yet
- General Specifications For RoadsDocument69 pagesGeneral Specifications For RoadstiticarateNo ratings yet
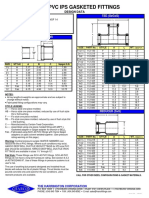
- Harco PVC Ips Gasketed Fittings: Tee (GXGXG)Document6 pagesHarco PVC Ips Gasketed Fittings: Tee (GXGXG)DALGYNo ratings yet
- Equipment Lab4 BBL - BoilerType2Document917 pagesEquipment Lab4 BBL - BoilerType2umairsaleem606No ratings yet
- Design and Fabrication of A Single Row Maize Planter For Garden UseDocument7 pagesDesign and Fabrication of A Single Row Maize Planter For Garden Usemohammed saniNo ratings yet
- Calculation of Pipe Reinforcement ASME B31.3Document9 pagesCalculation of Pipe Reinforcement ASME B31.3yhnsharma80% (5)
- Guidelines For Execution of HDD WorksDocument5 pagesGuidelines For Execution of HDD WorksAnant RubadeNo ratings yet
- Φ2.4m Dual Polarization Antenna Installation Manual: SM224.SFTY.182Document12 pagesΦ2.4m Dual Polarization Antenna Installation Manual: SM224.SFTY.182roger23007No ratings yet
- Module 5Document23 pagesModule 5Chaithra ShreeNo ratings yet
- Manual Siloz CimentDocument49 pagesManual Siloz CimentSilviu DochiaNo ratings yet
- Tyco Valve ManualDocument128 pagesTyco Valve ManualHenry Tan100% (1)
- Hydro Test ProcedureDocument15 pagesHydro Test ProcedurevsNo ratings yet
- Piping CodesDocument11 pagesPiping CodesDavid Ricardo DiazNo ratings yet
- Norsok M-501 eDocument24 pagesNorsok M-501 emedkom2000No ratings yet
- Nirma University Heat Exch AssignmentDocument16 pagesNirma University Heat Exch AssignmentSarvagyaNo ratings yet
- Vinod Patel Company Profile - June - 2017Document20 pagesVinod Patel Company Profile - June - 2017finance bnbmNo ratings yet
- Flatpack: Link Surface Control Systems and Downhole EquipmentDocument1 pageFlatpack: Link Surface Control Systems and Downhole EquipmentkirankirkNo ratings yet
- 9150 UserManual Eng ODocument67 pages9150 UserManual Eng OYounes AzziouiNo ratings yet
- SC HT930Document40 pagesSC HT930Daniel VillegasNo ratings yet
- Project Specification: Title: Bruna Bautista Ville CPM Location: Rizal Santiago CityDocument7 pagesProject Specification: Title: Bruna Bautista Ville CPM Location: Rizal Santiago Citymelvin bautistaNo ratings yet
- Ducting KatalogDocument24 pagesDucting Katalogadi utomoNo ratings yet
- Temp-Pro: Thermowell CatalogDocument26 pagesTemp-Pro: Thermowell CatalogSaeed VuNo ratings yet
- ASTM A123 Standard Specification For Zinc (Hot-Dip Galvanized) Coatings On Iron and Steel ProductsDocument8 pagesASTM A123 Standard Specification For Zinc (Hot-Dip Galvanized) Coatings On Iron and Steel ProductsDANIEL'S SERVICIOS INTEGRALES EN SOLDADURANo ratings yet